
Эксцентрик в швейной машине это
Обновлено: 26.04.2024
Все швейные машины делятся на специальные и универсальные. Специальные машины выполняют только одну определенную технологическую операцию: выполнение петель, пришив пуговиц и т. д. На универсальных машинах можно выполнять швы различных видов, строчки разной длины и направления, используя специальные приспособления можно вы-полнять петли и т. д.
Рабочие органы швейной машины.
Рабочими органами швейной машины являются: игла, двигатель ткани, лапка, нитепритягиватель, челнок.
Работу каждого рабочего органа швейной машины обеспечивает соответствующий механизм. Образование строчки обеспечивается слаженной работой всех механизмов. В их основе, лежат механизмы преобразования вращательного движения в возвратно-поступательное. Такими механизмами преобразования являются: кривошипно-шатунный, эксцентриковый, кулачковый.
Наиболее распространенным преобразователем вращательного движения махового колеса и главного вала в возвратно-поступательное движение иглы и наоборот является кривошипно-шатунный механизм, который используется в механизме иглы (рисунок 1).
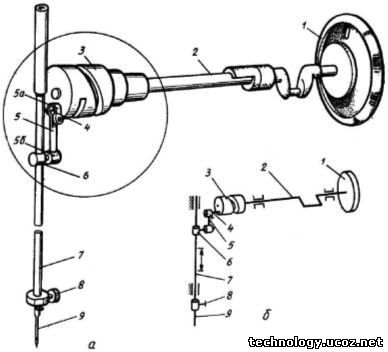
Рисунок 1 - Кривошипно-шатунный механизм.
а — механизм иглы, б — кинематическая схема механизма, 1—маховое колесо, 2— главный вал, 3— кривошип, 4— палец кривошипа, 5—шатун, 5а— верхняя головка шатуна, 56 — нижняя головка шатуна, 6— поводок, 7— игловодитель, 8— прижимной винт, 9— игла.
На рисунке 1 показан механизм иглы, в котором применен кривошипно-шатунный механизм. Кривошипом 3 является цилиндрический диск, который жестко закрепляется на главном валу 2 и вращается вместе с ним. На палец кривошипа 4 надет шатун 5, который представляет собой стержень с двумя головками. Верхнюю головку шатуна 5а надевают на палец кривошипа, а нижнюю головку шатуна 5б соединяют с пальцем поводка 6, который играет роль ползуна. Игловодитель 7 вставлен в поводок и закреплен установочным винтом. Игла 9 крепится в игловодителе при помощи прижимного винта 8.
Основные звенья кривошипно-шатунного механизма: кривошип, шатун и ползун.
Кривошип жестко закреплен на валу, совершает вращательное движение и является ведущим звеном. Шатун является связующей деталью между кривошипом и ползуном, соединение с ними подвижно-шарнирное, он совершает колебательные движения и является передаточным звеном. Ползун совершает возвратно-поступательное движение, которое посредством жесткого разъемного соединения передается игловодителю с иглой, он является ведомым звеном.
Механизм двигателя ткани.
Механизм двигателя ткани (рисунок 2) состоит из трех узлов: узла горизонтального перемещения, узла вертикального перемещения и узла лапки.

Рисунок 2 - Механизм двигателя ткани.
А - эксцентриковый механизм, Б — кулачковый механизм, а — механизм двигателя ткани, б — кинематическая схема механизма: 1— главный вал, 2— эксцентрик, 3— регулятор строчки, 4— шатун-вилка, 5 коромысло, 6— винт, 7—качающийся валик, 8—кулачок, 9—вилка, 10—вал подъема, 11—коромысло, 12—ролик, 13—вилка рычага, 14—зубчатая рейка, 15—вал продвижения.
В узле горизонтального перемещения используется эксцентриковый механизм (рисунок 2, а), который служит для преобразования вращательного движения в возвратно-поступательное или колебательное.
Основным звеном данного механизма является эксцентрик — круглый диск, ось вращения которого не совпадает с его геометрической осью. На рисунке 3 показана общая схема эксцентрикового механизма. При вращении главного вала 1 наиболее утолщенный участок эксцентрика будет пе-ремещаться по окружности по движению часовой стрелки. На рисунке он обращен вниз (I), влево (II), вверх (III) и вправо (IV). Как видно, схема движения эксцентрика сходна со схемой движения кривошипа и его пальца. Шатун 4 и его головка 3, надетая на эксцентрик 2, совершает колебательные движения. Ползун 5 совершает прямолинейные движения вверх и вниз по направляющим 6.
В швейной машине к узлу горизонтального перемещения (рисунок 2) относится вал продвижения 15. Коромысло вала 5, соединенное с нижней головкой шатуна-вилки 4, получает движение от главного вала 1 через эксцентрик 2. При вращении главного вала шатун-вилка совершает колебательное движение. Шатун поднимается, и вместе с ним поднимается коромысло 5, поворачивая вал продвижения против часовой стрелки. Рычаг 13, закрепленный на левом конце вала, отклоняется вместе с валом и продвигает зубчатую вилку от работающего. Продольное перемещение рейки 14 регулируется с помощью рычага регулятора строки 3, который соединен с шатуном через шарнирный винт и одетый на него ползун. Ползун, в свою очередь, вставлен в паз рычага регулятора строчки. Опуская или поднимая рычаг, мы изменяем величину поворота шатуна, что при-водит к большому повороту вала продвижения, т. е. увеличивается продольное перемещение рейки и, следовательно, длина стежка.
Эксцентриковый механизм состоит из эксцентрика, шатуна-вилки и коромысла.
Эксцентрик жестко закреплен на валу и совершает вращательное движение, является ведущим звеном. Шатун-вилка (как и в кривошипно-шатунном механизме) совершает колебательные движения, соединение эксцентрика с шатуном и ша-туна с коромыслом — подвижное. Коромысло жестко закреплено на валу продвижения и совершает колебательные движе-ния, является ведомым звеном.
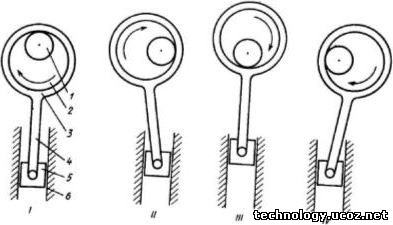
Рисунок 3 - Общая схема эксцентрикового механизма.
1—главный вал, 2— эксцентрик, 3—головка шатуна, 4—шатун, 5— ползун, 6— направляющие.
В узле вертикального перемещения применен кулачковый механизм, который служит для преобразования вращательного движения в сложное повторяющееся, совершающееся по определенному замкнутому циклу. Основной деталью данного механизма является кулачок (различают кулачки плоские (дисковые) и цилиндрические). При колебательных движениях (рис. 2, б) качающегося валика 7 кулачок 8 нажимает на рожки вилки 9, которые его охватывают. Вилка поворачивается вместе с валом подъема 10, поднимающим коромысло 11, на конце которого находится ролик 12, вставленный в вилку рычага двигателя ткани 13. При подъеме рычаг давит на верхний рожок вилки и поднимает его вместе с рейкой. Вал подъема получает движение от главного вала и качающегося валика, который, в свою очередь, получает движение от коленчатого вала через шатун. Его конструкция позволяет регулировать высоту подъема рейки в зависимости от толщины стачиваемых тканей.
Швейные изделия изготавливают на швейных машинах. Эти машины относят к технологическим. С их помощью преобразуют, изменяют форму, размеры или вид обрабатываемых предметов труда. В данном случае с помощью швейных машин швейные материалы путем механического скрепления преобразуются в швейные изделия.

В основе любой швейной машины лежит процесс образования стежка, конечным же результатом является строчка, представляющая собой непрерывную цепь стежков. В зависимости от характера переплетения ниток в стежках строчки подразделяются на челночные и цепные (рис. 4, 5). На рисунке 6 изображены различные виды строчек.

С принципом образования челночной строчки вы уже знакомились в восьмилетней школе и помните, что главное в петлеобразовании - это взаимодействие иглы с челноком. Есть правило, которое позволяет определить, правильно ли установлен челнок по отношению к игле и наоборот: игла при подъеме на 2-2,5 мм из нижнего крайнего положения образует петельку-напуск на линии движения челнока; носик челнока должен в это время находиться против центра этой петельки и входить в нее.

Игле принадлежит важная роль в рабочем процессе швейной машины. Иглы отличаются большим разнообразием. Так, иглами для сшивания тканей нельзя шить кожу; для шитья тонких Тканей применяют иглы диаметром рабочей части 0,6 мм, а для ОСОбр тяжелых работ требуются иглы диаметром 2,5-3 мм.
Иглы отличаются и по форме, они бывают прямые и изогнутые. С устройством прямой иглы вы знакомы, изогнутая игла изображена на рисунке 7. Такая игла представляет собой стальной цилиндрический стержень переменного сечения, который изогнут по радиусу. На наружной стороне изгиба иглы расположен длинный желобок, на внутренней - короткий. Эта игла служит для выполнения подшивочных работ.

Для различных швейных машин применяют различные типы игл (их 29). Тип иглы характеризует форма заточки лезвия: конусная или специальная. Размерные (длиннотные) параметры иглы характеризуются группами, имеющими буквенное обозначение: А, Б, В и т. д.
С увеличением скоростных характеристик швейных машин до 5000-6000 стежков в минуту, а также с появлением новых тканей, содержащих химические волокна, стали возникать нежелательные явления: нагревание игл в процессе шитья, а также стягивание ткани ниточной строчкой. В промышленности разработан ряд способов охлаждения иглы, а также уменьшения стягивания тканей созданием усложненных механизмов игл (отклоняющиеся вдоль строчки) и двигателей тканей (дифференциальный транспортер). Машины состоят из механизмов. В отличие от машин, преобразующих вид энергии, механизмы преобразуют вид движения. Большинство механизмов швейного оборудования является типовым. Это кривошипно-шатунные механизмы, преобразующие возвратно-поступательное движение во вращательное; кулачковые, преобразующие вращательное движение в возвратно-поступательное; эксцентриковые, преобразующие вращательное движение в возвратно-поступательное или колебательное и т. п. Эти механизмы используются не только в швейных, но и в самых разнообразных машинах.
Взаимодействие механизмов машины легче всего проследить по кинематической схеме, на которой они изображаются с помощью условных обозначений.
Кривошипно-шатунный механизм (рис. 8). Это один из типовых механизмов швейной машины (механизм иглы). Механизм очень распространен в различных машинах.
В одних случаях этот механизм получает движение от поршня к валу (в любом поршневом двигателе), в других - от вала (который вращается от какого-либо двигателя) к ползуну.

Картина подобного движения такова: вращается вал и вместе с ним кривошип 2 и шарнирно связанная с ним верхняя головка шатуна 3. И тогда ползун в направляющих игловодителя совершает возвратно-поступательное движение. На схеме вместо ползуна показан поводок 4, в котором закреплен стержень игловодителя 5. Такая конструкция кривошипно-шатунного механизма используется в швейной машине для преобразования вращательного движения главного вала в возвратно-поступательное движение иглы.
Кулисный механизм (рис. 9) служит для преобразования вращательного движения в колебательное или возвратно-поступательное. Эти механизмы выполняют те же функции, что и кривошипно-шатунные механизмы, и являются их видоизменением.

В швейной машине часто применяют кулисный нитепритягиватель в виде углового поворотного рычага, шарнирно присоединенного к корпусу машины. Одно плечо рычага (внешнее) снабжено ушком для нитки, а по вутреннему плечу рычага скользит кулисный камень 2, вложенный внутрь головки шатуна 3 игловодителя и получающий движение от кривошипа 4 главного вала 5. При вращении кривошипа главного вала и его пальца камень кулисы будет описывать эллипсообразную кривую, то приближаясь к точке своего качения (плечо кулисы уменьшается), то удаляясь от нее. При этом внешнее плечо углового поворотного рычага будет то опускаться, то подниматься.
Кулачковый механизм (рис. 10) используется в рабочих машинах и особенно в машинах-полуавтоматах, где управление сложными операциями производится без сложных механических и электрических устройств.

Рабочий вал 1 (его назвали распределительным за то, что он распределяет всю работу между отдельными механизмами), вращаясь, заставляет механизмы машины выполнять заданную работу.
В швейных машинах-полуавтоматах, например пуговичных, с помощью кулачков передается команда, когда пуговице надо перемещаться для прокола следующего отверстия или находиться на месте для закрепления стежка.

Эксцентриковый механизм (рис. 11). Данный механизм применяют для преобразования вращательного движения в возвратно-поступательное или колебательное различных исполнительных механизмов. В швейных машинах его часто применяют при передаче движения двигателю ткани (рейке) и т. д.
Передача рейке движения вверх и вниз осуществляется следующим образом. На валу закреплен эксцентрик 2. Своим эксцентриситетом он воздействует на шатун 3, сообщая ему движения вниз и вверх. Шатун поворачивает коромысло 4 с валом 5, удерживающимся во втулках 6. Закрепленное на переднем конце вала коромысло 7 также получает колебательные движения, а если его соединить с рычагом двигателя ткани, то последний будет опускаться и подниматься.
Настройка и регулировка узла продвижения ткани швейных машин достаточно сложный вид ремонта. Часто, именно неправильное взаимодействие движения рейки и иголки является причиной обрыва нитки, петляния, поломки иглы. Особенно это актуально для стареньких промышленных швейных машин 22 класса в ателье, регулировку которых часто выполняют знакомые "умельцы".
Настройка швейной машины проводится неопытным человеком, он что-то разбирает, собирает, вроде даже машинка нормально шьет. Но, как только он уходит, швейная машина начинает обрывать нитку, делать пропуски стежков, словно "скучая" по этому мастеру.
Старайтесь избегать услуг подобных мастеров, поскольку, чтобы он не сделал, машинка все равно не будет правильно настроена. При первой же нагрузке на узел петлеобразования (большая скорость или толстый шов) вы в этом убедитесь.
Если вам необходимо отрегулировать узел рейки, эта статья поможет понять принцип взаимодействия иглы и механизма продвижения ткани. К сожалению, дать точные рекомендации по настройке швейной машины очень сложно. У каждой машинки имеются отличия регулировки реечного узла. Но, раз уж вы читаете эту статью, наверное, кое-что знаете об устройстве швейной машины, и я надеюсь, сможете разобраться самостоятельно.
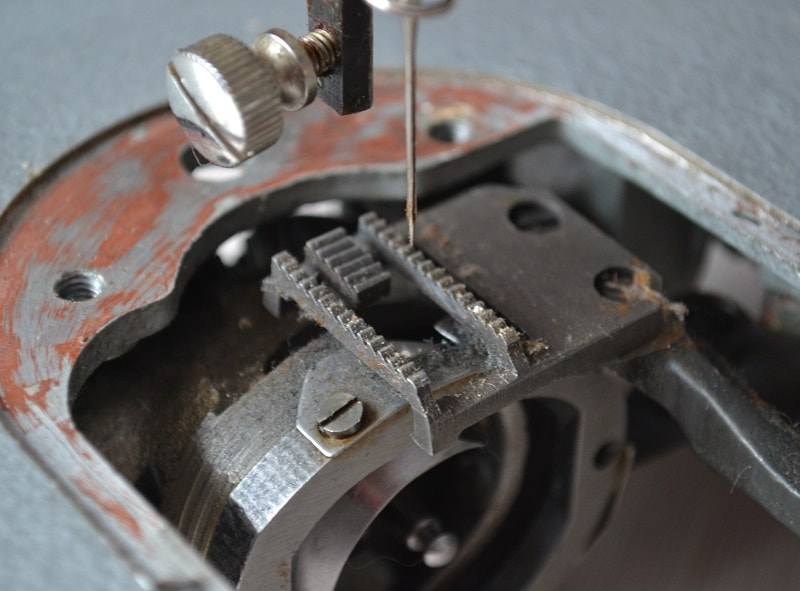
1. Рейка двигается в крайнее нижнее положение вместе с иглой
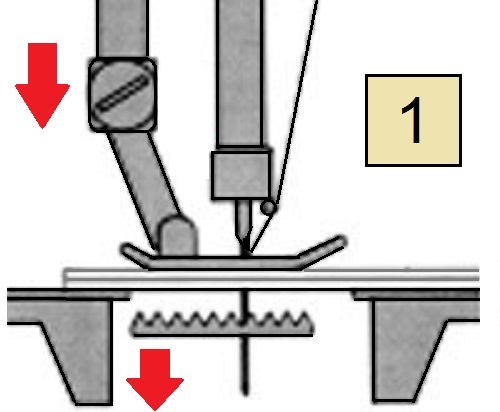
Игла всегда опускается в крайнее нижнее положение одновременно с рейкой. А самый важный параметр, по которому регулируется это взаимодействие - это момент "встречи" острия иглы с зубчиками рейки. Зубья рейки должны уже слегка опуститься в игольной пластине, но чуть "выглядывать", а острие иглы в этот момент должно находиться чуть выше зубьев, на 1,5 - 2 мм.
Собственно, это и есть основной параметр регулировки рейки любой прямострочной машины. Если вы его установите правильно, ваша машинка перестанет пропускать, собирать ткань и рвать нитку. Но, при условии, что другие настройки выполнены точно.
2. Момент, когда игла поднимается вверх
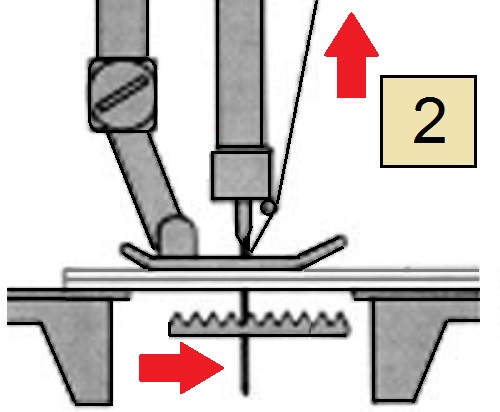
После того, когда игла достигает самого нижнего положения, она начинает движение вверх, а рейка двигается вперед, готовясь к новому циклу продвижения ткани. Происходит формирование стежка. Челнок снимает с иглы верхнюю нитку и начинается образование стежка.
В этом момент ничто не должно препятствовать движению верхней нитки. И если ткань будет в этот момент продвигаться рейкой, то верхняя нитка от излишнего натяжения может просто оборваться. Часто именно это движение ткани становится и причиной поломки иглы.
3. Затягивание нитки в стежке
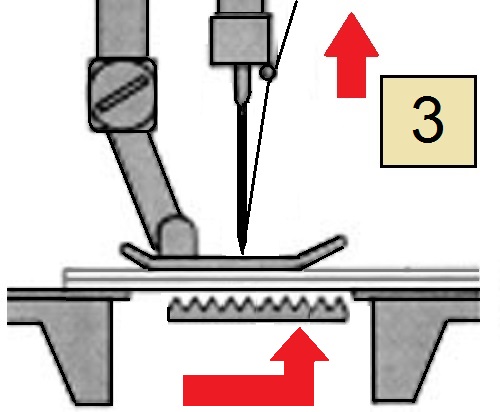
В момент, когда рейка поднимается к игольной пластине, происходит резкое вытягивание верхней нитки нитеводителем. Стежок полностью сформирован и избыток нитки, резким движением нитеводителя полностью вытягивается наверх.
Качество окончательной затяжки стежка будет зависеть не только от натяжения нитки, но и работы компенсационной пружины, состояния поверхности челнока, натяжения нижней нитки и др.
Рейка тоже оказывает влияние в этот момент на формирование стежка. Если она настроена неправильно, то нитка будет вытягиваться с трудом, иногда при этом обрываясь или образуя снизу петли.
4. Продвижение ткани для нового прокола иглы
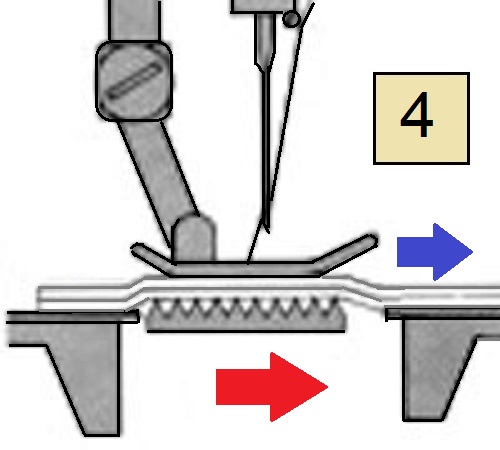
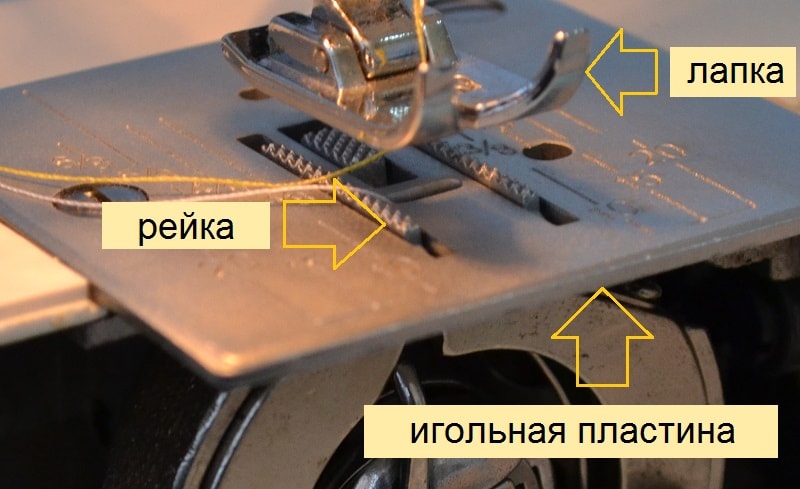
На последнем этапе движения рейки происходит продвижение ткани на длину стежка, установленную регулятором.
Обратите внимание, насколько высоко подымаются зубчики над игольной пластиной. В зависимости от толщины ткани они должны "выглядывать" из прорезей игольной пластины не более собственного размера.
Если ткани тонкие, то лучше наполовину опустить их, одновременно ослабить давление прижимной лапки и желательно заменить рейку и поставить рейку с более мелкими зубчиками. Но такая возможность предусмотрена только у промышленных швейных машин.
Вы должны знать, что прямострочные промышленные машины имеют как минимум 3 номера рейки и столько же игольных пластин. Меняйте рейку одновременно с заменой игольной пластины.

Причины пропуска стежков на швейной машине
Пропуски в строчке происходят по многим причинам. Но главная из них неправильно подобранные нитки и номер иглы. Нитки на шпульке "в идеале" должны быть тоньше на номер, номер иглы должен быть соответственно толщине нитки. А толщина ткани должна соответствовать номеру иголки. Вот такой "бермудский" треугольник.
Неполадки, неисправности, ремонт швейных машин
Швейная машина - сложный механизм и у этого механизма много узлов и параметров, которые необходимо уметь настраивать, ремонтировать. Настройка швейной машины и уж тем более ее ремонт не потребуется, если вы не "убиваете" ее подшиванием джинсов или пошивом брезентового полога для любимой машины. Обычно, причина неисправности лежит на поверхности: неправильно вставлена игла; игла не того типа или номера; неправильно подобраны нитки; неправильная заправка верхней нитки или нижней; отсутствие смазки и т.д.

Причины поломки иголки у швейной машины
Проверьте иглу, не затупилось ли у нее острие. Не подшивайте толстые джинсы на бытовой "белошвейке". Не тяните ткань во время пошива рукой. Проверьте, точно ли по центру стоит игла на прямой строчке у "Чайки". И тогда ваша машинка не будет ломать иглы при пошиве толстых тканей и материалов.

Ремонт швейных машин Подольск
Швейные машинки ПМЗ, выполняющие одну единственную строчку работали честно и добросовестно многие десятилетия. Конечно, таким машинкам, без исключения, требуется настройка, регулировка и даже порой замена некоторых деталей. Основные настройки швейных машин типа "Подольск" ПМЗ изложены у нас на сайте во многих статьях, почитайте.

Ремонт швейных машин Чайка
Настройка, ремонт швейной машины Чайка - особый случай. Если у вас есть "проблемы" с вашей машинкой Чайка, Мальва или Подольская (зигзаг) просмотрите статьи нашего сайта на эту тему. Возможно, многие советы и рекомендации вам помогут ее настроить.

Привод ножной швейной машины
Если вы пользуетесь швейной машиной с ножным приводом, подумайте о том, как установить на машинку электропривод. Крепление его подходит к любой бытовой машинке, цена небольшая и установить легко. Зачем использовать такой антиквариат в наше время, беспокоить соседей стуком, постоянно путая, в какую сторону его крутить? Пусть остается столиком, а машинкой можно управлять с помощью электропедали.
У вас есть швейная машинка, и вы любите шить? Тогда этот сайт для вас. Профессиональные мастера подскажут вам как выполнить мелкий ремонт швейной, вязальной машинки. Опытные технологи поделятся секретами пошива одежды. Обзорные статьи подскажут, какую купить швейную или вязальную машину, утюг манекен и много других полезных советов вы найдете на нашем сайте.
Спасибо, что вы полностью просмотрели страницу.
Копирование и перепечатка статей сайта "Швейный мастер" без согласия автора запрещена.
Авторские права защищаются законом.
Подобно кривошипно-ползунному работает эксцентриковый механизм, в котором роль кривошипа выполняет эксцентрик, укрепленный на ведущем валу. Цилиндрическая поверхность эксцентрика 2 (рис. 35) свободно охватывается хомутом 1 и бугелем 3, к которому прикреплен шатун 4, передающий во время вращения ведущего вала поступательное движение ползуну 5. В отличие от кривошипно-ползунного эксцентриковый механизм не может преобразовывать возвратно- поступательное движение ползуна во вращательное движение эксцентрика вследствие того, что между хомутом и эксцентриком, несмотря на наличие смазки, остается достаточное трение, чтобы препятствовать движению.

По этой причине эксцентриковый механизм применяют только в тех машинах, где необходимо вращательное движение преобразовывать в возвратно-поступательное движение и создавать небольшой ход исполнительному органу при значительных силах. К таким машинам относятся штампы, прессы и др.
Кривошипно-коромысловый механизм. Коромысло — звено рычажного механизма и представляет собой деталь в виде двуплечевого рычага, качающегося около средней неподвижной оси на стойке. На рис. 36 представлены конструктивная (I) и кинематическая (II) схемы такого механизма. Кривошип 1 может совершать вращательное движение. Кинематическая цепочка: кривошип 1, шатун 2 и коромысло 3, связанная шарнирными сочленениями, заставляет коромысло совершать качательные движения вокруг неподвижной оси на стойке.

Применяют кривошипно-коромысловый механизм в рессорных подвесках паровозов, вагонов, в конструкциях машин для испытания материалов, весов, буровых станков и др.
Технологическая часть
Маршрутная карта детали
а) Описание
Она представляет собой широко распространенную в машиностроении деталь типа ступенчатого вала. Анализ рабочего чертежа детали позволяет сделать следующие заключения:
· основными конструкторскими базами являются ось детали и торец, от которых заданы размеры;

· в массовом и крупносерийном производстве заготовки получают методами штамповки или из круглого проката.
Операция 005 – Заготовительная. Заготовку получаем прокатом.
Расчетная часть
Трудоемкость работы
Контроль
При выборе средств измерений в первую очередь должно учитываться допустимое значение погрешности для данного измерения, установленное в соответствующих нормативных документах.
В случае, если допустимая погрешность не предусмотрена в соответствующих нормативных документах, предельно допустимая погрешность измерения должна быть регламентирована в технической документации на изделие.
При выборе средств измерения должны также учитываться:
1. допустимые отклонения;
2. методы проведения измерений и способы контроля.
Главным критерием выбора средств измерений является соответствие средств измерения требованиям достоверности измерений, получения настоящих (действительных) значений измеряемых величин с заданной точностью при минимальных временных и материальных затратах.
Для оптимального выбора средств измерений необходимо обладать следующими исходными данными:
1. номинальным значением измеряемой величины;
2. величиной разности между максимальным и минимальным значением измеряемой величины, регламентируемой в нормативной документации;
3. сведениями об условиях проведения измерений.
Если необходимо выбрать измерительную систему,
руководствуясь критерием точности, то ее погрешность должна вычисляться как сумма погрешностей всех элементов системы (мер, измерительных приборов, измерительных преобразователей), в соответствии с установленным для каждой системы законом.
Предварительный выбор средств измерений производится в соответствии с критерием точности, а при окончательном выборе средств измерений должны учитываться следующие требования:
1. к рабочей области значений величин, оказывающих влияние на процесс измерения;
2. к габаритам средства измерений;
3. к массе средства измерений;
4. к конструкции средства измерений.
При выборе средств измерений необходимо учитывать предпочтительность стандартизированных средств измерений.
Точение производится на токарно-винторезном станке 16К20
Вес заготовки 3.55 кг. Материл резца Т15К6
где Тшт – штучное время
То – основное время
Тв – вспомогательное время
Тобс – время обслуживания
Тотд – время отдыха, личные надобности
Торг – организационное время
Tв1 = 0,08 мин (установить, снять деталь)
Тв2 = 0,05 мин (очистка резца от стружки щеткой)
Тв3 = 0,08 мин (закрепить резец в резцедержатель )
Тв4 = 0,02 мин (включить и выключить движение суппорта )
Тв5 = 0,01 мин (подвести или отвести инструмент к детали при обработке)
Тв6 = 0,08 мин (подвод и отвод резца)
Тв7 = 0,12 мин (измерение штангельциркуль) Тв=0,08+0,05+0,08+0,02+0,01+0,08+0,12=0,44мин
Топ - оперативное время,
Топ. = То +Тв = 0,29+0,44=1,13 мин
Торг = 4% от То =0,04 · 0,29=0,0116 мин
Тотд = 5% от То = 0,05 · 0,29=0,0145 мин
Тобс =3% от То =0,03·0,29=0,0087 мин
Тшт= 0,44 +0,29+ 0,0087+0,0145+0,0116= 1,165 мин
Приспособление представляет собой эксцентриковую втулку диаметром 78f9 мм, изготовленную из инструментальной стали У8 ГОСТ 1435-74. Во втулке имеется 3 паза (для легкой посадки втулки на вал) шириной 3 мм и длинной 100мм, на конце каждого паза отверстие диаметром 5мм (для снятия напряжений). Так же имеется внутренняя фаска 3×15⁰. Имеется две фаски 4×45⁰. Профрезерованна лыска под углом 30⁰, шероховатость 1,25, посредине размерами 0,5×8 гравируется и заливается черным лаком риска. Необходимо соблюдение параллельности оси втулки относительно оси вала с отклонениями 0,05. Глубина риски составляет 0,1 мм.

1.Определяем осевую силу.
По таблице 22 стр. 273 определяем значения коэффициентов и показатели
Где К0 = 1,5 – гарантированный коэффициент запаса для всех приспособлений;
К1 = 1,2 – коэффициент учитывающий состояние поверхности заготовки
для необрабатываемой заготовки;
К2 = 1 – коэффициент учитывающий влияние сил резания от
прогрессирующего затупления инструмента;
К3 = 1 – коэффициент учитывающий увеличение силы резания при
К4 = 1,3 – коэффициент учитывающий постоянство силы зажима
развиваемый приводам приспособления; для ручного привода с удобным
К5 = 1 - коэффициент учитывающий установку деталей на планке с
большой поверхностью контакта.
К = 1,5 * 1,2 * 1 * 1 * 1,3 * 1 = 2,34
2. Определяем усилие зажима.
3. Определяем крутящий момент.
Определяем крутящий момент:
4. Определяем действительное усилие зажима.
6. Определяем продольную силу
7. Найдем силу трения, которая возникает между стенками втулки и валом.
- коэффициент трения сталь о сталь, = 1,4
Список литературы:
2. Горбацевич А.Ф. - Курсовое проектирование по технологии машиностроения.(Изд. 3е) 1975
3. Косилова А.Г., Мещеряков Р.К. "Справочник технолога-машиностроителя" в 2-х томах. Том 2 (1986)
4. Приспособления для металлорежущих станков Автор: Ансеров М.А. Издательство: Машиностроение Год: 1975
Введение
Подобно кривошипно-ползунному работает эксцентриковый механизм, в котором роль кривошипа выполняет эксцентрик, укрепленный на ведущем валу. Цилиндрическая поверхность эксцентрика 2 (рис. 35) свободно охватывается хомутом 1 и бугелем 3, к которому прикреплен шатун 4, передающий во время вращения ведущего вала поступательное движение ползуну 5. В отличие от кривошипно-ползунного эксцентриковый механизм не может преобразовывать возвратно- поступательное движение ползуна во вращательное движение эксцентрика вследствие того, что между хомутом и эксцентриком, несмотря на наличие смазки, остается достаточное трение, чтобы препятствовать движению.
По этой причине эксцентриковый механизм применяют только в тех машинах, где необходимо вращательное движение преобразовывать в возвратно-поступательное движение и создавать небольшой ход исполнительному органу при значительных силах. К таким машинам относятся штампы, прессы и др.
Кривошипно-коромысловый механизм. Коромысло — звено рычажного механизма и представляет собой деталь в виде двуплечевого рычага, качающегося около средней неподвижной оси на стойке. На рис. 36 представлены конструктивная (I) и кинематическая (II) схемы такого механизма. Кривошип 1 может совершать вращательное движение. Кинематическая цепочка: кривошип 1, шатун 2 и коромысло 3, связанная шарнирными сочленениями, заставляет коромысло совершать качательные движения вокруг неподвижной оси на стойке.
Применяют кривошипно-коромысловый механизм в рессорных подвесках паровозов, вагонов, в конструкциях машин для испытания материалов, весов, буровых станков и др.
Технологическая часть
Назначение, устройство, принцип работы эксцентрикового механизма
Изобретение относится к машиностроению, а именно к механизмам, преобразующим вращательное движение в возвратно-поступательное или колебательное. Эксцентриковый механизм для преобразования вращательного движения в возвратно-поступательное или колебательное содержит стойку, ведущий вал, шатун, ведомое звено и эксцентриковый подшипник с телами качения разного диаметра. Наружное кольцо указанного подшипника жестко соединено с шатуном, а внутреннее - с ведущим валом. Причем наружное и внутреннее кольца, а также тела качения снабжены зубчатыми венцами, находящимися в зацеплении. Внутреннее кольцо подшипника закреплено на ведущем валу эксцентрично.
Эксцентрик представляет собой два соединённых жёстко вала со смещёнными осями (либо вал с нецентральным отверстием). Один из валов (либо ось) вставляется в кольцо на опоре, на второй (рабочий) вал надевается кольцо, воспринимающее результирующее движение. По своей сути это кривошип очень маленького размера, и иногда эксцентрик используется именно в таком качестве, например, для создания вибраций.
Однако чаще всего такая конструкция используется для регулировки: подвод опор колодок барабанных тормозов, регулировка натяжения приводных ремней на двигателях, согласование входов водопроводного смесителя и выходов на стене и т. п.
Эксцентрик сам по себе выполнен как в предыдущем пункте, однако результирующее движение воспринимается в одной или в двух противоположных точках плоскостью (торцом) поступательного либо качающегося звена — толкателя. По своей сути это (простейший) вариант кулачкового механизма, создающий гармоничное движение, при котором перемещения толкателя пропорциональны косинусу (или синусу) угла поворота эксцентрика. Чаще всего применяется для привода поршней или мембран маломощных насосов (топливные насосы двигателей), а также для небольшого поступательного перемещения, например, преобразования вращательного движения ручки замка́ в возвратно-поступательное движение засова-защёлки.
Вал – эксцентрик представляет собой сборочную единицу, входящую в состав устройства для удержания бабы в верхнем положении.
Устройство для удержания бабы в верхнем положении обеспечивает безопасность при выполнении ремонтных и наладочных работ.
Принцип работы устройства следующий: на режиме "Держание бабы на весу" рукоятка Р переводится влево на 180°.
Упор С, вмонтированный в буксе бабы, концом входит под нижний торец бабы. Одновременно толкатель Т нажимает на конечный выключатель В и цепь пуска электродвигателя разрывается. Средний (атмосферный) кран при этом необходимо оставить в положении "Закрыт".
Вновь молот может быть включен только при возврате рукоятки Р в первоначальное положение поворотом на 180°вправо. Баба под действием собственного веса опустится на нижний боек. Самопроизвольное смещение рукоятки из крайних положений предупреждается шариковым фиксатором К.
 |
Для пуска молота необходимо средний кран перевести в положение "Открыт" и нажать кнопку "Пуск". Молот осуществляет режим "Холостой ход". (см. рис.1)
Вал эксцентрика является телом вращения, имеет три ступени:
1 ступень диаметром 30h8 мм является базовой для установки рукоятки
2 ступень диаметром 45e9 имеет лыску длиной 55 мм для упора толкателя
3 ступень диаметром 20е9 для сопряжения упора С, вмонтированного в буксе бабы.
На валу предусмотрено два отверстия расположенных под углом друг относительно друга 120°, для лучшей смазки.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Читайте также: