
Ремонт пнд трубы феном
Обновлено: 13.05.2024
Ремонт наружных сетей из полиэтиленовых труб – комплексная задача, поэтому качество такого ремонта зависит от многих факторов, начиная с внешнего осмотра повреждения, и заканчивая опрессовкой готовых соединений. Качество играет ключевую роль, так как ремонт зачастую связан с проведением дорогостоящих земляных работ. Недостаточная квалификация исполнителя или желание сэкономить оборачиваются в этом случае значительно большими издержками и потерей времени. Прочтение данной статьи поможет избежать типичных ошибок при проведении ремонта полиэтиленовых труб.
Что это такое
Свищ на трубопроводе — внезапное появление небольшой трещинки или отверстия. Через протечку начинает фонтанировать вода. Обнаружить его визуально просто. Появление на водопроводе этого явления, указывает на то, что этот участок требует замены. Заменить поврежденный участок сразу практически невозможно, так как трещина или отверстия появляется неожиданно.
Прорыв трубы надо немедленно устранить. Мастера вызвали, но он пока доедет затопить можно соседей. По этой причине надо знать, как устранить свищ на трубе отопления самостоятельно. Заделывать протечки несложно, но надо иметь навык, инструмент.
В доме или квартире желательно иметь:
С помощью этого перечисленного материала и инструмента, можно устранить протечку самостоятельно, пока не придет вызванный сантехник для замены поврежденного участка.
Замена участка полиэтиленовой трубы
Мы не будем подробно рассматривать технологию ремонта полиэтиленовых труб, так как она в значительной степени состоит из технологииустройства электросварного соединения, опишем лишь самый распространённый способ ремонта — замену повреждённого участкаполиэтиленового трубопровода. В общем случае, такой ремонт можно разделить на несколько этапов.
Внешний осмотр поврежденной полиэтиленовой трубы
Вначале следует тщательно осмотреть повреждённый участок. Помимо частичного или полногоразрыва полиэтиленовой трубы, на ней могут также находиться другие повреждения: срезы, царапины, трещины. Согласно нормативным требованиям, глубина таких повреждений не должна превышать значения в 10% от толщины стенки трубы. В противном случае, сечение считается ослабленным, и такой участок трубы также требует замены.
Подготовка вставки из трубы ПНД
После определения длины заменяемого участка трубы, его вырезают и подготавливают вставкуаналогичного размера из неповрежденной трубы. Резка должна производиться под прямым углом к оси трубы, в противном случае спираль электросварной муфты может не везде соприкасаться с трубой, что вызовет её перегрев и перегорание во время сварки. Резать полиэтиленовую трубу можно специальным труборезом, или любым режущим инструментом, который пригоден для резки пластика (или дерева).
В качестве вставки может быть использован отрезок трубы из остатков на объекте, если труба хранилась в защищённом от прямого солнечного света месте, и срок хранения не превышает двух лет со дня изготовления полиэтиленовой трубы. Дата производства, как правило, указана в маркировке трубы. Если подходящего отрезка на объекте не нашлось, в любой специализированной организации, занимающейся ремонтом полиэтиленовых труб, таковой всегда найдётся. Естественно, рабочее давление вставки должно быть не меньше рабочего давления в трубопроводе. А вот марка полиэтилена может быть отличной, но соседней по значению, это допускается при электромуфтовой сварке.
Позиционирование электромуфт на трубе и сварка
Точное позиционирование достигается специальными отметками на концах труб, на расстоянии, равном половине длины муфты. Затем производится подготовка концов труб в соответствии с технологией электромуфтовой сварки, устанавливаются муфты. Как правило, обе муфты насаживаются полностью на ремонтируемую трубу, а после установки вставки возвращаются в монтажное положение согласно отметкам.
Если ремонтируемая труба долгое время находилась в земле, то под тяжестью грунта её сечение приобретает овальную форму, что для больших диаметров может представлять серьёзную проблему при установке муфт. В этом случае овальность убирают скругляющими накладками, с механическим или гидравлическим приводом. Это дорогостоящие устройства, так что на практике для устранения овальности трубы нередко используют обычный домкрат в сочетании с монтажным поясом.
Причины появления
Протечка на деформированном участке появляется в основном из-за точечной коррозии, если это металлический трубопровод:
- отопление;
- холодное и горячее водоснабжение.
Причиной появления свища часто бывает периодический спуск воды из системы. Места, которые наиболее уязвимые:
- сварные и резьбовые соединения;
- стояк, точки ответвления трубопровода;
- в приборах отопления (батареи), стыки секционные;
- участки инженерных систем подверженные механической нагрузке.
К причинам, кроме коррозии, относят:
ЧИТАТЬ ТАКЖЕ: Как Изготавливаются Полиэтиленовые Трубы
- износ проложенного трубопровода;
- эксплуатация ИС (инженерной системы) с нарушением, это перепады температуры и давления;
- некачественная герметизация стыков;
- использование пластиковых труб низкого качества.
Источники повреждений труб ПНД
Чаще всего дефекты возникают из-за некорректной работы экскаваторным ковшом при проведении земельных работ, установкой горизонтально направленного бурения (ГНБ), или в следствии некачественного монтажа трубопровода. К другим причинам можно отнести повреждение лопатой или культиватор проходящей по дачному участку трубы.
Возникающие дефекты могут иметь две разновидности:
- Точечный прокол. В этом случае достаточно временно изолировать локальный участок трубопровода и ликвидировать прокол с помощью ремонтного хомута.
- Протяженное повреждение, для устранения которого необходимо полностью заменить вышедший из строя участок трубопровода из ПНД.
Необходимо отметить, что ремонт труб ПНД производится легче и в более короткие сроки, нежели прочих видов труб.
Что делать при обнаружении утечки
Образование отверстия (свища) — аварийная ситуация надо принимать решение:
В каждом случае надо будет пройти 2 этапа:
- локализовать место протечки, добиться минимальных негативных последствий аварии;
- полностью ликвидировать возможность появления утечки, заменив участок трубопровода.
Устранить свищ самостоятельно, не отключая отопительную систему сложно. Нужны навыки, инструмент, материал. Замена участка поврежденного водовода с отключением системы подачи воды предпочтительней. Это возможно, когда можно отключить часть отопительной системы.
Как заделать свищ в пластиковых и металлических трубах
Любая ИС (инженерная система) водоснабжения и отопления может дать протечку. Когда нет возможности сразу заменить участок водовода, надо знать, как устранить свищ в водопроводной трубе, наиболее часто деформация появляется в ванной комнате, для пластиковых труб характерно:
- Трубы монтировались под давлением воды.
- Полипропилен-фитинг, негерметичный.
- Конструкция вздулась.
- Система подачи воды смялась.
Заделывание свища, полипропиленовый материал:
Ремонт металлических труб выполняется следующими способами:
-
Клеевой бандаж. Технология: смоченный в клеевом растворе медицинский бинт обматывается вокруг трубы 5-6 раз, обмазывается эпоксидным клеем, сверху ставится хомут. Вместо бинта, можно применить стеклоткань. Система наполняется водой только после полного высыхания клеевого состава.



ЧИТАТЬ ТАКЖЕ: Чем Очистить Полипропиленовые Трубы Снаружи
Способы прокладки
Эластичность и упругость обеспечивает возврат полиэтиленовой трубы в исходное положение при поверхностной нагрузке на грунт. Защитный футляр обычно не нужен. Исключение представляют пересечения с железными дорогами или автомагистралями с интенсивным движением транспорта, а также необходимость обеспечить повышенную надежность при прокладке под коммуникациями любого назначения.
По стандартной технологической схеме ГНБ прокладка нового трубопровода происходит путем протягивания в пробуренную по управляемой траектории скважину. При замене коммуникаций задача упрощается, прокладку осуществляют в том же канале. Обновление происходит с разрушением ветхого трубопровода или без разрушения (релайнинг).
Если выполняется полная замена, остатки труб разрушаются и вдавливаются в грунт динамическим ударом. Одновременно протягивается новая плеть аналогичного или большего диаметра.

Замена с разрушением старого трубопровода
При релайнинге прежний трубопровод играет роль футляра, в котором протянут новый меньшего диаметра. Возможны два варианта прокладки.
По первому варианту уже проложенный трубопровод, способный выдержать рабочее давление, прочищают ершом и протягивают внутрь новую плеть без несущих свойств. Цель такой операции – герметизация, выглаживание внутренних стенок, обеспечение чистоты перекачиваемой жидкости.
Если коммуникации настолько изношены, что могут разрушиться, прокладку ведут по второму варианту. В старом трубопроводе протягивают трубы с толстыми стенками, прочность которых рассчитана на давление рабочей среды.

Санация методом релайнинга без разрушения
Обновление трубопровода с использованием полиэтиленовых труб по технологии ГНБ – эффективный способ замены коммуникацией с экономией на издержках.
Можно ли избавиться от проблемы своими руками и без сварки
Свищ в трубе метод заделки деформации без слива воды, когда система продолжает работать. В домашних условиях, когда нет возможности вызвать специалиста проблему протечки, не сливая воду, можно решить при помощи хомута:
- находим место аварии, временно обматываем его ветошью, замеряем диаметр трубы;
- если есть, берем магазинный хомут, нет, используем подручный вариант, изготавливаем из жести, подойдет пивная банка;
- ширина хомута должна на 2-3 миллиметра перекрывать место деформации трубы;
- снимаем временную ветошь, зачищаем место повреждения наждачной бумагой или щеткой, накладываем резиновую прокладку, сверху ставим хомут.
В магазинах в отделе сантехника часто продаются готовые комплекты, помогают устранить небольшие протечки. Есть в продаже сантехнический скотч. Это платный вариант ремонта. Он отлично прилипает к хорошо очищенной поверхности. Продается в двух видах: армированный или фольгированный скотч.

Проблема воды в трубе
При проведении сварки полиэтиленовых трубопроводов зона сварки обязательна должна быть чистой и сухой. Наличие воды в трубе не является проблемой только при соединении труб механическим способом, с помощью специальных ремонтных или соединительных муфт для полиэтиленовых труб. А если вода попадает в зону сварки во время нагрева, образуется пар и избыточное давление, что приводит к нарушению сплавления материала, вплоть до появления сквозных каналов, делая соединение непригодным для эксплуатации.
Важно понимать, что даже несколько капель воды за короткое время сварки электромуфты (10-15 минут) способны свести на нет все усилия по подготовке соединения. И чем больше диаметр трубы, тем дороже обходится исправление ситуации. Один подрядчик по телефону заверял, воды в трубе нет, оказалось — течёт маленькая струйка, мол, разве это вода… И такие случаи, к сожалению, не редкость.
Варианты решения проблемы с водой в трубе
Если задвижка не позволяет полностью перекрыть поток воды, не стоит терять время, надо просто отпустить болты на фланцевом соединении задвижки с трубой, тогда вода будет стекать в колодец, а не в трубу.
Если по какой-либо причине первый вариант не подходит, используют комплексное решение. Сначала высверливают в трубе дополнительное отверстие со стороны тока воды, опускают туда воздушную камеру и надувают её. После окончания сварочных работ камеру извлекают из трубы, а отверстие заваривают электросварной накладкой.
Народные способы заделки
Как заделать свищ в водопроводной трубе без сварки, несколько популярных способов:
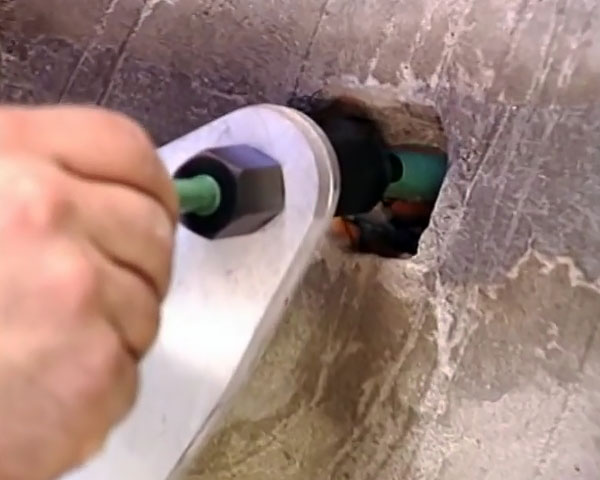
Обычно полипропиленовые трубы используются для подачи холодной воды и отвода канализационных стоков. Иногда для улучшения интерьера помещения их замуровывают в бетонные стены или полы. Как действовать, если такая труба вдруг потечет, и что при этом должно быть под рукой?

Понадобится
- перфоратор с буром;
- зубило и молоток;
- аппарат для сварки ПП-труб;
- ножницы по металлу;
- ножницы для резки ПП-труб;
- отрезок ПП-трубы, ПП-заготовка для заглушки, муфты и т. д.
Последовательность действий
Максимально локализуем место течи, замурованной ПП-трубы и, применяя перфоратор с буром, добираемся до поврежденной коммуникации.
Для того, чтобы было удобнее и безопаснее работать, с помощью зубила по бетону и молотка расширяем и выравниваем края подхода к негерметичной трубе.

Используя перфоратор и бур, рассверливаем поврежденный участок трубы сверлом диаметром 8 мм и удаляем из нее образовавшуюся при этом стружку.



Нагреваем ПП-заготовку для заглушки и отверстие в трубе посредством аппарата для сварки полипропиленовых труб. Затем, не мешкая, завариваем отверстие и даем сварке остыть.

После окончательного затвердевания места сварки срезаем излишек заглушки монтажным ножом или ножницами по металлу. Герметичность ПП-трубы полностью восстановлена.

Добравшись до ПП-трубы, отрезаем любым доступным способом испорченный участок коммуникации и подкладываем под концы труб поперечно деревянные бруски для удобства работы.
Нагреваем сварочным аппаратом один конец полипропиленовой трубы и подходящую по диаметру муфту и после их разогрева до начала состояния текучести соединяем и удерживаем до полного отвердевания.


Греем термическим приспособлением свободный конец муфты и кусок новой трубы немного длиннее вырезанного. Также производим их соединение (сварку) и удерживаем в неподвижном состоянии до полного затвердевания.

Затем укладываем конец трубы с наращенным куском в углубление и маркером делаем отметку на новом отрезке, чуть не доходя до второго конца коммуникации.

Ножницами для резки пластиковых труб делаем рез по метке. Нагреваем сварочным аппаратом конец новой вставки и муфты, после чего соединяем их и оставляем до полного схватывания.

Производим термическую обработку свободного торца муфты и второго конца трубы. Соединяем их, предварительно убрав удерживающие деревянные бруски, и утапливая соединение в глубине канавки.



Герметичность полипропиленовой трубы восстановлена с помощью двух муфт и куска трубы по диаметру, равному размеру основной коммуникации.

Смотрите видео
Количество трубопроводов из полиэтилена низкого давления ПНД растет с каждым годом. Трубы ПНД применяют при строительстве газопроводов, водопроводов, систем канализации, прокладки труб методом ГНБ и т.д. В связи с этим растет потребность в обслуживание и ремонте трубопроводов из ПНД ПЭ 100, а так же в подключение новых пользователей к действующим магистралям инженерных систем.
Качество услуг по ремонту труб ПНД играет главную роль, потому что ремонт часто связан с проведением дорогостоящих земельных работ и использование специального оборудования. Недостающая квалификация исполнителя либо желание экономии оборачиваются в данном случае существенно большими издержками и потерей времени.
Основные причины повреждений в полиэтиленовых ПНД ПЭ 100 трубопроводах.
- Использование труб ПНД не по назначению
- Не учитываются технические характеристики материала – в качестве трубы отопления применяется изделие для холодной воды или применение техническое трубы пнд для напорного водоснабжения.
- Применение некачественных изделий и элементов соединения, фитинги ПНД.
- Замерзание воды в трубопроводах из-за нарушений утепления и расположения выше точки промерзания грунта.
- Жесткое крепление труб без учета коэффициента линейного расширения при высокой температуре воды.
- Прокладка водопровода в местах большой механической нагрузки без дополнительной защиты – под автомобильными дорогами и т.д.
- Нарушение технологии сварки и монтажа
Виды повреждений полиэтиленовых ПНД ПЭ 100 труб и способы устранения аварий.
Ремонт труб ПНД для водоснабжения нужно производить при отключенной системе, так как вода не даст осуществить качественный ремонт.
Выбор способа устранения неисправности зависит от локализации и степени повреждения элемента трубопровода. Наиболее распространенными методами ремонта труб ПНД являются:
замена трубопровода методом протяжки новой полиэтиленовой трубы ПНД внутри старой
устранение поврежденного участка путем его замены, с использованием электросварных муфт
ремонт труб ПНД с помощью ручного экструдера
Повреждения больших участков труб ― явление нечастое. Поэтому ремонт на основе электросварных фитингов (муфт , отводов, тройников, заглушек и т.д.) нашел более широкое применение в сравнении с использованием стыковой сварки.
Независимо от типа повреждения труб ПНД невозможно отремонтировать способом, который используется для стальных труб – временная установка бандажа с использованием кусков резины на небольших отверстиях. В данном случае потребуется замена участка трубы с использованием дополнительных соединений и фитингов ( компрессионных, электросварных) или сваркой встык.
Является недопустимым нагрев полиэтилена на открытом огне типа газовой горелки.Несмотря на то, что все виды пластиков – полиэтилен или поливинилхлорид расплавляются при температуре выше +140 градусов, соединение или заделка небольшого порыва таким способом не даст ни каких положительных результатов.
1. Частичный либо полный разрыв трубы ПНД
Полиэтилен ПНД обладает массой преимуществ перед сталью или чугуном, однако к ним не относится механическая прочность при внешнем ударном воздействии. Это самый частый вид повреждения, наряду с течью в узлах трубопровода. Как правило, он возникает в результате неосторожной работы экскаватора при рытье котлована или траншеи. Прокладка полиэтиленовых трубопроводов не предусматривает специальных защитных мероприятий трубы от внешних воздействий, что и является причиной постоянных аварий. Таковой вид повреждения требует замены аварийного участка целым отрезком трубы ПНД с рабочим давлением трубопровода.
Этот отрезок монтируется на электросварные или компрессионные муфты. Для соединения можно применить особые ремонтные муфты для ПЭ труб на механическом закреплении, это может быть целенаправлено при очень сложных критериях монтажа, к примеру, под водой. Но применение электросварных муфт почти всегда обходится дешевле и такое соединение более надёжно.

Ремонт труб ПНД ПЭ 100 используя электросварные муфты.Четкое размещение достигается особыми отметками на концах труб, на расстоянии, равном половине длины муфты. Потом делается подготовка концов труб в согласовании с технологией электромуфтовой сварки, инсталлируются муфты. Обычно, обе муфты насаживаются стопроцентно на ремонтируемую трубу, а после установки вставки ворачиваются в монтажное положение согласно отметкам. Для этого края труб ПНД нужно очистить от воды и грязи, сделать фаску острым ножом. Соединяемые изделия необходимо вставить в муфту, внутри которой находится спираль. При включении электрического тока она нагреется и расплавит материал фитинга и труб. После остывания соединения нужно проверить изделие на работоспособность и отсутствие других повреждений. Д ля труб ПНД диаметром от 32мм до 1000 мм
Ремонт труб ПНД ПЭ 100 с помощью муфты UR-01. Универсальная фиксирующая муфта UR-01 служит для устойчивого к растягивающим нагрузкам соединения различных труб диаметрами DN от 50 до 300 мм.
Подходит для труб из чугуна, стали, полиэтилена ПЭ, ПВХ (НПВХ ), нержавеющей стали, асбестоцемента и других материалов.
Ремонт труб ПНД ПЭ 100 используя компрессионный фитинги Фитинги ПНД компрессионные соединяются с трубами ПЭ при помощи обжимного кольца фитинга, которое спрессовывается на трубе. Компрессионный фитинг для полиэтиленовых труб представляет собой сборно-разборную конструкцию, которая состоит из модульных компонентов. Для труб ПНД диаметром от 20 мм до 110 мм
2. Локальное повреждение труб ПНД
В случае, когда повреждение представляет собой прокол менее 50 мм, можно существенно сберечь, время применяя электросварные заглушки (усиливающие накладки). В данном случае нет необходимости удалять повреждённый участок и использовать две электросварные муфты, что для больших диаметров является очень затратным мероприятием. Нужно только подобающим образом приготовить покоробленную точку и произвести сварку накладки.
3. Смятие трубы ПНД ПЭ 100
Иногда при монтаже полиэтиленовых труб ПНД происходит их смятие, и это смущает подрядчика, будет ли такая труба нормально работать? Естественно, почти все находится в зависимости от определенных событий, но одно утверждение поможет лучше разобраться в нраве работы полиэтиленовой трубы. Один из видов ремонта действующего трубопровода из полиэтилена заключается в перекрытии потока полным сдавливанием трубы, в том числе так чинят газопровод, и для этого есть особые устройства.
Если при наружном осмотре разумеется, что смятие трубы смотрится менее серьёзно, чем полное её сдавливание, то угрозы не представляет, и будет без помощи других ликвидировано при запуске трубопровода. Также при наружном осмотре смятой трубы принципиально держать в голове, что при наличии трещинок либо царапин глубиной более 10% толщины стены полиэтиленовой трубы, такие участки требуют замены.
4. Устранение течи: разъемные и неразъемные соединения, фитинги.
Течь в узлах и местах соединений не является повреждением, а вызвана нарушением технологии устройства сварного соединения. Очень нередко течь в ПНД трубопроводе возникает после безуспешно проведенного ремонта, к примеру, при сварке электромуфт не была стопроцентно перекрыта подача воды в трубе. Протекание в месте стыкового соединения трубы является следствием грубых ошибок при выполнении стыковой сварки.
Если течь произошла в месте соединения с фитингами или в месте подключения к сантехническим устройствам, то необходимо внимательно осмотреть место соединения и при обнаружении неисправности разобрать, собрать фитинг повторно. Если муфта неисправна, то ее следует заменить новым элементом.
Как убрать воду из трубопровода ПНД при проведении ремонтных работ.
При проведении сварки полиэтиленовых трубопроводов зона сварки обязательна должна быть чистой и сухой. Наличие воды в трубе не является проблемой только при соединении труб механическим способом, с помощью специальных ремонтных или соединительных муфт для полиэтиленовых труб. А если вода попадает в зону сварки во время нагрева, образуется пар и избыточное давление, что приводит к нарушению сплавления материала, вплоть до появления сквозных каналов, делая соединение непригодным для эксплуатации. Важно понимать, что даже несколько капель воды за короткое время сварки электросварной муфты (10 -15 минут) способны свести на нет все усилия по подготовке соединения. И чем больше диаметр трубы, тем дороже обойдётся исправление ситуации.
Способы решения проблемы:
1. Если задвижка не позволяет полностью перекрыть поток воды, надо отпустить болты на фланцевом соединении задвижки с трубой, тогда вода будет стекать в колодец, а не в трубу.
2. Высверливаем в трубе отверстие со стороны тока воды, опускают туда воздушную камеру и надувают её. После окончания сварочных работ камеру извлекают из трубы, а отверстие заваривают электросварной накладкой.
3. Если течение воды совсем невелико, прямо в трубе устраивается несколько заслонов из подручной глины, чего вполне хватает для быстрого проведения сварки. При подаче воды, глина легко вымывается. Техническая простота такого решения никак не сказывается на его эффективности.
Овальность труб ПНД.
Если ремонтируемая труба долгое время находилась в земле, то под тяжестью грунта её сечение приобретает овальную форму, что для больших диаметров может представлять серьёзную проблему при установке муфт. В этом случае овальность убирают скругляющими накладками, с механическим или гидравлическим приводом. Это дорогостоящие устройства, так что на практике для устранения овальности трубы нередко используют обычный домкрат в сочетании с монтажным поясом.
Главное при ремонте труб ПНД – не повторять ошибок, которые привели к созданию аварийной ситуации на трубопроводе.
Синонимы: труба пнд, ремонт пнд, ремонт труб пнд, монтаж пнд, сварка пнд, ремонт сварка пнд, ремонт пэ, ремонт пэ трубы, ремонт полиэтиленовых труб, ремонт полиэтиленового трубопровода, труба полиэтиленовая, труба пэ
Если у Вас произошла аварийная ситуация на трубопроводе, наши специалисты предложат оптимальное решения по устранению этой проблемы и при необходимости обеспечат материалом нужным для ремонта. З адать интересующие вас вопросы, можете нашим менеджерам, сделав запрос на электронную почту или позвонив в офис по телефону 8 800 234-37-99
Полиэтиленовые трубы, производимые главным образом из ПНД (полиэтилена низкого давления), занимают прочное место во многих сферах промышленности, строительства и быта благодаря наличию множества технологически выгодных характеристик. Это обусловливает необходимость в оптимальных способах их соединения, без чего невозможен процесс монтажа и обустройства трубопроводных линий.

Разновидности соединений труб из полиэтилена (ПЭ)
Среди различных типов соединений между полиэтиленовыми трубами выделяют разъёмные и неразъёмные.
Разъёмный способ позволяет по окончании эксплуатации разбирать собранную конструкцию. Соответственно, он оптимален в тех случаях, когда нет потребности в её длительном использовании. Подобное соединение труб осуществляется посредством стальных фланцев.
Более прочным и чаще применяемым на практике является неразъёмное соединение. Оно осуществляется посредством сварки, или пайки ПЭ труб, которая, в свою очередь, может быть стыковой или муфтовой. Оба способа являются эффективными и надёжными, позволяя получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.

Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.

Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Обязательным условием для высокой эффективности стыковой сварки является её выполнение посредством одного шва. Только в таком случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.

При наличии необходимого паяльного агрегата можно осуществить пайку ПНД труб своими руками. Работа эта не очень сложна и под силу любому домашнему мастеру.
Перед тем, как спаять ПНД трубу своими руками, следует произвести некоторые предварительные работы, в частности:
- Подрезать заготовки специальными ножницами до нужных размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистить торцевые участки соединяемых изделий.
- Закрыть пробками торцы тех труб, которые не свариваются в данный момент, во избежание загрязнения и охлаждения.
- Очистить нагреваемые поверхности паяльного агрегата от засорений и частиц, которые могли остаться от предыдущей работы.
Далее можно приступить непосредственно к процессу пайки, который также состоит из ряда последовательных этапов.

Ввиду того, что выявление точной глубины погружения трубы в процессе сварки затруднительно, следует заранее замерить её и сделать соответствующую метку на поверхности изделия.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.

Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом. Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение.
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
Читайте также: