
Припой не плавится феном
Обновлено: 05.05.2024
При монтаже мелких радиоэлементов на печатные платы наилучшие результаты дает пайка микросхем специальным феном. Этот процесс требует определенных знаний и навыков, поэтому мы расскажем, как нужно паять феном с флюсом без повреждения платы и компонентов на ней.


Особенности пайки
Сейчас развитие электроники идет по пути все более плотного монтажа компонентов на печатной плате. Помимо очевидных достоинств, прогресс приводит к трудностям ремонта из-за очень компактных размеров. Это очень затрудняет работу паяльником, и поэтому для монтажа планарных деталей, микросхем и смд-конденсаторов обычно применяется пайка с помощью специального фена.
Термофен – это отдельный элемент паяльной станции. Он создает узкий поток воздуха, нагретого до температуры 400–500 градусов и двигающегося с определенной скоростью.
Поэтому при работе с ним нужно учитывать ряд особенностей.
- Температуру нагрева следует регулировать в зависимости от выполняемой работы, размера компонента и вида припоя.
- Скорость потока воздуха должна быть наименьшей, иначе при работе фен может сдуть соседние мелкие компоненты. Но от нее зависит скорость прогрева, поэтому ее нужно регулировать индивидуально.
- Фен комплектуется несколькими насадками, которые регулируют мощность воздушного потока. Правило простое – для мелких деталей лучше выбирать узкую насадку.
- При нагреве припой, закрепляющий соседние компоненты, может размягчиться. Тогда эти детали сдвинутся, нарушится контакт между ними, и плата будет работать некорректно. Во избежание этого их нужно экранировать фольгой или термоскотчем, чтобы они не нагрелись.
- Фен нужно держать строго перпендикулярно поверхности платы.
Исходя из этого, к работе нужно подойти максимально ответственно.

Инструменты и материалы
Для паяния печатных плат нам понадобятся:




Этот набор подбирается индивидуально для каждого мастера. А кроме того, потребуются качественное освещение и линза для осмотра паяльного шва.
И еще – предельная внимательность и море терпения.
Технология
Процесс выполнения работы состоит из 3-х основных частей: выпаивание старого элемента, очистка платы от лишнего припоя и монтаж новой детали. Рассмотрим эти этапы отдельно.
Демонтаж старого компонента выполняется в определенной последовательности.
Важно! Поднимать старую деталь нужно строго вверх, не допуская ее перемещения в стороны. Иначе расплавленный припой замкнет соседние контакты, и удалить его будет непросто.
Или еще хуже – от платы оторвется дорожка, восстановить которую еще сложнее.
Далее переходим к подготовке контактных площадок платы.
- Расплавьте припой на месте контакта.
- Если есть шприц, удалите с его помощью лишний металл.
- Если шприца нет, воспользуйтесь медной оплеткой. Для этого минимально распушите ее, чтобы были видны поры. Далее обильно покройте ее флюсом, приложите к месту соединения и прогрейте феном или паяльником. Оплетка впитает в себя лишний металл. После этого остается отрезать ненужную ее часть.


Следует полностью освободить плату от припоя.
Далее переходим к подготовке детали. Главная задача – нанести на контакты припой в виде шариков одинакового размера (это называется реболлинг). Для этого воспользуйтесь трафаретом.
Трафарет – это металлическая пластина со множеством отверстий, в которые ножками вставляется деталь.
Для его использования проделайте следующее.
- закрепите радиокомпонент на трафарете специальной изолентой;
- с тыльной стороны шпателем нанесите паяльную пасту;
- установите температуру нагрева 300 градусов;
- прогрейте деталь вместе с трафаретом, а когда появится характерный блеск, то отключите нагрев;
- дайте полностью остыть компоненту;
- уберите изоленту;
- включите нагрев 150 градусов, прогрейте деталь и аккуратно освободите ее из трафарета.


Внимание! Паяльная паста должна быть качественной, иначе припой не сможет закрепиться на контактах. При выборе пасты нагрейте ее небольшое количество.
Качественная паста образует большой гладкий шарик, а бракованная – распадается на множество мелких. При этом повышение температуры ей не поможет, и шов будет плохой.
После этого переходите к установке нового радиокомпонента.
- Нанесите небольшое количество флюса.
- Точно наложите новую деталь на плату. Ориентируйтесь на риски и на ощупь постарайтесь расположить микросхему на наибольшей высоте, чтобы шары на ней соответствовали контактам на плате. Можете ориентироваться на просвет между платой и деталью, для этого посмотрите на шов сбоку.
- Если рисок нет, то переверните микросхему выводами вверх и приложите ее краешком к пятакам платы, после этого засеките положение детали. Затем установите элемент по этим засечкам.
- Настройте температуру 345–350 градусов и прогрейте элемент. Припой должен ярко заблестеть и залить каждый контакт. Важно! Как и при снятии, прогревать компонент надо не только по центру, но и по периметру. Обойдите феном весь шов по длине.
- Дождитесь полного остывания припоя. Место пайки желательно протереть спиртом.
После этого остается только проверить плату на работоспособность.
Способы
Работу можно значительно облегчить, если воспользоваться некоторыми методами профессионалов.
- Для облегчения съема старого компонента можно применить подогрев платы снизу. Для этого закрепите ее зажимом, переверните и прогрейте феном в течение 5 минут. После этого работайте как обычно. Процесс пойдет быстрее.
- Чтобы выпаять старый компонент без риска перегрева, можно использовать легкоплавкие припои (сплав Вуда, сплав Розе). Для этого покройте шов флюсом и нанесите этот сплав. Температура его плавления меньше, чем у олова. Когда вы начнете греть, он расплавится и смешается с оловом на плате, тогда деталь выпаяется быстрее и без перегрева.
- При пайке нежелательно использовать спирто-канифольный флюс, поскольку у него низкое удельное сопротивление.
При работе всегда соблюдайте технику безопасности, особенно с нагретым оборудованием. Работайте в хорошо проветриваемом помещении с достаточным количеством света.
О пайке микросхем феном смотрите далее.
Наверняка многим радиолюбителям знакома ситуация, когда новый, только что купленный припой, ни к чему не прилипает. Проблема достаточно распространенная и её легко решить самостоятельно.
Причинами могут быть как сам паяльник или другое оборудование для пайки, так и неправильная подготовка металла. В данной статье будут рассмотрены основные причины, из-за которых припой ни к чему не прилипает, а спаянная заготовка разваливается на части.
В чем могут быть причины
Именно они чаще всего и мешают припою нормально сцепляться с поверхностью заготовок, существенно уменьшая тем самым адгезию между ними. Поэтому первое правило заключается в том, чтобы достаточно хорошо подготовить спаиваемые поверхности.

Вторая причина кроется в плохом уходе за паяльником, жало которого постоянно перегревается, что ухудшает его сцепляемость с припоем. К обгоревшему жалу паяльника, на котором толстый слой гари, никогда не прилипнет припой. Поэтому не стоит удивляться тому, что припой не прилипает к паяльнику, если за его жалом ни разу не производился уход.
Почему припой ни к чему не прилипает — еще причины
Первая и самая распространенная из всех причин, это неподходящий металл для пайки. Часто он имеет отличный от меди цвет, а его поверхность приходится лудить перед паянием.

Вторая причина, это перегрев жала паяльника. Если паяльник сильно перегревается, флюс быстро выгорает, а поверхность жала обгорает. В свою очередь это мешает нормально работать с припоем. Уменьшить температуру паяльника можно, если выдвинуть жало вперед. В таком случае оно будет меньше нагреваться, чем раньше.
Не стоит сбрасывать со счетов и некачественный припой, который также будет доставлять массу проблем при работе с пайкой. Плохой припой и его подделки встречаются достаточно часто, причём не обязательно китайского происхождения.

Низкая концентрация флюса, также приводит к тому, что припой не прилипает к поверхности металла. Однако и обильное количество данного компонента при пайке может доставить определенного рода проблемы. Поэтому при использовании флюса важно знать золотую середину, чтобы его не было мало или же наоборот, слишком много.
Температура пайки припоями
Температура пайки универсальными припоями типа ПОС-61 составляет порядка 200-250 градусов. Это важно учитывать при работе с различными видами припоев, которые требуют намного большей температуры плавления.

Например, при недостаточной температуре паяльного оборудования, припой начнёт окисляться и скатываться, что само собой, разумеется, приведёт к окислительным процессам.
Медно-цинковый ПМЦ-36 плавится при температуре 825—950. Серебряный припой 635—810. Температура плавления медно-фосфористых припоев составляет, порядка 660 °С. Используя разные виды припоев очень важно знать их рабочую температуру плавления.
Как правильно паять SMD? Рано или поздно всем электронщикам приходилось сталкиваться с таким вопросом.
Бывают случаи, когда простым паяльником не подобраться к SMD элементам. В этом случае лучше всего использовать паяльный фен и тонкий металлический пинцет.
В этой статье мы с вами поговорим о том, как же правильно запаивать и отпаивать SMD. Тренироваться будем на трупике телефона. Красным прямоугольничком я показал, что мы будем отпаивать и запаивать обратно.


Для фена нужна подходящая насадка. Выбираем самую маленькую, так как отпаивать и припаивать будет маленькую smd-шку.
А вот вся конструкция в сборе.

С помощью зубочистки наносим флюсплюс на smd-шку.

Вот так мы ее смазали.

Выставляем на паяльной станции температуру фена 300-330 градусов и начинаем жарить нашу детальку. Если припой не плавится, то его можно разбавить сплавом Вуда или Розе с помощью тонкого жала паяльника. Как увидим, что припой начинает плавиться, с помощью пицента аккуратно снимаем детальку, не задев smd-шки, которые рядом.

А вот и наша деталька под микроскопом

Теперь припаяем ее обратно. Для этого чистим пятачки (если вы не забыли – это контактные площадки) с помощью медной оплетки.

После того, как мы их почистили от лишнего припоя, нам нужно сделать бугорки с помощью нового припоя. Для этого на кончике жала паяльника берем совсем чуть-чуть припоя.

И делаем бугорки на каждой контактной площадке.

Ставим туда smd-детальку

И пригреваем ее феном, до тех пор, пока припой не растечется по стенкам детальки. Не забывайте про флюс, но его надо очень немного.

В заключении хотелось бы добавить, что данная процедура требует умение работать с мелкими детальками. Сразу все не получится, но кому это надо, со временем научится припаивать и выпаивать SMD-компоненты. Некоторые умельцы припаивают smd-шки с помощью паяльной пасты. Паяльную пасту я использовал при запаивании BGA микросхем в это й статье.
Инструментальная электроника развивается одновременно с электроникой общей, что выливается в непрерывное совершенствование применяемых во время ремонта инструментов.
Одним из таких инструментов стал паяльный фен. Многие современные бытовые приборы, такие как телевизоры, планшеты, ноутбуки, можно отремонтировать только с его помощью.
Что необходимо для работы

Паяльный фен, который еще называют термовоздушной паяльной станцией, представляет собой многокомпонентный инструмент с большим числом функций, для ремонта современных устройств. Он позволяет выполнять пайку компонентов СМД, конденсаторов, светодиодов и других деталей. То же касается и чипов BGA-типа, делающих монтаж более плотным. Сегодня почти каждая электронная начинка в современных устройствах изготовлена таким образом.
Чтобы паять смд-компоненты, необходимы такие материалы и приборы:

Грамотно работать паяльным феном – значит соблюдать осторожность, иметь ангельское терпение, и быть предельно аккуратным.
Последовательность действий на примере смд-компонента

Допустим, на рабочей печатной поверхности ремонтируемого электронного блока находится сгоревшая смд-шка, нуждающаяся в демонтаже. Чтобы ее удалить и поставить новую, нужно выбрать для фена компактную насадку и подготовить флюс.
Напор воздуха в процессе не должен быть чересчур сильным, в противном случае есть риск сдуть рядом стоящие элементы. Виновника поломки продолжают греть до начала плавления припоя, что сразу будет заметно.

После разжижения припоя осторожно демонтируют смд деталь. В процессе важно не ушатать компонентов-соседей, так как они наверняка потеряли устойчивость из-за расплавления удерживающего их припоя.
Исправный smd укладывают на старое место при минимальном количестве флюса. Греют деталь паяльным феном до кондиции, когда припой ярко заблестит, растекаясь по каждому из контактов.
Особенности работы с микросхемами BGA
Подогрев снизу

Данный прием не только полезен в работе с паяльным феном, но и повышает удобство пайки.
Плату закрепляют зажимом, устанавливают 200-градусную температуру и прогревают в течение пяти минут, после чего начинают работать, как обычно.
При помощи термоскотча можно экранировать рядом стоящие элементы.
После снятия чипа вышеупомянутой оплеткой очищают контакты. Аналогичным образом поступают и с платой.
Все процедуры надо проводить аккуратно, чтобы не допустить повреждений схемы. Если под рукой нет оплетки из меди, удалить припой можно при помощи паяльника с утонченным жалом.
Процедура реболлинга
Для проведения реболлинга чип помещают в трафарет, и закрепляют специализированной изолентой. С тыльной стороны пальцем или шпателем наносят паяльную пасту, затем настраивают фен на температурный режим около 300 градусов и начинают прогревать. После появления характерного блеска от расплавленной паяльной пасты дают припою полностью остыть.
Для освобождения трафарета от чипа убирают изоленту и прогревают трафарет примерно до 150 градусов, в конце процедуры деталь должна освободиться. Бывает, что сходу невозможно достать деталь из китайского трафарета, поэтому может возникнуть необходимость аккуратно ее зацепить.
Во время обратной пайки микросхемы оценивают риски, выкладывают чип необходимое количество раз для точного совпадения пяток и шаров. Потом выставляют на паяльном фене температуру от 330 до 350 градусов и греют до тех пор, пока расплавленный припой не даст возможность чипу самому встать на место.
Все понимают, как можно с помощью обычного паяльника ЭПСН, мощностью 40 ватт, и мультиметра, самостоятельно ремонтировать различную электронную технику, с выводными деталями. Но такие детали сейчас встречаются, в основном только в блоках питания различной техники, и тому подобных силовых платах, где протекают значительные токи, и присутствует высокое напряжение, а все платы управления, сейчас идут на SMD элементной базе.

На плате SMD радиодетали
Так как же быть, если мы не умеем демонтировать и впаивать обратно SMD радиодетали, ведь тогда минимум 70% от возможных ремонтов техники, мы уже самостоятельно не сможем выполнить. Кто нибудь, не очень глубоко знакомый с темой монтажа и демонтажа, возможно скажет, для этого необходимы паяльная станция и паяльный фен, различные насадки и жала к ним, безотмывочный флюс, типа RMA-223, и тому подобное, чего в мастерской домашнего мастера обычно не бывает.

У меня есть дома в наличии, паяльная станция и фен, насадки и жала, флюсы, и припой с флюсом различных диаметров. Но как быть, если тебе вдруг потребуется починить технику, на выезде на заказ, или в гостях у знакомых? А разбирать, и привозить дефектную плату домой, или в мастерскую, где есть в наличии соответствующее паяльное оборудование, неудобно, по тем или иным причинам? Оказывается выход есть, и довольно простой. Что нам для этого потребуется?
Что нужно для хорошей пайки
- 1. Паяльник ЭПСН 25 ватт, с жалом заточенным в иголку, для монтажа новой микросхемы.

- 2. Паяльник ЭПСН 40-65 ватт с жалом заточенным под острый конус, для демонтажа микросхемы, с применением сплава Розе или Вуда. Паяльник, мощностью 40-65 ватт, должен быть включен обязательно через Диммер, устройство для регулирования мощности паяльника. Можно такой как на фото ниже, очень удобно.

- 3. Сплав Розе или Вуда. Откусываем кусочек припоя бокорезами от капельки, и кладем прямо на контакты микросхемы с обоих сторон, в случае если она у нас, например в корпусе Soic-8.


- 4. Демонтажная оплетка. Требуется для того, чтобы удалить остатки припоя с контактов на плате, а также на самой микросхеме, после демонтажа.

- 5. Флюс СКФ (спиртоканифольный флюс, растолченная в порошок, растворенная в 97% спирте, канифоль), либо RMA-223, или подобные флюсы, желательно на основе канифоли.

- 6. Удалитель остатков флюса Flux Off, или 646 растворитель, и маленькая кисточка, с щетиной средней жесткости, которой пользуются обычно в школе, для закрашивания на уроках рисования.

- 7. Трубчатый припой с флюсом, диаметром 0.5 мм, (желательно, но не обязательно такого диаметра).

- 8. Пинцет, желательно загнутый, Г — образной формы.

Распайка планарных деталей
Итак, как происходит сам процесс? Кое-что почитайте тут. Мы откусываем маленькие кусочки припоя (сплава) Розе или Вуда. Наносим наш флюс, обильно, на все контакты микросхемы. Кладем по капельке припоя Розе, с обоих сторон микросхемы, там где расположены контакты. Включаем паяльник, и выставляем с помощью диммера, мощность ориентировочно ватт 30-35, больше не рекомендую, есть риск перегреть микросхему при демонтаже. Проводим жалом нагревшегося паяльника, вдоль всех ножек микросхемы, с обоих сторон.

Демонтаж с помощью сплава Розе
Контакты микросхемы у нас при этом замкнутся, но это не страшно, после того как демонтируем микросхему, мы легко с помощью демонтажной оплетки, уберем излишки припоя с контактов на плате, и с контактов на микросхеме.
Итак, мы взялись за нашу микросхему пинцетом, по краям, там где отсутствуют ножки. Обычно длина микросхемы, там где мы придерживаем ее пинцетом, позволяет одновременно водить жалом паяльника, между кончиками пинцета, попеременно с двух сторон микросхемы, там где расположены контакты, и слегка тянуть ее вверх пинцетом. За счет того что при расплавлении сплава Розе или Вуда, которые имеют очень низкую температуру плавления, (порядка 100 градусов), относительно бессвинцового припоя, и даже обычного ПОС-61, и смещаясь с припоем на контактах, он тем самым снижает общую температуру плавления припоя.
Демонтаж микросхем с помощью оплетки
И таким образом микросхема у нас демонтируется, без опасного для нее перегрева. На плате у нас образуются остатки припоя, сплава Розе и бессвинцового, в виде слипшихся контактов. Для приведения платы в нормальный вид мы берем демонтажную оплетку, если флюс жидкий, можно даже обмакнуть ее кончик в нее, и кладем на образовавшиеся на плате “сопли” из припоя. Затем прогреваем сверху, придавив жалом паяльника, и проводим оплеткой вдоль контактов.

Выпаивание радиодеталей с оплеткой
Таким образом весь припой с контактов впитывается в оплетку, переходит на нее, и контакты на плате оказываются очищенными полностью от припоя. Затем эту же процедуру, нужно проделать со всеми контактами микросхемы, если мы собираемся запаивать микросхему в другую плату, или в эту же, например после прошивания с помощью программатора, если это микросхема Flash памяти, содержащая прошивку BIOS материнской платы, или монитора, или какой либо другой техники. Эту процедуру, нужно выполнить, чтобы очистить контакты микросхемы от излишков припоя. После этого наносим флюс заново, кладем микросхему на плату, располагаем ее так, чтобы контакты на плате строго соответствовали контактам микросхемы, и еще оставалось немного места на контактах на плате, по краям ножек. С какой целью мы оставляем это место? Чтобы можно было слегка коснувшись контактов, жалом паяльника, припаять их к плате. Затем мы берем паяльник ЭПСН 25 ватт, или подобный маломощный, и касаемся двух ножек микросхемы расположенных по диагонали.
Припаивание SMD радиодеталей паяльником
В итоге микросхема у нас оказывается “прихвачена”, и уже не сдвинется с места, так как расплавившийся припой на контактных площадках, будет держать микросхему. Затем мы берем припой диаметром 0.5 мм, с флюсом внутри, подносим его к каждому контакту микросхемы, и касаемся одновременно кончиком жала паяльника, припоя, и каждого контакта микросхемы. Использовать припой большего диаметра, не рекомендую, есть риск навесить “соплю”. Таким образом, у нас на каждом контакте “осаждается” припой. Повторяем эту процедуру со всеми контактами, и микросхема впаяна на место. При наличии опыта, все эти процедуры реально выполнить за 15-20 минут, а то и за меньшее время. Нам останется только смыть с платы остатки флюса, растворителем 646, или отмывочным средством Flux Off, и плата готова к тестам, после просушивания, а это происходит очень быстро, так как вещества применяемые для смывания, очень летучие. 646 растворитель, в частности, сделан на основе ацетона. Надписи, шелкография на плате, и паяльная маска, при этом не смываются и не растворяются.
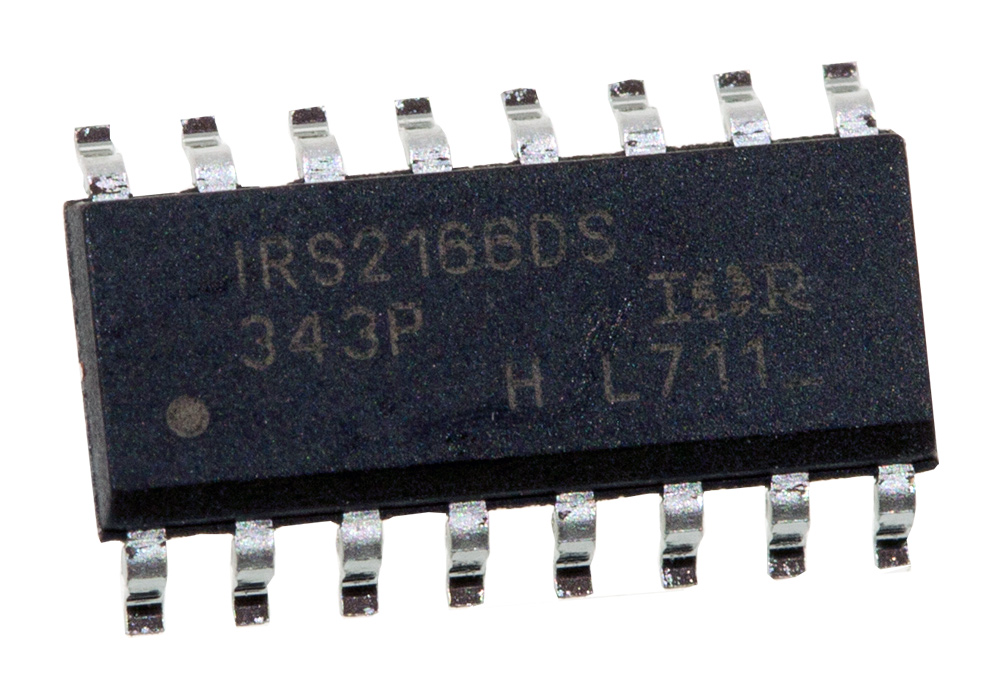
Единственное, демонтировать таким образом микросхему в корпусе Soic-16 и более многовыводную, будет проблематично, из-за сложностей с одновременным прогреванием, большого количества ножек. Всем удачной пайки, и поменьше перегретых микросхем! Специально для Радиосхем — AKV.
Обсудить статью ПАЙКА SMD ДЕТАЛЕЙ БЕЗ ФЕНА


Рассматриваем грамотный выбор необходимых деталей для изготовления шокеров.

Схема и фотографии испытанного ультразвукового отпугивателя комаров и других насекомых.

Практический пример создания простейшего преобразователя для того, чтоб из напряжения одной пальчиковой батарейки получить 9V.
При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.

Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери 🙂 нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
Пайку в некоторой степени можно сравнить с процессом склеивания. Только здесь для соединения деталей используется расплавленный металл. В качестве такового выступает припой.
У него довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
Например, у меди этот показатель достигает 1050С. В то время как у оловянно-свинцового припоя ПОС-61 он равняется всего 190С.
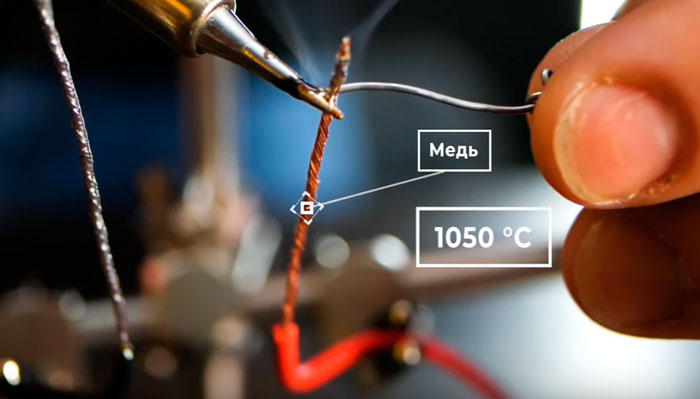

То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.
При этом никогда не забывайте главное правило ремонтника – горячий паяльник выглядит также, как и холодный.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.
Также с размаху не стряхивайте с паяльника расплавленный припой. Мало того, что он может попасть в глаза, от этого еще могут пострадать и ваши дети.
Красивая капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии ее найдет и съест.

При пайке не забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова, упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная ножка с радиодетали, случайно попавшая в глаз, приводит к печальным последствиям.
Особенно опасна пайка на весу или под потолком. В этом случае провода могут отскочить со своего места и олово “пульнет” вам в глаз.
Поэтому старайтесь в подобных случаях всегда одевать и использовать защитные очки. А еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.

Запомните, паяльник предназначен для пайки жил эл.проводки, светодиодной ленты, компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.

Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.

Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.” 😊
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.

Делается это намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность элемента. Однако с такими кнопочками часто путаешься в каком они состоянии, отключенном или включенном.
Если на вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”. 😊
Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.

Сперва убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте может умереть окончательно и бесповоротно.
Почему нельзя паять без флюса? Дело в том, что на любых деталях или проводах присутствует, так называемая оксидная пленка, содержащая микроскопические частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.
Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.
Некоторые советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от нее лучше.

По сути, кислота это тот же самый флюс, но не простой, а активный. А это означает, что вместе с пленкой она отлично растворяет и сами компоненты.
Это конечно происходит не сразу, но через несколько месяцев место пайки может превратится в кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы несколько микрокапелек кислоты.
А она проникает во все поры, и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.
Работая со старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется соскрябывать все это дело ножиком.

Профессионалы советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
Читайте также: