
Неисправности эл плиты бош
Обновлено: 16.05.2024

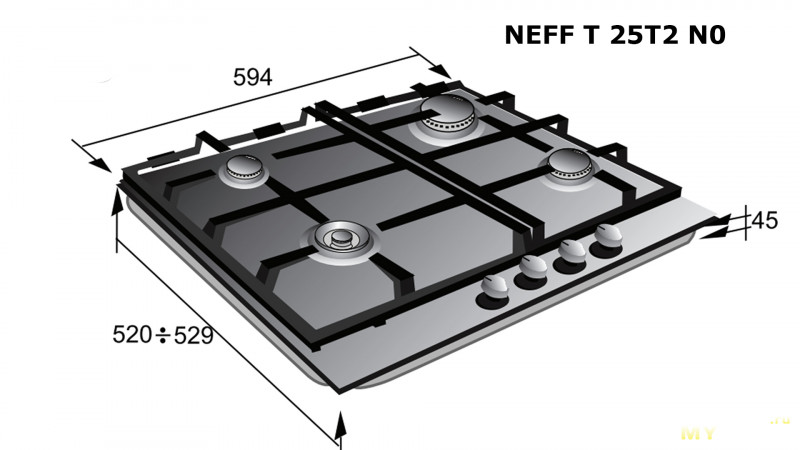
Ремонт газовой варочной панели со стеклокерамическим и стеклянным покрытием Bosch, Siemens, Neff, Gaggenau, V-Zug
Этот обзор никогда бы не увидел свет, если бы не интерес к предыдущему. Проблема дорогих запчастей, отсутствие их в России и стоимость фирменного постгарантийного ремонта возмущает не одного меня. В этот раз бюджетно отремонтирую варочную панель. В прошлом обзоре я много полезного почерпнул из комментариев, в этот раз критика тоже приветствуется, а восторги — обязательны. Еще меня упрекнули в том, что я, типа, экономлю на спичках. В этот раз, только на запчастях, не считая работы настоящего сварщика мастера, экономия составит более 10 тысяч рублей. Плюс будут некоторые сопутствующие опыты, непосредственно ремонта не касающиеся. В пост приглашаются (неожиданно) химики-гальваники.
Газ многих пугает, но мы же русские — нам и море по колено особенно в свете событий, повторяющихся с упорным постоянством на просторах необъятной, поэтому, выполняя ремонт, нужно хорошо представлять устройство оборудования данного типа и помнить про последствия. Хочу предотвратить срач в комментариях на тему ТБ.
Vuestras Capitan Evidencia.
Ремонт 16-го года, поэтому извиняюсь, что не все материалы сохранились, но тех, что есть хватит, я думаю.
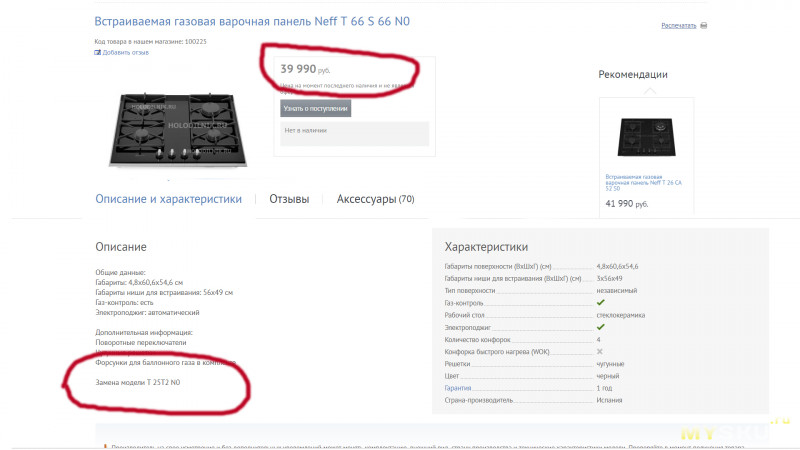
Написано, что замена модели, как у меня, но таймера нет.
Сначала думал, что быстренько куплю все в интернете. На тот момент в ситуации с брендами их взаимоотношениях я ничего не понимал. Поэтому начал искать только запчасти для NEFF, потратив несколько часов, я узнал, что Siemens, Neff, Gaggenau, V-Zug и еще куча глобальных и региональных брендов бытовой техники по сути Bosch, которые используют одинаковые детали в своих устройствах. Понимание этого расширило зону поиска, в итоге были найдены термопара и две нижних прокладки для конфорок среднего размера. Были попытки купить детали, через фирменный центр Бош, там заявили, что запчасти не продают, только вместе с мастером и его ремонтом, он определит, какие нужны детали. Вызов платный. Попробовал договориться о том, чтобы перечислить мастеру нужные детали, и он отремонтировал бы панель за один раз не удалась. Побывал звонить не в фирменные центры, там разговаривают, но запчастей нет в наличии, но они их конечно найдут через свои каналы. Предложил найти и перезвонить, мне никто не перезвонил.
Справедливости ради, нужно отметить, что сейчас Neff запустил свой отдельный сервис, во всяком случае сайт, где по E-Nr. прибора можно найти артикул нужной запчасти, а это сильно сокращает время поиска.
В результате с пониманием, что запчасти мне обойдутся минимум в 13900 рублей (прокладки горелок 8 х 1000, крышки горелок 3 х 1000, термопара самая дешевая 1800 (есть подходящие и по 4500), скотч, комплект 1100) с неясным сроком ожидания, я продолжил самостоятельный ремонт. Кстати, у украинских братьев (без иронии) запчасти стоят на 20% дешевле.
Счастливое стечение обстоятельств — ремонт проходил в декабре, и я, спасая деньги от самой низкой инфляции в мире и январского повышения цен, которого, по уверениям нашего правительства, не будет, закупил полный комплект бытовой техники для оборудования кухни в деревне, у меня была варочная белорусская панель, ее я и перекрутил временно. Второй момент — я в это время был на больничном и у меня было самое ценное, что есть у человека — свободное время.
Теперь обращаться с панелью стало удобней. Я как следует отмыл корыто с щеткой и очищающим средством.
(Кого подташнивает — не пугаетесь, это грязь залитая очищающим средством.)
В процессе отмывки всплыла еще одна проблема, оказалось, что у конфорки, которая на рисунке выше, поломался крепеж, удерживающий ее в нужном положении при сборке, иначе ее уводят в сторону трубка и жесткие провода. Это произошло то ли от того что под ней была самая большая грязевая лужа и все сгнило, то ли из-за того, что на снятие кольцевой головки к этой горелки было приложено больше всего усилий и времени.
Из корпуса сломанного блока питания дремелем выпилил нужную деталь, пробил два отверстия (два были не задействованы), нарезал в них резьбу подходящим прикаленным саморезом. Получилась такая расческа. Жалко, что не было листовой латуни.
Мелкой шкуркой отчистил латунные детали корпусов конфорок, обновил в них резьбу, отверстия залил силиконовой смазкой.
Купил за 100 рублей (совсем без траты денег ремонт не получился) такой преобразователь ржавчины.
Обработал им корыто в ржавых местах. Оно приобрело более-менее удовлетворительный вид.
Крышки горелок предназначены для фиксации свечи электроподжига и термопары в рабочем положении, также они через нижнюю прокладку упираются в стекло рабочей поверхности и удерживают его и конфорку.
Крышки чистил методом электролиза, 1 столовую ложки соли на литр воды, к детали, предварительно помытой и обезжиренной стиральным порошком, минус — она вместо катода, к железяке ненужной плюс — она анод. включаем блок питания, устанавливаем ток ампера полтора, очищаем крышки. В процессе, с очищаемой детали нужно убирать хлопья налета. Крышки очистились от ржавчины вместе остатками оцинковки.
Очищенные детали необходимо защитить от коррозии, хотя я и предотвращу в итоге попадание на них агрессивных жидкостей таких, как борщ, но плита это зона повышенной влажности и высоких температур, поэтому покрыть их чем-то от ржавления необходимо. Решил, раз они были покрыты цинком, то и буду оцинковать. Этого я никогда не делал. Почитал в интернете и посмотрел ролики на ютубе. В принципе, ничего сложного, но нужна соляная кислота и цинковый анод. Куском найти цинк мне не удалось, продается только болванкой 10 килограммовой. У меня есть цинк в гранулах и тигель. Но нет газовой горелки. Тем не менее температура плавления цинка 420 градусов, решил плавить на газовой плите. Но оказалось не так все просто.
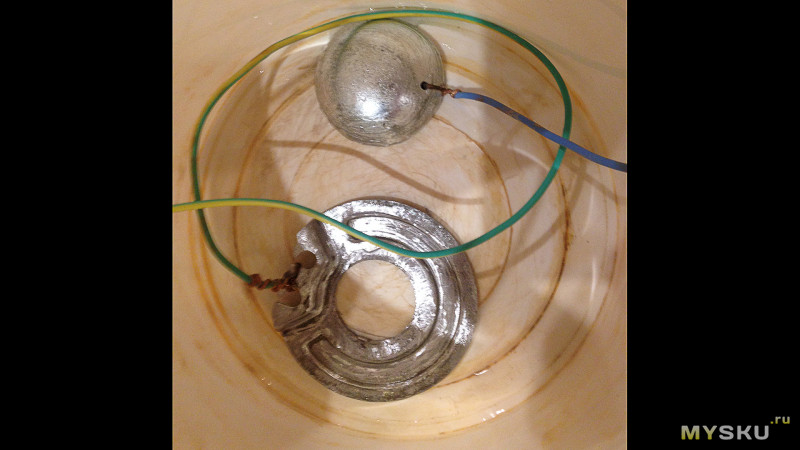
Цинковый анод и подготовленная к оцинковке деталь:
Соляной кислоты, как я уже написал, у меня не было. Нужно было сходить в автомагазин и купить электролита для аккумуляторов. Конечно, там серная кислота, можно было бы попробовать растворить цинк в ней и использовать в качестве электролита, а можно и получить быстренько техническую соляную кислоту, добавив поваренной соли, нагрев, потом охладив на балконе (декабрь) и профильтровав:
H2SO4+2NaCl=2HCl+Na2SO4 в осадке.
Но лень и жадность подсказали мне, что у меня есть литр преобразователя ржавчины в котором 30 % раствор фосфорной кислоты, с примерно с 5 % монофосфата цинка. Тем более, я помнил, что с целью защиты металлов от коррозии специально производят их фосфатирование, т.е. обработка в солях фосфорной кислоты. Т.к. фосфатирование не было основной целью, в механику процесса я вдаваться не буду. Меня интересовало цинкование.
В наличие в растворе, если верить производителю, уже есть (Zn(H2PO4)2*2H2O
Добавил в раствор цинка для насыщения (по аналогии приготовления электролита из соляной кислоты), начал выделяться газ водород. Ну а что еще?
Какая реакция началась?
Проще всего предположить, что Zn+H3PO4 -> ZnHPO4 + H2, но условия протекания реакции — концентрированный горячий раствор ортофосфорной кислоты, а у мня он не концентрированный и не горячий.
Скорее всего 3Zn + 2H3PO4 -> Zn3(PO4)2 + 3H2.
В любом случае все соли фосфорной кислоты подвергаются гидролизу, как по аниону, так и катиону.
ZnHPO4↔Zn (++) + HPO4 (--) — на катоде осядет положительно заряженный цинк, а фосфатный ион устремиться к цинковому аноду.
ZnHPO4 + HOH ↔ Zn(OH)2 + H3PO4 — на аноде.
Это мое такое неквалифицированное соображение.
Вот здесь бы не помешал комментарий опытного химика.
Залил я в ванну для электролиза ведро из-под клея свой чудесный раствор с до конца неизученными свойствами, засунул туда цинковый анод, железку, которая в очистке от ржавчины служила анодом, а теперь стала катодом, подал напряжение. Реакция пошла, железяка стала покрываться серым налетом. Сначала расстроился, ожидал получить деталь блестящую, как оцинкованное ведро, но потом прочитал, что их отбеливают в кислоте, растворяя окислы с поверхности. Да еще была надежда, что параллельно происходит процесс фосфатирования. Поцарапал я железку ножиком — этот серый осевший слой, надеюсь цинка, не разрушается. Покрыл цинком крышки корпусов горелки.
Прокладки решил делать из паронита, его 9 видов, я остановился на ПМБ — паронит маслобензостойкий, кроме того у него самая высокая рабочая температура — 490 оС Продавался он кусками от метра погонного в пересчете на килограммы. Я остановился на 2-х миллиметровом. Рулон 1,5 м., 1 п.м. потянул 6,6 кг. При цене в 120 рублей, это считай 800 рублей. О-хо-хох, можно было взять у сантехников, но нужны были гарантии, что паронит будет именно ПМБ. Паронит подошел бы полторамиллиметровый, и вышел бы дешевле.
Процесс изготовления прокладок
Снял размеры со старых прокладок, начертил на бумаге восемь чертежей, наклеил эти чертежи на паронит. С помощью портновских ножниц, сапожного и дискового ножей, пробойника вырезал их.
Осталась одна проблема (вернее две, но для второй, к этому времени, я уже придумал решение) это термопара. Хотел было сорваться за ней в Москву, но на кураже от уже содеянного оказался в соседнем газовом хозяйстве со сломанной термопарой для образца, где мужики подобрали мне подходящую по размеру, то ли б/у, то ли российская промышленность выпускает изделия уже похожие на б/у, но не суть. Взяли 100 рублей. Термопара, в качестве контроля пламени, прибор не хитрый, ее греешь, на проводах разность потенциалов, которая удерживает электромагнитный клапан подачи газа в открытом состоянии. Но на всякий случай проверил:
Читайте также: