
Как приклеить варочную панель к плите bosch
Обновлено: 18.05.2024

Ремонт газовой варочной панели со стеклокерамическим и стеклянным покрытием Bosch, Siemens, Neff, Gaggenau, V-Zug
Этот обзор никогда бы не увидел свет, если бы не интерес к предыдущему. Проблема дорогих запчастей, отсутствие их в России и стоимость фирменного постгарантийного ремонта возмущает не одного меня. В этот раз бюджетно отремонтирую варочную панель. В прошлом обзоре я много полезного почерпнул из комментариев, в этот раз критика тоже приветствуется, а восторги — обязательны. Еще меня упрекнули в том, что я, типа, экономлю на спичках. В этот раз, только на запчастях, не считая работы настоящего сварщика мастера, экономия составит более 10 тысяч рублей. Плюс будут некоторые сопутствующие опыты, непосредственно ремонта не касающиеся. В пост приглашаются (неожиданно) химики-гальваники.
Газ многих пугает, но мы же русские — нам и море по колено особенно в свете событий, повторяющихся с упорным постоянством на просторах необъятной, поэтому, выполняя ремонт, нужно хорошо представлять устройство оборудования данного типа и помнить про последствия. Хочу предотвратить срач в комментариях на тему ТБ.
Vuestras Capitan Evidencia.
Ремонт 16-го года, поэтому извиняюсь, что не все материалы сохранились, но тех, что есть хватит, я думаю.
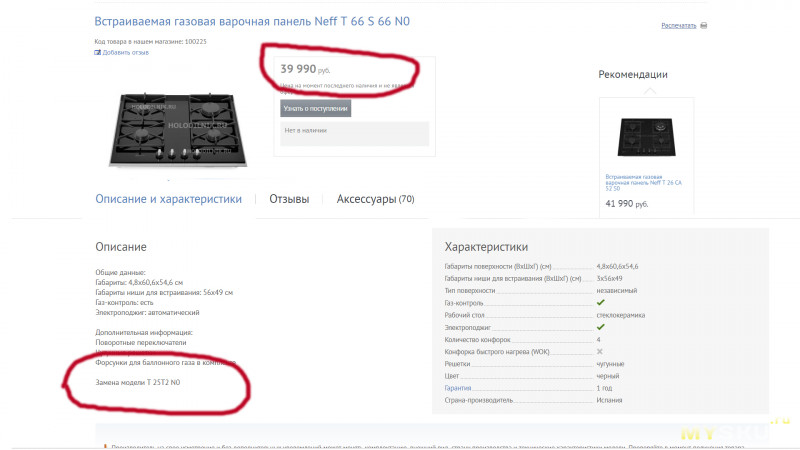
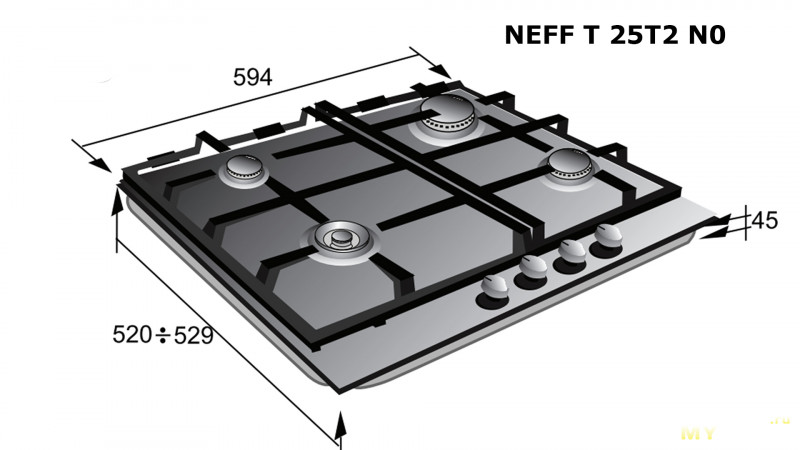
Написано, что замена модели, как у меня, но таймера нет.
Сначала думал, что быстренько куплю все в интернете. На тот момент в ситуации с брендами их взаимоотношениях я ничего не понимал. Поэтому начал искать только запчасти для NEFF, потратив несколько часов, я узнал, что Siemens, Neff, Gaggenau, V-Zug и еще куча глобальных и региональных брендов бытовой техники по сути Bosch, которые используют одинаковые детали в своих устройствах. Понимание этого расширило зону поиска, в итоге были найдены термопара и две нижних прокладки для конфорок среднего размера. Были попытки купить детали, через фирменный центр Бош, там заявили, что запчасти не продают, только вместе с мастером и его ремонтом, он определит, какие нужны детали. Вызов платный. Попробовал договориться о том, чтобы перечислить мастеру нужные детали, и он отремонтировал бы панель за один раз не удалась. Побывал звонить не в фирменные центры, там разговаривают, но запчастей нет в наличии, но они их конечно найдут через свои каналы. Предложил найти и перезвонить, мне никто не перезвонил.
Справедливости ради, нужно отметить, что сейчас Neff запустил свой отдельный сервис, во всяком случае сайт, где по E-Nr. прибора можно найти артикул нужной запчасти, а это сильно сокращает время поиска.
В результате с пониманием, что запчасти мне обойдутся минимум в 13900 рублей (прокладки горелок 8 х 1000, крышки горелок 3 х 1000, термопара самая дешевая 1800 (есть подходящие и по 4500), скотч, комплект 1100) с неясным сроком ожидания, я продолжил самостоятельный ремонт. Кстати, у украинских братьев (без иронии) запчасти стоят на 20% дешевле.
Счастливое стечение обстоятельств — ремонт проходил в декабре, и я, спасая деньги от самой низкой инфляции в мире и январского повышения цен, которого, по уверениям нашего правительства, не будет, закупил полный комплект бытовой техники для оборудования кухни в деревне, у меня была варочная белорусская панель, ее я и перекрутил временно. Второй момент — я в это время был на больничном и у меня было самое ценное, что есть у человека — свободное время.
Теперь обращаться с панелью стало удобней. Я как следует отмыл корыто с щеткой и очищающим средством.
(Кого подташнивает — не пугаетесь, это грязь залитая очищающим средством.)
В процессе отмывки всплыла еще одна проблема, оказалось, что у конфорки, которая на рисунке выше, поломался крепеж, удерживающий ее в нужном положении при сборке, иначе ее уводят в сторону трубка и жесткие провода. Это произошло то ли от того что под ней была самая большая грязевая лужа и все сгнило, то ли из-за того, что на снятие кольцевой головки к этой горелки было приложено больше всего усилий и времени.
Из корпуса сломанного блока питания дремелем выпилил нужную деталь, пробил два отверстия (два были не задействованы), нарезал в них резьбу подходящим прикаленным саморезом. Получилась такая расческа. Жалко, что не было листовой латуни.
Мелкой шкуркой отчистил латунные детали корпусов конфорок, обновил в них резьбу, отверстия залил силиконовой смазкой.
Купил за 100 рублей (совсем без траты денег ремонт не получился) такой преобразователь ржавчины.
Обработал им корыто в ржавых местах. Оно приобрело более-менее удовлетворительный вид.
Крышки горелок предназначены для фиксации свечи электроподжига и термопары в рабочем положении, также они через нижнюю прокладку упираются в стекло рабочей поверхности и удерживают его и конфорку.
Крышки чистил методом электролиза, 1 столовую ложки соли на литр воды, к детали, предварительно помытой и обезжиренной стиральным порошком, минус — она вместо катода, к железяке ненужной плюс — она анод. включаем блок питания, устанавливаем ток ампера полтора, очищаем крышки. В процессе, с очищаемой детали нужно убирать хлопья налета. Крышки очистились от ржавчины вместе остатками оцинковки.
Очищенные детали необходимо защитить от коррозии, хотя я и предотвращу в итоге попадание на них агрессивных жидкостей таких, как борщ, но плита это зона повышенной влажности и высоких температур, поэтому покрыть их чем-то от ржавления необходимо. Решил, раз они были покрыты цинком, то и буду оцинковать. Этого я никогда не делал. Почитал в интернете и посмотрел ролики на ютубе. В принципе, ничего сложного, но нужна соляная кислота и цинковый анод. Куском найти цинк мне не удалось, продается только болванкой 10 килограммовой. У меня есть цинк в гранулах и тигель. Но нет газовой горелки. Тем не менее температура плавления цинка 420 градусов, решил плавить на газовой плите. Но оказалось не так все просто.
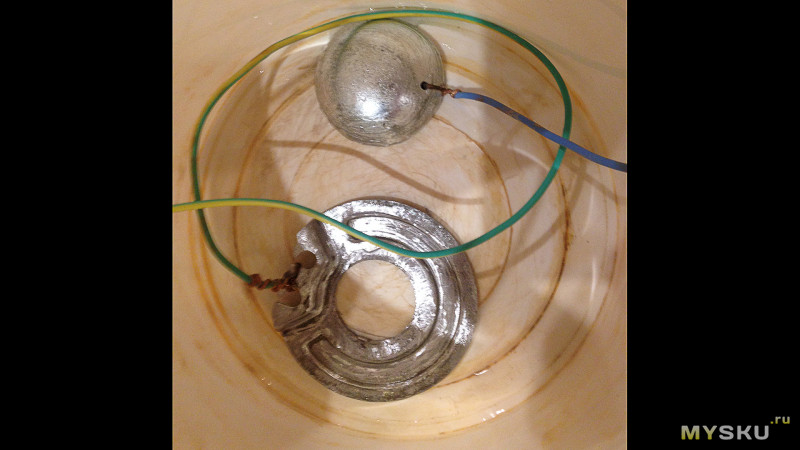
Цинковый анод и подготовленная к оцинковке деталь:
Соляной кислоты, как я уже написал, у меня не было. Нужно было сходить в автомагазин и купить электролита для аккумуляторов. Конечно, там серная кислота, можно было бы попробовать растворить цинк в ней и использовать в качестве электролита, а можно и получить быстренько техническую соляную кислоту, добавив поваренной соли, нагрев, потом охладив на балконе (декабрь) и профильтровав:
H2SO4+2NaCl=2HCl+Na2SO4 в осадке.
Но лень и жадность подсказали мне, что у меня есть литр преобразователя ржавчины в котором 30 % раствор фосфорной кислоты, с примерно с 5 % монофосфата цинка. Тем более, я помнил, что с целью защиты металлов от коррозии специально производят их фосфатирование, т.е. обработка в солях фосфорной кислоты. Т.к. фосфатирование не было основной целью, в механику процесса я вдаваться не буду. Меня интересовало цинкование.
В наличие в растворе, если верить производителю, уже есть (Zn(H2PO4)2*2H2O
Добавил в раствор цинка для насыщения (по аналогии приготовления электролита из соляной кислоты), начал выделяться газ водород. Ну а что еще?
Какая реакция началась?
Проще всего предположить, что Zn+H3PO4 -> ZnHPO4 + H2, но условия протекания реакции — концентрированный горячий раствор ортофосфорной кислоты, а у мня он не концентрированный и не горячий.
Скорее всего 3Zn + 2H3PO4 -> Zn3(PO4)2 + 3H2.
В любом случае все соли фосфорной кислоты подвергаются гидролизу, как по аниону, так и катиону.
ZnHPO4↔Zn (++) + HPO4 (--) — на катоде осядет положительно заряженный цинк, а фосфатный ион устремиться к цинковому аноду.
ZnHPO4 + HOH ↔ Zn(OH)2 + H3PO4 — на аноде.
Это мое такое неквалифицированное соображение.
Вот здесь бы не помешал комментарий опытного химика.
Залил я в ванну для электролиза ведро из-под клея свой чудесный раствор с до конца неизученными свойствами, засунул туда цинковый анод, железку, которая в очистке от ржавчины служила анодом, а теперь стала катодом, подал напряжение. Реакция пошла, железяка стала покрываться серым налетом. Сначала расстроился, ожидал получить деталь блестящую, как оцинкованное ведро, но потом прочитал, что их отбеливают в кислоте, растворяя окислы с поверхности. Да еще была надежда, что параллельно происходит процесс фосфатирования. Поцарапал я железку ножиком — этот серый осевший слой, надеюсь цинка, не разрушается. Покрыл цинком крышки корпусов горелки.
Прокладки решил делать из паронита, его 9 видов, я остановился на ПМБ — паронит маслобензостойкий, кроме того у него самая высокая рабочая температура — 490 оС Продавался он кусками от метра погонного в пересчете на килограммы. Я остановился на 2-х миллиметровом. Рулон 1,5 м., 1 п.м. потянул 6,6 кг. При цене в 120 рублей, это считай 800 рублей. О-хо-хох, можно было взять у сантехников, но нужны были гарантии, что паронит будет именно ПМБ. Паронит подошел бы полторамиллиметровый, и вышел бы дешевле.
Процесс изготовления прокладок
Снял размеры со старых прокладок, начертил на бумаге восемь чертежей, наклеил эти чертежи на паронит. С помощью портновских ножниц, сапожного и дискового ножей, пробойника вырезал их.
Осталась одна проблема (вернее две, но для второй, к этому времени, я уже придумал решение) это термопара. Хотел было сорваться за ней в Москву, но на кураже от уже содеянного оказался в соседнем газовом хозяйстве со сломанной термопарой для образца, где мужики подобрали мне подходящую по размеру, то ли б/у, то ли российская промышленность выпускает изделия уже похожие на б/у, но не суть. Взяли 100 рублей. Термопара, в качестве контроля пламени, прибор не хитрый, ее греешь, на проводах разность потенциалов, которая удерживает электромагнитный клапан подачи газа в открытом состоянии. Но на всякий случай проверил:

Для установки варочной поверхности, необходимо врезать ее в столешницу и подключить к электропитанию. Обе операции довольно просты при внимательном исполнении инструкций. Однако, электрическая часть намного важнее с точки зрения обеспечения безопасности жилища. С нее и начнем.
Подключение к электросети
Мощность электрических варочных панелей варьируется в диапазоне 2000–8800 Вт. Нельзя относиться к ним, как к обычному бытовому прибору, который можно подключить через домашнюю розетку. Для обеспечения пожарной и электрической безопасности плита должна запитываться от отдельного кабеля, который подключают к распределительному щиту квартиры через УЗО или дифавтомат.

Перед началом работ тщательно изучите техпаспорт плиты. Если вам что-то не понятно, то лучше обратиться к специалисту-электрику. Надо всегда помнить, что с электричеством шутить нельзя, так как на кону безопасность семьи, а в случае пожара — безопасность всего дома.
Варочную поверхность необходимо устанавливать в строгом соответствии с инструкцией завода-изготовителя. Иначе можно лишиться гарантий на это изделие. Также необходимо соблюсти ПУЭ (Правила устройства электроустановок) 7 издания, действующих на территории РФ.
Выбор питающего кабеля
Согласно ПУЭ, п.7.1.34 кабель должен быть:
- Медным.
- Трехжильным, если у вас однофазное питание дома (рисунок вверху).
- Пятижильным для трехфазного.


Дифавтомат предохраняет линию от короткого замыкания и от тока утечки.
Иногда вместо дифавтомата устанавливают УЗО (устройство защитного отключения) в паре с АВ (автоматический выключатель). АВ срабатывает в случае короткого замыкания или при больших токах перегрузки. УЗО предохраняет от тока утечки. УЗО ставят сразу после АВ. Ток утечки в землю должен быть не более 30 мА.
Для трехфазной сети достаточно пятижильного кабеля с сечением 2,5 мм2. Он выдержит нагрузку до 16 кВт, что более, чем достаточно для любой электрической варочной поверхности.
- от щита к розетке — ВВГ, ВВГнг(А), ПВС, ШВВП;
- от розетки до плиты — ПВС, КГ — более гибкие, устойчивы к излому.
Установка розетки
В домах старой постройки розетки для подключения бытовых приборов мощностью более 3 кВт, в соответствии с ПУЭ 7, отсутствуют. Дело тут не только в мощности, которой может и хватить. В них отсутствует третий провод — земля. К тому же их качество не отвечает современным требованиям.

На рисунке показаны специальные силовые розетки и вилки, номинальный ток, которых от 32 до 40 А. Такими розетками оснащают плиты типа Hotpoint-Ariston HR 641 C CM.

Кабель можно завести в плиту напрямую, без розетки. Тогда, в случае необходимости, отключать систему можно будет только в щитке, щелкнув дифавтомат. Розетка с вилкой более предпочтительный вариант. Вытащил вилку — отключил плиту. Не надо никуда идти. К тому же обесточенная вилка будет перед глазами, что придаст уверенности пользователю — можно спокойно работать. Для чистки варочной поверхности, ее необходимо отключать от сети, что приходится делать довольно часто.

Крепить розетку нужно на ровной негорючей поверхности, подальше от нагревательных приборов и источников воды.
Расположение — слева или справа от плиты, ниже уровня варочной поверхности, чтобы брызги жидкостей (жир, вода) не попадали во внутрь.

Розетка на 16 А. При работе 3,5 кВт плиты она будет нагреваться в допустимых пределах:
Соединение жил кабеля с элементами электроцепи
После выбора кабеля, розетки, дифавтомата (или УЗО с АВ) необходимо это все соединить между собой как указано в схемах. Важным подспорьем для монтажника являются цвет провода:
- желто-зеленый — земля,
- синий — рабочий ноль,
- остальные — фазные.


Жилы кабеля пропускают сквозь корпус розетки, предварительно разъединив ее на две части. Концы жил на рисунке обжаты наконечниками НШВ (Наконечник штыревой втулочный), что придает им удобную для фиксации форму. Подсоединение проводов аналогично розетке.
Для подсоединения проводов в клеммной коробке необходимо использовать схему, приклеенную к задней крышке варочной панели:

1N — однофазная сеть; 2N — двухфазная сеть; 3N — трехфазная.

Перемычки обычно прилагаются в комплекте.

Перемычки ставить необходимо. Крепить нужно надежно, чтобы плита работала правильно.
Многожильные провода следует пропаять оловом в местах их крепления к клеммам.
Все винтовые соединения затягивайте с усилием. Но помните — чрезмерные нагрузки могут сорвать резьбу или поломать хрупкие части.
После соединения всех концов кабеля, проверьте правильность соединения проводов. При помощи омметра проверьте нет ли коротких замыканий.
В самом конце включите дифавтомат (или АВ) в распределительном щитке, проверьте напряжение на фазе розетки.
Врезка варочной поверхности в столешницу
Правильная, точная разметка — половина дела. К каждому изделию прилагается инструкция, в которой указаны размеры выреза под плиту.

Полезно для уверенности промерить габариты плиты самостоятельно. Плита должна входить в вырезку свободно, с люфтом 1–2 мм, не задевая столешницу каким-либо краем. Иначе ее перекосит, появится изгибающая сила, что приведет к деформации.
Могут появиться трещины, сколы.

Ряд важных моментов
- Передний край столешницы перед плитой должен быть не менее 50 мм. Это убережет его от поломки при дальнейшей эксплуатации.




Водостойкий клей PVA лучше, чем герметик, который не впитывается в текстуру и после высыхания образует пленку.



Самостоятельная установка не только сэкономит вам деньги, но и даст ценный опыт. При дальнейшей эксплуатации конечно же могут появиться проблемы, но вы уже легко решите их самостоятельно. Плюс удовольствие от работы!

Правильное уплотнение стеклянных варочных плит термостойкими герметиками класса B1
Для производства готовых строительных конструкций или оконных, дверных и фасадных элементов с пожарной стойкостью в определенном временном интервале необходимы компоненты с характеристиками класса В1, к которому относятся материалы не поддерживающие открытое пламя или т.н. тяжело воспламеняющиеся составы. Это же требование вполне относится и к уплотняющим герметикам, на пример австрийской компании Ramsauer, применяемым в производстве противопожарных дверей, окон и аналогичных конструкций.
В ассортименте высококачественных герметиков компании Ramsauer присутствуют 2 позиции, которые отвечают требованиям класса В1 – это огнестойкий силиконовый герметик RAMSAUER® 340 BRANDSCHUTZ и огнестойкий герметик на МС-полимерной базе RAMSAUER® 325 HYBRID BRANDSCHUTZ. Основное применение данных составов — это противопожарная защита строительных швов непосредственно в конструктивных изделиях (уплотнение стекла, герметизация стыков и т.д.), а также монтажных швов при их установке. Категория материала B1 означает, что он полностью отвечает возможности применения в производстве конструктивных элементов с положениями разрядов огнестойкости F30 или F60 (30 и 60 минут соответственно).



Еще одним рекомендуемым применением огнестойких герметиков класса В1 RAMSAUER® 340 BRANDSCHUTZ является уплотнение стеклянных (церановых) варочных панелей на электрических бытовых и профессиональных плитах. Данный огнестойкий герметик рекомендован для уплотнения стеклянной панели из термостойкого стекла на столешницах из любого строительного материала (искусственный камень, ламинированные столешницы и т.п.), кроме природного камня. Данный термостойкий герметик для варочных панелей гарантирует стабильную работу при температурах до + 250° C. Допускаемый уровень деформации шва – 25% от изначального объема.
Огнестойкий герметик для варочной панели RAMSAUER® 340 BRANDSCHUTZ быстро отверждается и отлично переносит воздействие ультрафиолетовых лучей и высокой температуры. Разрешена его эксплуатация в связке с многослойными стеклами безопасных типов. Поверхностная пленка формируется через 10 минут после нанесения. В готовом виде покрытие данного термостойкого герметика имеет черную, серую, белую или прозрачную форму (в зависимости от приоритетов потребителей). Химическая основа отличается нейтральностью. Усадка герметика не превышает 5%. Полное затвердевание слоя между рабочим стеклом и столешницей толщиной 3 миллиметра происходит приблизительно за 24 часа (при условии, что температура воздуха не опускается ниже 23 градусов тепла и влажности 50%).


Характеристика герметика для варочной панели
Огнестойкий герметик для варочных панелей RAMSAUER® 340 BRANDSCHUTZ – это чистосортный силикон с нейтральной химической реакцией. Никакие другие компоненты, кроме самого силикона и огнестойких добавок, в состав не входят. Вулканизация не отражается на свойствах готового продукта, новая формула отверждения отличается низким уровнем выбросов. Компонент МЕКО (иначе оксим 2-бутанон или метилэтилкетон) при производстве не используется.
Если исходить из немецкого стандарта DIN 4102-B1, то продукт RAMSAUER® 340 BRANDSCHUTZ действительно трудно загорается. Под него разрешается нанесение покрытий, соответствующих классу DIN 52452. Но поверх слоя огнестойкого герметика нельзя наносить какие-либо другие покрытия, даже формально соответствующие классу по химическим характеристикам.
В тех случаях, когда столешница выполнена из природного камня (гранита, мрамора и других твердых пород), рекомендуется уплотнять швы вокруг варочной панели с применением специального герметика RAMSAUER® 440 NATURSTEIN для природного камня. Данный герметик рекомендован ведущими производителями бытовой техники именно в тех случаях, когда идет речь о монтаже варочных панелей на природном камне. Дело в том, что для уплотнения камня необходимы составы без мигрирующих пластификаторов, не проникающие активно в его структуру и не загрязняющие краевые зоны.
Герметизирующие составы RAMSAUER® 340 BRANDSCHUTZ и RAMSAUER® 440 NATURSTEIN не подвержены химической коррозии. Они весьма стойки к старению и к сильному атмосферному воздействию. Гарантирована отменная сопротивляемость ультрафиолетовому облучению, что позволяет установить рабочую варочную панель в любом произвольно выбранном месте. Следует обратить внимание, что из-за технических нюансов демонстрируемые на упаковках и в рекламных материалах цвета могут отличаться от реальных расцветок. Поэтому для наиболее точного и адекватного выбора придется ориентироваться на фирменные цветовые планшеты.
Встраиваемые варочные панели во многих отношениях лучше приклеивать именно огнестойкими смесями на основе силикона. До приклеивания рекомендуют очистить все соединяемые поверхности от следов пыли, от накопившегося жира и влаги, а также специальными праймерами для улучшения адгезии. Такое решение позволяет многократно улучшить качество фиксации. Одновременно повышается механическая стойкость соединения. Варочную панель нельзя ставить там, где вплотную рядом находятся стены или кухонная мебель.
Силиконовые огнестойкие герметики для варочных панелей Ramsauer не повреждаются даже сильными агрессивными веществами. Прозрачные варианты состава пригодны для незаметного уплотнения. В обязательном порядке уплотняющие смеси содержат компоненты, подавляющие развитие микроскопических грибков, т.н. фунгициды. Вещества не имеют никакого запаха даже под воздействием высоких температур, то есть не докучают потребителям. Исключается совершенно и малейший уровень токсичности.


Рекомендации по использованию герметика для варочных панелей
Чтобы панель работала бесперебойно и правильно, необходимо сначала подготовить как следует монтажный проем. Нельзя делать стыки между панелью и столешницей слишком тонкими, но и не слишком толстыми — то и другое отрицательно отразится на компенсации ими нагрузок. Идеальное значение – 2,5-3,0 мм. Важно понимать, что в процессе самой установки панель не должна приклеиваться, т.е панель установлена механически, а шов герметизируется. Над обязательно обработать и пропитать спил искусственной столешницы также герметизирующими составами RAMSAUER® 340 BRANDSCHUTZ и RAMSAUER® 440 NATURSTEIN. Только после полного высыхания спила можно монтировать саму панель.
Когда панель смонтирована и загерметизирована, вновь уплотнять (добавлять дополнительные порции герметика) в соединение нельзя. Оставшиеся зазоры придется игнорировать. Если добавить еще одну порцию герметика, то это означает приклеивание, и потому гарантия может автоматически аннулироваться. Соответствующий момент четко прописывается в рекомендациях производителей, и на это четко указано в инструкциях и в технических паспортах. Когда использован правильный герметик, можно после высыхания сразу устанавливать панель и прикреплять ее при помощи штатных средств крепления. Использовать огнестойкий и соответствующие силиконовые составы — единственный выход; другого рода смеси применять нельзя, потому что это строго прописано в нормах безопасности.



Рады проконсультировать и дать абсолютно любую дополнительную информацию. Рекомендуем всегда соблюдать информацию в Технических паспортах к профессиональным герметикам и клеям Ramsauer.
Только в таком случае можно обеспечить безупречный эффект и свести к минимуму возможные риски.
Грамотная установка встраиваемой варочной панели – залог ее бесперебойной работы и простоты в уходе. Ошибки при монтаже приводят к образованию зазоров между прибором и столешницей, в которых скапливается жир, грязь и остатки пищи. Чтобы избежать подобных проблем, используют уплотнитель для варочной панели. О том, как правильно его применять, расскажем в статье.
Монтаж варочной панели
Процесс установки варочной поверхности начинается с вырезания отверстия в столешнице. Его оптимальные размеры указаны в инструкции к прибору. После того, как отверстие будет готово, его края выравнивают и шлифуют при помощи наждачной бумаги или напильника.

Если столешница изготовлена из ламинированной плиты, края прямоугольника потребуют дополнительной обработки. Дело в том, что основа таких плит – ЛДСП или МДФ – неустойчива к влаге. Поэтому для защиты от намокания торцы срезов обрабатывают клеем или нитролаком и дают им просохнуть.
Внимание! Если плита – газовая, шланг с накидной гайкой подключают до установки панели в столешницу. После установки поверхности подвести газ будет сложнее.
Когда отверстие будет должным образом подготовлено, варочную поверхность устанавливают в столешницу. Прибор опускают в вырезанное отверстие и выравнивают при помощи уровня. Отцентровав плиту, переходят к ее закреплению.
Уплотнительная лента
При вырезании отверстия для варочной панели сложно добиться его идеального совпадения с размерами устройства. В инструкции по эксплуатации, как правило, указаны не только желаемые размеры посадочного отверстия, но и максимальный допуск погрешности.

Важно! Не рекомендуется использовать вместо уплотнителя двусторонний скотч, герметик или другой состав, способный приклеить варочную панель к столешнице. Тогда в случае необходимости устройство будет сложно демонтировать, не сломав его.
Как правило, уплотнитель для стеклокерамических варочных поверхностей прилагается к устройству производителем. Если ленты в комплекте не оказалось, используют обычный поролоновый уплотнитель для дверей или окон. При этом выбирают тонкую ленту, чтобы щель между панелью и столешницей была минимальной.
Уплотнение и правильная герметизация
После того, как посадочное отверстие в столешнице будет подготовлено, приступают к установке панели.

Герметизация
Уплотнительную ленту крепят на плиту непосредственно перед ее размещением в столешнице. Как правило, уплотнитель, прилагаемый производителем к прибору, представляет собой самоклейкую ленту – полоску материала, покрытую клеем и защищенную пленкой.
Варочную панель извлекают из упаковки, переворачивают и приступают к крепежу уплотнителя. При этом защитную пленку с ленты снимают постепенно, по мере стыковки с поверхностью (так она не запутается).
Внимание! Уплотнительную ленту крепят к панели одним куском, не разрезая ее на части. Концы уплотнителя плотно состыковывают так, чтобы не осталось пробелов. Тогда герметизация будет надежной и долгой.
Некоторые производители предоставляют вместе с варочной поверхностью еще и алюминиевый уплотнитель. Его крепят на торцы посадочного отверстия.
Крепление
После того, как уплотнитель будет наклеен, варочную поверхность вставляют в отверстие и крепят к столешнице снизу. Крепеж, представляющий собой набор саморезов и пластинок-скоб, поставляется в комплекте с устройством.
Панель прикрепляют по четырем углам в соответствии с инструкцией и плотно затягивают. После фиксации излишки выступающей уплотнительной резинки (если они есть) аккуратно срезают острым инструментом. На этом процесс установки считается завершенным.
Заключение
Привычные газовые и электроплиты все чаще заменяют встроенными варочными панелями. Они выполняют те же функции, но при этом занимают меньше места и лучше вписываются в кухонный гарнитур.
Чтобы выбранная модель прибора долго служила и не вызывала затруднений при уходе, ее важно грамотно установить. Уплотнительная лента для монтажа варочной панели позволяет надежно закрепить прибор на столешнице и минимизировать риск попадания влаги на торцы посадочного отверстия.
Читайте также: