
Высокое давление на всасе компрессора холодильника
Обновлено: 19.05.2024
Производством таких агрегатов в настоящее время занимаются многие предприятия, и конструктивно они отличаются незначительно. В статье рассмотрены примеры в основном компрессоров компании Copeland.
Качество монтажа холодильной установки, как правило, проявляется в начальный период ее эксплуатации. При этом, чтобы в дальнейшем обеспечить бесперебойную работу холодильного агрегата, необходимо произвести следующие процедуры: настройку главной защиты компрессора — по высокому и низкому давлению, дополнительную защиту — по температуре нагнетания и температуре масла, контроль и регулировку перегрева терморегулирующего вентиля, дозаправку системы хладагентом и маслом.
Внешние диагностические признаки отказов спиральных компрессоров в процессе эксплуатации следующие: невозможность запуска по причине выхода из строя встроенного электродвигателя, отсутствие или недостаточная производительность из-за заклинивания компрессора, вращение может сопровождаться металлическими звуками и стуками.
Первый вид отказов происходит при перегорании обмоток электродвигателя по нескольким причинам: нарушение электропитания (отсутствие одной фазы или перекос фаз, выход из строя магнитных пускателей), некорректная работа защитных устройств компрессора (датчика температуры нагнетания, тепловой и токовой защиты, реле контроля фаз, блока управления температурным режимом), перегрев обмоток электродвигателя во время пусков и/или работы в аварийных режимах.
Второй вид отказа спирального компрессора вызван механическими поломками его деталей, которые, как правило, являются следствием нарушения правил эксплуатации агрегата обслуживающим персоналом.
Как известно, основные детали спирального компрессора — подвижная и неподвижная спирали; обе спирали геометрически одинаковы (рис. 1). Подвижная спираль совершает плоскопараллельное или орбитальное движение внутри неподвижной спирали. Специальная противоповоротная муфта (муфта Ольдгейма) препятствует вращению спиралей вокруг своей оси, обеспечивая минимальный зазор боковых поверхностей спиралей.



Рис. 1. Рабочие органы спиральных компрессоров: а, б – подвижная и неподвижная спирали; в – противоповоротная муфта
Хладагент, захватываемый порциями из периферии спиралей, движется к центру и сжимается, достигая максимального давления в центре при смыкании спиралей, после чего выталкивается через отверстие в неподвижной спирали (рис. 2) [2].

Рис. 2. Области давлений в межспиральном пространстве компрессора
В конструкции предусмотрено плавающее уплотнение, которое при работе поднято и отсекает область высокого давления (камеру) от камеры низкого давления: происходят всасывание и нагнетание (рис. 3) [3].

Вал спирального компрессора должен вращаться только в одном направлении. Обратное его вращение во время остановки компрессора вызывает металлический звук и стук. Другие диагностические признаки обратного вращения спиралей: давление на всасывании не падает до нужного уровня, давление на нагнетании не растет до нужного уровня, рабочий ток меньше указанного в каталоге, компрессор отключается спустя несколько минут работы, срабатывает встроенная защита. Длительное обратное вращение в итоге может привести к поломке спирального блока, а также к перегреву электродвигателя, поскольку расход газа через компрессор недостаточен для отведения тепла.
В начальный период запуска холодильной установки необходимо проверить направление вращения спиралей, которое определяется по манометрам на нагнетательной и всасывающей сторонах. В этом положении камера высокого давления сообщается с камерой низкого давления. Плавающее уплотнение находится в нижнем положении (рис. 4) [3, 4], а обратный клапан закрыт. Постоянство разницы давлений свидетельствует об отсутствии нагнетания компрессором; в этом случае следует поменять местами две фазы на электродвигателе для его вращения в другом направлении.

Спиральные компрессоры чувствительны к загрязнению перекачиваемого газа, так как мелкие частицы оседают на поверхности спиралей, снижая герметичность рабочей камеры. В случае сгорания электродвигателя герметичного компрессора при его замене на линии всасывания следует использовать фильтры-осушители с сердечником из 100%-ного активированного алюминия. Такой фильтр подлежит первой замене после 72 часов работы. Следует использовать в отделителях жидкости (на всасывании) и в терморегулирующем вентиле фильтры с ячейками минимально допустимого размера. Ячейки должны задерживать такие частицы, которые могут перекрыть отверстие терморегулирующего вентиля. Частицы меньшего размера не смогут причинить ущерба [3].
Перед запуском контур холодильной установки вакуумируется. Вакуумирование системы только со стороны всасывания спирального компрессора может привести к тому, что компрессор временно не будет запускаться. Причина этого состоит в том, что при повышении давления на плавающее уплотнение возможно сцепление его со спиралями. Следовательно, до полного выравнивания давления плавающее уплотнение и спирали будут плотно прижаты друг к другу. А вот падение давления на всасывании может стать причиной перегрева и срабатывания термозащиты (открытия термодиска). Однако поток газа может быть недостаточным для быстрого срабатывания защиты, в результате — выход компрессора из строя в из-за перегрева (рис. 5).

Рис. 5. Встроенная термозащита электродвигателя компрессора
Спиральный компрессор способен бесперебойно работать в различных неблагоприятных условиях (зависит от компоновки и условий эксплуатации системы) благодаря двум видам согласования: осевому и радиальному. Осевое согласование позволяет механическим частям (спиралям и подшипникам) разгружаться в случае очень высокой степени сжатия (более 20). Первая ступень разгрузки спиралей создает внутренний частичный байпас сжатого газа в область низкого давления поверх торцов спиралей (рис. 6).

Вторую ступень разгрузки осуществляет плавающее уплотнение, которое подходит к положению, близкому к остановке. Байпас полный, минуя спиральный блок. Эта система разгрузки самонастраивающаяся: механические части возвращаются в положение нормальной работы как только степень сжатия становится менее 20. Уплотнение отжимается в осевом направлении вниз, пропуская газ из области высокого давления в область низкого. Отжимается также вверх в осевом направлении неподвижная спираль (рис. 7).

Вращающаяся спираль контактирует с неподвижной спиралью во время работы компрессора. До начала работы боковые поверхности спиралей не соприкасаются друг с другом. В случае залива жидкостью или попадания механических частиц специальная конструкция эксцентрикового вала и втулки позволяет подвижной и неподвижной спиралям разъединяться в горизонтальном направлении (рис. 8).

Рис. 8. Конструкция механизма радиального согласования и положение спиралей при попадании твердой частицы
Такая конструкция радиального согласования спирального компрессора допускает лишь кратковременное и небольшое попадание жидкого хладагента или масла. При значительном попадании масла на рабочие органы вероятна возможность гидравлического удара. Признаками микрогидроударов являются выщербины на боковых поверхностях спиралей (рис. 9).

Рис. 9. Признаки микрогидроударов на боковой поверхности начального витка спирали
Результатом серьезного гидравлического удара является разрушение спиралей компрессора ввиду невозможности сжатия ими жидкости, повреждаются также муфта Ольдгейма и верхний подшипник скольжения (рис. 10). Если компрессор немедленно не остановить, то будет продолжаться дальнейшее разрушение деталей, находящихся в области сжатия.



Рис. 10. Разрушенные детали компрессора: а — подвижная спираль; б — противоповоротная муфта; в — верхний подшипник
Появление металлических частиц может вызвать повреждение обмоток электродвигателя в результате пробоя между проходными контактами (рис. 11). В случае сгорания электродвигателя большая часть загрязненного масла удаляется вместе с компрессором. Остатки масла проходят очистку на фильтрах, установленных на жидкостном трубопроводе и трубопроводе всасывания. Особо рекомендуется замена отделителя жидкости, если таковой имеется. Причина этого в том, что отверстие для возврата масла в отделителе жидкости может забиваться грязью после поломки компрессора, что приводит к масляному голоданию нового компрессора и к повторной поломке. При замене компрессора в полевых условиях в системе может остаться большое количество масла. Это не повлияет на надежность нового компрессора, но может создать дополнительную нагрузку на электродвигатель, в результате чего увеличится потребляемая мощность.
Рис. 11. Сгоревшая обмотка электродвигателя и пробой между проходными контактами
Также для предотвращения гидроудара при пуске спирального компрессора необходимо обязательно использовать наружный поясной тэн подогрева картера. Подогреватель должен быть включен за 6–8 ч до включения в работу компрессора, он должен обеспечить подогрев масла как минимум выше окружающей среды на (8–10) °С.
Значительный залив жидкостью в переходные периоды возможен по следующим причинам. Первая — пуск после длительной стоянки в холодном помещении; вторая — возвращение в режим охлаждения после разморозки.
Из-за частого включения и коротких периодов работы компрессора происходит значительный вынос масла в систему, что влечет за собой недостаток смазки. Хотя на спирали компрессора требуется подавать мало масла, оно покидает компрессор при пуске. Короткие периоды работы компрессора затрудняют возврат масла в него и, как следствие, вызывают недостаток смазки. Чрезмерный залив компрессора хладагентом разжижает масло, вызывая выход из строя подшипников недостаточной смазкой. Необходимо предусматривать установку таймера по частоте включения компрессора (количество пусков/остановок должно быть ограничено 10 циклами в час).
Одна из важных защит компрессора — установка термостата на линии нагнетания, датчик которого должен располагаться на расстоянии 12 см от нагнетательного вентиля компрессора, если в конструкции не предусмотрено иное. При срабатывании по температуре существует временная задержка 30 мин.
Следует исключать из практики заправку холодильным агентом в контур только высокого или только низкого давления. Причина заключается в плотном соприкосновении краев спиралей друг с другом и, как следствие, в усиленном осевом их контакте из-за быстрого повышения давления всасывания без одновременного увеличения давления со стороны нагнетания. В результате до момента выравнивания давлений подвижная и неподвижная спирали могут прижиматься торцами, препятствуя их вращению.
Для обеспечения достаточной смазки, с одной стороны, важно особенно внимательно следить за минимальной разницей между температурой внизу корпуса и температурой кипения. С другой стороны, максимальная температура снизу корпуса не должна превышать 90 оС. Измеряется данная температура вблизи самой нижней точки по центру компрессора. Верхняя часть компрессора и линия нагнетания могут кратковременно нагреваться до 175 оС (при срабатывании встроенной защиты компрессора). Температура линии нагнетания: 135 оС — недопустимая, 120 оС — опасность коксования масла, менее 110 оС — желательная. Для увеличения продолжительности срока службы компрессора необходимо ограничивать время его работы при температуре нагнетания выше 120 оС.
Заключение
- Ряда неисправностей можно избежать при правильном монтаже и наладке спирального компрессора в холодильной установке. Компрессор имеет собственные средства защиты, однако он должен укомплектовываться всеми рекомендованными внешними защитами.
- Необходимо правильно проводить процедуры вакуумирования и заправки контура со спиральным компрессором. Вакуумирование и заправку хладагентом следует выполнять одновременно в контурах высокого и низкого давления.
- Диагностические параметры спиральных компрессоров — допустимый нагрев корпуса, уровень шума при работе, допустимое наличие и качество масла.
- Следует избегать обратного вращения вала компрессора, для этого рекомендуется установить реле контроля фаз на входе электропитания в щите управления компрессором.
- Всеми способами нужно избегать работы компрессора с гидроударами. Залив хладагентом разжижает масло, вызывая выход из строя подшипников недостаточной смазкой, может вызвать повреждение спиралей. Для предупреждения гидравлического удара рекомендуется устанавливать в систему отделитель жидкости на стороне низкого давления, обязателен к установке картерный нагреватель. Подогреватель должен быть включен за 6–8 ч до предполагаемого пуска компрессора, он должен обеспечивать подогрев масла как минимум выше окружающей среды на (8–10) °С.
- Компрессор требует строгого соблюдения уровня масла в картере, это нужно тщательно контролировать. Для обеспечения возврата масла в компрессор необходимо ограничить количество пусков/остановок — не более 10 циклов в час.
- Контроль температуры компрессора в ключевых местах (на всасывании и нагнетании, снизу корпуса) — одна из простых и очень важных операций при эксплуатации спиральных компрессоров.
ЛИТЕРАТУРА
1. Назаров, Ф. И. Охлаждение молока и техническое обслуживание установок / Ф. Д. Сапожников, В. М. Колончук, Ф. И. Назаров. — Минск: БГАТУ, 2016. — 84 с.
2. Бабакин, Б. С. Спиральные компрессоры в холодильных системах / Б. С. Бабакин, В. А. Выгодин. — Рязань: Узорочье, 2003. — 379 с.
3. Презентации компании Copeland.
4. Котзаогланиан, П. Пособие для ремонтника. Справочное руководство по монтажу, эксплуатации, обслуживанию и ремонту современного оборудования холодильных установок и систем кондиционирования / П. Котзаогланиан; перев. с франц. под ред. В. Б. Сапожникова. — М.: Эдем, 2007. — 832 с.
Ф. Д. САПОЖНИКОВ, кандидат технических наук, доцент, БГАТУ,
Н. П. ЖУК, старший преподаватель БНТУ, советник МАХ, эксперт АПИМХ
Ниже будут приведены причины появлении аварии высокого давления в чиллере и пути к ее устранению. Большинство причин диагностируются и устраняются на территории заказчика любым работником, не холодильного профиля.
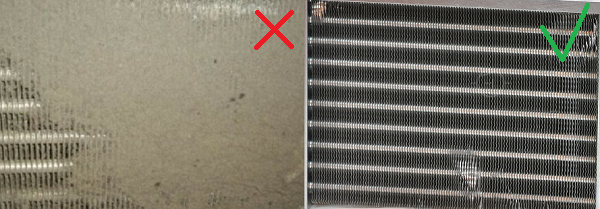
Загрязнённый воздушный конденсатор промышленного чиллера
Причина : большое количество пыли, пуха, листьев или другой грязи, которая может быть втянута вентиляторами через ламели конденсатора, в месте установки промышленного чиллера. Как следствие, загрязнение ламелей, особенно на поверхности откуда происходит всасывание воздуха в конденсатор. На химических производствах, таких как лакокрасочные заводы или типографии, часто на ламелях оседает слой краски/полимера.
Решение : чистка конденсатора. Чистить конденсатор можно различными способами, в зависимости от загрязнения. Пух и пыль легко счищаются жёсткой щеткой или рукой в х/б перчатке. Если пыль забилась глубоко в ламели, то можно применить мощный пылесос с узкой насадкой. Также ламели можно продуть напором воздуха со стороны вентиляторов, для этого вентиляторы необходимо будет временно снять. Если воздушный конденсатор, расположен на улице, то можно промыть его напором воды, например, из Керхера или из шланга с зауженным выходом, чтобы получился хороший напор. При чистке старайтесь не гнуть ламели, так как это ухудшит теплообмен. Для очищения ламелей от полимерного напыления, следует залить в Керхер или другой напорный распылитель жидкость, которая способна растворять данный состав, но при этом не имеет негативного воздействия на медные трубки конденсатора.

Перезаправленный промышленный чиллер
Причина : неправильная заправка фреоном промышленного чиллера. На производстве чиллеры заправляются по норме, однако при ремонте чиллера, не вполне квалифицированным специалистом, холодильный контур может быть перезаправлен хладагентом, этот факт может быть виден сразу или не очевидным пока температура окружающей среды не повысится. В этом случае воздушный конденсатор и ресивер, может быть почти полностью заполнен жидким хладагентом, при этом, давление конденсации растет, если мощность конденсатора достаточная или с запасом, то чиллер будет продолжать работу, но давление конденсации будет повышенным и как следствие - холодопроизводительность чиллера упадет. На каждый 1 бар повышения давления, холодопроизводительность падает, ориентировочно на ~ 4%. Рабочее давление конденсации, как правило, ~14 — 19 бар. Если давление поднимется до 25 — 26 бар чиллер зафиксирует аварию высокого давления и процесс охлаждения остановится.
Решение : стравить лишний хладагент в баллон. Отвакуумируйте баллон из-под хладагента, присоедините к нему манометрический коллектор или шланг, присоедините другой конец шланга к клапану шредера на жидкостной линии после конденсатора или на вентиль ротолок на ресивере. Кратковременно, стравите воздух со шлага напором фреона. Откройте баллон. Количество стравливаемого хладагента, зависит от нормы заправки и существующего давления. Когда часть хладагента будет в баллоне — запустите чиллер и проконтролируйте давление конденсации – оно должно быть в рабочем диапазоне. Допустимо рабочее давление свыше 20 бар, если в месте установки чиллера высокая температура окружающей среды, а чиллер рассчитан на меньшую. Как правило, большинство чиллеров имеет номинальную холодопроизводительность, при температуре окр.ср. = ~25 °C — 30 °C . Если температура выше, то допустимо повышенное давление конденсации. Убедиться, в правильной настройке ТРВ, по перегреву на всасывании, он должен быть не ниже 10K, во избежание влажного хода компрессора. Если перегрев не занижен, но при этом в смотровом стекле пена или много пузырей и давление кипения пониженное, то слили слишком много хладагента, следует постепенно, в небольших количествах добавлять хладагент во высасывающую полость компрессора, отслеживая параметры. После каждой небольшой дозаправки давать поработать чиллеру для распределения хладагента по холодильному контуру. Время работы, сообразно холодопроизводительности чиллера.
Неправильное место установки промышленного чиллера
Причина : не редко, из-за нехватки производственных площадей или желания огородить рабочее место от шума, промышленный чиллер устанавливают в тесном помещении без соответствующей системы приточно — вытяжной вентиляции или без возможности постоянного проветривания помещения, при его работе. В таком случае, при включении чиллера, температура в помещении растет, соответственно температура и давление конденсации также растут. При достижении аварийной отметки, автоматика чиллера (реле высокого давления) фиксирует аварию и компрессор выключается — охлаждение хладоносителя прекращено.
Решение : существует несколько методов решения данной задачи, на различных этапах.
1. Если чиллер уже куплен и никакого другого места нет для его установки, то можно подвести в помещение приточно-вытяжную вентиляцию. Объёмный расход вентилируемого воздуха должен соответствовать или превышать то количество воздуха, которое потребляют (пропускает через ламели) вентиляторы воздушного конденсатора. В руководстве по эксплуатации данные цифры всегда указываются [м3/час]. Более дорогостоящий и редко применимый метод — установка кондиционера в данное помещение. Метод не популярный, но все же имеет место быть, когда уже есть какой-то старый, но рабочий кондиционер. Мощность кондиционера должна примерно соответствовать количеству теплоты в [кВт], выделяемому чиллером. Мощность охлаждения кондиционера может быть даже немного ниже, с учетом естественного рассеивания теплоты от чиллера через стены и потолок. Выделяемое тепло промышленным чиллером указывается в руководстве.
2. Второй и наиболее часто применимый метод, когда чиллер уже куплен — это монтаж на вентиляторы колпака с воздуховодом. Воздуховод выводится в наружную стену или в смежное большое помещение, которое можно дополнительно отапливать данным нагретым воздухом. Подробно с данным методом вы можете ознакомиться в статье установка чиллера в маленьком помещении.
3. Если Вы только собираетесь купить чиллер, то укажите в техническом задании объем и характеристики (материал и толщину стен и потолка; температуру в смежных помещениях; возможность вентиляции и др.) помещения, где будет располагаться чиллер. Исходя из этих данных и требуемой холодопроизводительности Вам будет представлены варианты решений. Российский производитель чиллеров имеет возможность укомплектовать оборудование, практически любыми комплектующими. В комплектацию Вашего чиллера будет включён воздушный конденсатор увеличенной мощности . Таким образом, будет сокращена дельта между температурой окружающей среды и температурой конденсации хладагента. Обычно, для серийных моделей чиллеров, эта дельта принимается равной 15К, при температуре конденсации +45 °C , и температуре окружающей среды +30 °C . Если температура в помещении растет, конденсация также растет и когда она достигает +55 °C , что приблизительно соответствует 25 бар для R404а и R507а и +58 °C для R407C, чиллер останавливается по фиксации аварии. На этапе проектирования чиллера, можно сократить дельту до 10К и даже до 5К. Так при температуре окружающей среды +45 °C , конденсация может быть +50 °C , что соответствует рабочему давлению 21 — 23 бара, в зависимости от типа хладагента. При расчете чиллера, также следует учитывать, что холодопроизводительность компрессора, при повышении температуры конденсации уменьшается, следовательно, нужно подбирать компрессор по рабочей температуре конденсации +50 °C .
Высокая температура хладоносителя
Причина : высокая температура подаваемого для охлаждения хладоносителя. Не редко чиллеры, подбираются что называется впритык, ввиду просьбы заказчика о экономии и низкой конечной стоимости. Т.е. указываются конкретные параметры работы чиллера: максимальная температура окружающей среды и температуры входа/выхода хладоносителя.
Чиллер укомплектован минимально возможными испарителем и конденсатором, которых достаточно только при работе при заданных параметрах. При этом, не редки случаи, когда по какой-то причине хладоноситель перегревают. Иногда включают производственный цикл и как следствие нагрев жидкости, и забывают сразу включить чиллер, иногда по причине выхода из строя технологический автоматики производства или по иным причинам. На некоторых промышленных производствах, температура хладоносителя без охлаждения может достигать почти 100 °C . Стандартный промышленный чиллер бы с этим постепенно справился, пусть даже в “предаварийном” режиме, но подобранный строго по параметрам может и не совладать с несоразмерно-мощной единовременной тепловой нагрузкой. Вследствие чего, давление кипения резко повышается до максимальной отметки, с ним повышается давление конденсации, если еще и окружающий воздух не в заявленном диапазоне — это приведет к фиксации аварии высокого давления и остановке чиллера.
Решение : контроль температуры поступающего в чиллер хладоносителя и температуры окружающей среды. Остановите тепловую нагрузку на жидкость, далее, вручную сбросьте аварию на реле высокого давления, далее, дождитесь естественного охлаждения хладоносителя в баке чиллер. После частичного остывания жидкости, пробуйте включить чиллер, если он будет способен работать хотя бы в “предаварийном” режиме, то он постепенно доохладит жидкость в баке до рабочей минимальной отметки и войдет в рабочий (штатный) режим работы, далее, подайте охлажденный хладоноситель к потребителю и только потом снова запустите производство.
Выход из строя вентиляторов конденсатора или реле вентиляторов
Причина : сгорание двигателя из-за перегрева, отсутствия тепловой защиты вентилятора или ее неправильной работы или по причине механического заклинивания лопастей. Поломка реле давления, которое дает команду на запуск — причины различны, как правило, подлежит замене. Есть и более простая причина, прежде всего, проверьте не “выбило” ли автомат в щите управления по превышению рабочего тока.
Решение : При выбитом автомате — если автомат регулируемый, немного прибавьте рабочий ток, если не регулируемый, просто снова включите. Если автомат снова выбьет через некоторое время, поменяйте автомат номиналом выше, если нет, то это разовый случай, продолжайте работу с существующим. Вышедший из строя вентилятор или реле вращения вентилятора подлежат замене. Бывает, что не включается только один вентилятор, при этом чиллер не фиксирует аварию, чиллер продолжает работу в повышенным давлением конденсации, при этом снижается холодопроизводительность. Контролируйте, чтобы давление конденсации было в рабочем диапазоне ~14 — 19 бар. В жаркий период года следите чтобы все вентиляторы были в работе, часть может работать постоянно, при включении охлаждения, часть могут включаться периодически. Если вентилятор(ы), при повышенном давлении конденсации не вращаются, то диагностируйте причину, как описано выше.
Есть некоторые другие причины, но они конструктивные и подлежат диагностированию и устранению только на холодильном производстве.
7 августа 2017 года
На производительность компрессора может влиять постоянно изменяющееся давление холодильной системы. Кроме того, всасывание изменяет плотность всасываемых газов в компрессоре и влияет на его производительность. Температура хладагента, поступающего в цилиндр компрессора, также влияет на производительность, но в этой статье мы сосредоточимся на давлении.

Степень сжатия
Как высокое, так и низкое давление в системе могут быть выражены через отношение, называемое степенью сжатия. Степень сжатия определяется как абсолютное давление нагнетания, деленное на абсолютное давление всасывания.
Степень сжатия = Абсолютное давление нагнетания/Абсолютное давление всасывания
Ниже приведен пример вычисления коэффициента сжатия:
Давление нагнетания = 145 psig
Давление всасывания = 5 psig
Степень сжатия = абсолютное давление нагнетания/абсолютное давление всасывания
Абсолютное давление нагнетания = показание датчика + 15 psi
Абсолютное давление всасывания = показание датчика + 15 psi
Степень сжатия =
(145 psig + 15 psi) / (5 psig + 15 psi) =
160 psia/20 psia = 8 или (8 к 1)
Степень сжатия 8:1 просто означает, что давление нагнетания в восемь раз превышает давление всасывания.
Плотность на входе в цилиндр
Давление в холодильной системе может определять, сколько хладагента будет проходить через систему. Если давление всасывающей линии, которая подает хладагент в цилиндры компрессора, будет высоким, плотность паров хладагента будет высокой, и массовый расход хладагента будет высоким. С другой стороны, если давление всасывающей линии будет низким, плотность паров хладагента будет ниже, и расход хладагента будет ниже.
Когда вы заполняете фиксированный объем (например, цилиндр компрессора) при более высоком давлении, в нем будет присутствовать больше молекул хладагента, что приведет к увеличению плотности хладагента внутри цилиндра. Массовый расход хладагента через компрессор является произведением смещения поршня на плотность хладагента, заполняющего цилиндр. Вот это уравнение:
Массовый расход (фунты/минута) = смещение поршня (кубические футы/минута) x плотность хладагента (фунты/куб. фут)
Такты нагнетания и всасывания
Теперь, когда мы знаем, как рассчитать коэффициент сжатия, давайте немного углубимся в то, что физически означает степень сжатия применительно к системе охлаждения.
В поршневых компрессорах должно быть свободное пространство между поршнем в верхней мертвой точке и клапанной пластиной во избежание их столкновения. Этот намеренно спроектированный мертвый объем или мертвое пространство захватывает определенное количество паров хладагента после закрытия выпускного клапана. Несмотря на то, что производители компрессоров уменьшают объем зазора между пластиной клапана и головкой поршня, некоторый зазор всегда остается.
Предполагается, что газ в зазоре находится под давлением нагнетания, если мы игнорируем вес клапана и силу пружины клапана. Пар, оставшийся в объеме зазора, был сжат до давления нагнетания. После того, как начнется ход поршня вниз, этот же объем пара в зазоре должен быть повторно расширен до давления несколько ниже давления всасывания, когда всасывающий клапан может открыться и впустить новые пары в цилиндр.
Поршень, однако, уже выполнит часть своего такта всасывания, и цилиндр, до ввода новых паров, уже будет заполнен расширенными парами из объема зазора. Эти повторно расширенные пары занимают ценное пространство, которое не могут занять новые всасываемые пары, поступающие из линии всасывания. Следовательно, пары из линии всасывания заполнят только часть объема цилиндра, которая еще не заполнена вновь расширенными нагнетаемыми газами. Таким образом, общий объем цилиндра поршня не полностью используется для приема новых газов хладагента, и считается, что система имеет объемную эффективность.
Объемная эффективность
Объемная эффективность выражается в процентах от 0 до 100 процентов, в зависимости от рассматриваемой системы. Объемная эффективность определяется как отношение фактического объема всасываемых паров хладагента к рабочему объему цилиндра компрессора.
Высокая объемная эффективность означает, что большая часть объема цилиндра заполняется новым хладагентом из линии всасывания, а не расширяющимися газами из мертвого объема. Чем выше объемная эффективность, тем больше количество нового хладагента, которое будет вводиться в цилиндр с каждым ходом поршня, и, следовательно, при каждом обороте коленчатого вала будет циркулировать больше хладагента. Теперь система будет иметь лучшую производительность и более высокую эффективность. Таким образом, чем ниже давление нагнетания, тем меньше повторное расширение отходящих газов до давления всасывания. Кроме того, чем выше давление всасывания, тем меньше повторное расширение нагнетаемых газов из-за того, что нагнетаемые газы испытывают меньшее повторное расширение до более высокого давления всасывания, и всасывающий клапан откроется раньше.
Специалист по техническому обслуживанию может в определенной степени контролировать, насколько высокое или низкое давление нагнетания и всасывания будет достигнуто. Если давление нагнетания (конденсации) можно поддерживать на низком уровне, а давление всасывания (испарения) можно поддерживать на возможно более высоком уровне, не влияя на температуру охлажденного продукта, коэффициент сжатия будет низким, а объемная эффективность будет высокой. Это вызовет более высокий массовый расход хладагента через компрессор и систему.
Существуют некоторые распространенные причины низкого давления всасывания и/или высокого давления нагнетания, которые могут контролироваться сервисным специалистом.
Причины низкого давления всасывания (испарения):
Вентилятор испарителя выключен;
Обмерзший испаритель;
Грязный испаритель;
Неисправность таймера размораживания;
Недостаточное количество запрограммированных циклов размораживания;
Неисправный обогреватель размораживания;
Недостаточная заправка хладагента;
Низкая тепловая нагрузка; а также
Большое количество влаги на теплообменнике вызывает чрезмерное обмерзание.
Причины высокого давления нагнетания (конденсации):
Грязный конденсатор;
Перезаряженная система;
Вентилятор конденсатора отключен;
Рециркулированный воздух над конденсатором;
Недоразмеренный конденсатор;
Высокая температура окружающей среды;
Неконденсирующиеся газы (воздух) в системе; а также
Высокая влажность или тепловая нагрузка.
Несмотря на то, что в настоящее время вместо поршневых компрессоров предпочитают использовать ротационные (обладающие целым рядом преимуществ), мы будем рассматривать поршневые компрессоры (для простоты изложения), чтобы показать основные явления, которые не зависят от типа применяемого компрессора.
Рассмотрим три позиции на рис. 9.1, показывающие ход поршня холодильного компрессора при всасывании.

Поз. 1. Поршень находится в верхней мертвой точке (точка А). Поскольку поршень не должен ударяться в клапанную плиту, в верхней части цилиндра предусмотрено свободное пространство, обеспечиваюшее механическую безопасность (его называют мертвым объемом).
В рассматриваемом примере этот объем содержит пары хладагента при давлении 15 бар. Поскольку низкое давление равно 4 бар, всасывающий клапан закрыт.
Поз. 2. По мере опускания поршня в цилиндре пары хладагента, которые были сжаты в мертвом объеме до давления в 15 бар, начинают расширяться и их давление уменьшается.
Всасывающий клапан не сможет открыться до тех пор, пока давление в цилиндре не упадет несколько ниже 4 бар, что произойдет, например, в точке В. Следовательно, ход поршня между точками А и В служит только для расширения паров и в этот период ни одна молекула газа не может проникнуть в цилиндр.
Поз. 3. Поршень приходит в нижнюю мертвую точку (точка С). Цилиндр целиком заполнен парами хладагента при давлении 4 бара, однако в компрессор поступило только то количество газа, которое содержится в пространстве между точками В и С.
Таким образом, в связи с тем, что в цилиндре существует так назы- ваемый мертвый объем, ход поршня между точками А и В является
бесполезным ходом и компрессор начинает работать на всасывание
только между точками В и С.
Теперь рассмотрим ход поршня при сжатии (см. рис. 9.2).

Поз. 4. Поршень находится в нижней мертвой точке (точка С) и в компрессор поступило только то количество газа, которое содержится между точками В и С.
Поз. 5. По мере того, как поршень поднимается, давление в цилиндре возрастает (следовательно, всасывающий клапан закрыт) до тех пор, пока рост давления не приведет к открытию нагнетательного клапана и вытеснению газа при давлении 15 бар в коллектор ВД.
Поз. 6. Поршень возвращается в верхнюю мертвую точку. Вредное пространство цилиндра содержит точно такое лее количество паров при давлении 15 бар, что и в поз. 1 на рис. 9.1.
Итак, подведем итог нашим рассуждениям. По мере опускания поршня компрессор всасывает только такое количество паров, которое содержится между точками В и С при давлении 4 бара. При подъеме поршня компрессор нагнетает только то количество газа, которое предварительно поступило в цилиндр. Следовательно, при нагнетании компрессор вытесняет точно такое же количество паров, которое вошло в него при всасывании.
Посмотрим, что произойдет, если давление всасывания упадет?
Если давление всасывания станет, например, равным 2 бар вместо 4 бар, клапан всасывания будет открываться, когда давление в цилиндре при всасывании упадет чуть ниже 2 бар.
Следовательно, поршень должен опуститься гораздо ниже, чтобы газ, заключенный во вредном пространстве при 15 бар, расширился до давления 2 бара.
В связи с этим, бесполезный ход поршня, заключенный между точками А и В, будет более значительным, а масса газа, поступающая в компрессор при всасывании, уменьшится.
Таким образом, чем больше падает давление всасывания, тем больше уменьшается масса газа, поступающего в компрессор при всасывании.
А что будет, если возрастет давление нагнетания?
Если давление нагнетания станет, например, равным 20 бар вместо 15 бар, газ, заключенный во вредном пространстве при нахождении поршня в верхней мертвой точке, также будет сжат до давления в 20 бар.
Следовательно, чтобы при всасывании давление в цилиндре смогло упасть до величины, не-^i сколько меньшей 4 бар, и открылся клапан всасывания, поршень должен опуститься гораздо ниже.
В связи с этим, бесполезный ход поршня между точками А и В также увеличится, а масса газа, поступающая в цилиндр при всасывании, уменьшится.
Итак, чем больше растет давление нагнетания (7\), тем больше па-^•vl^ дает масса газа, поступающая в компрессор при всасывании (Ы).
Влияние давления на массовый расход
Мы смогли убедиться, что массовый расход хладагента при обращении в контуре зависит от значений давлений всасывания и нагнетания, при которых работает компрессор, и что выход массы газа через вентиль нагнетания точно такой же, как вход через вентиль всасывания.
Следовательно, массовый расход строго одинаковый в любой точке контура и меняется только фазовое состояние хладагента (жидкость или пар). При этом, если давление нагнетания растет 71, то массовый расход падает il, если давление всасывания падает il, то массовый расход также падает X.
Влияние на холодопроизводительность
В усредненных условиях функционирования небольшого кондиционера массовый расход R22 величиной I кг/ч способен обеспечить поглощение испарителем около 50 Вт (то есть 0,05 кВт) тепла.
Если расход составляет 100 кг/ч, холодопроизводительность достигает 100 х 0,05 = 5 кВт. При массовом расходе 80 кг/ч холодопроизводительность падает до 80 х 0,05 = 4 кВт.
Следовательно, холодопроизводительность прямо пропорциональна массовому расходу. Если массовый расход падает il, точно так же падает и холодопроизводительность ^1.
Поскольку массовый расход зависит от рабочих значений давлений всасывания и нагнетания, от них точно так же зависит и холодопроизводительность
Если давление нагнетания растет7\, массовый расход падаете их производительность падает. Если давление всасывания падает И, массовый расход падает ^1 и холодопроизводительность падает.
Эти изменения холодопроизводительности нельзя не принимать во внимание, поскольку расчеты показывают, что при уменьшении температуры кипения на 1 К потери холодопроизводительности составляют от 3 до 5 %, а при повышении температуры конденсации на 1К теряется около 1 % холодопроизводительности.
| 9.1. УПРАЖНЕНИЕ |
В холодильной установке манометр ВД (нагнетание) показывает 16,5 бар, манометр НД (всасывание) - 4,5 бар.
Если та же установка работает при ВД = 15,4 бар (то есть более низком) и НД = 4,2 бар (также более низком), каким будет массовый расход?
Повысится ли он (поскольку упало ВД) или уменьшится (поскольку упало НД)?
В качестве подсказки учтите, что одним из параметров, определяющих изменение массового расхода, является отношение давлений, то есть отношение ВД/НД (нагнетание/всасывание).
Решение
Массовый расход действительно зависит от отношения давлений в компрессоре (доказательство этого не является предметом рассмотрения настоящего учебника).
Отношение давлений определяется отношением ВД/НД, причем оба эти значения должны быть выражены в абсолютных величинах (Вспомните ваши старые знания в области холодильной техники!).
Отметим, что манометры проградуированы в относительных (избыточных) величинах.
Когда манометр показывает 0 бар относительных (избыточных), это показание означает 0 по отношению к атмосферному давлению.
По отношению к абсолютному вакууму абсолютное давление будет равно 1 атмосфере (то есть около 1 бар).
Поэтому показанию манометра 4,5 бар избыточных соответствует около 5,5 бар абсолютных.
Следовательно, в первом случае степень сжатия равна:
ВДабс / НДабс = 17,5 / 5,5 = 3,18. Во втором случае степень сжатия равна:
ВДабс / НДабс = 16,4 / 5,2 = 3,15.
Поскольку во втором случае степень сжатия компрессора упала, массовый расход будет возрастать и, следовательно, возрастет холодопроизводительность.
Читайте также: