
Как из утюга сделать паяльник для полипропиленовых труб
Обновлено: 03.05.2024
Соединение полипропиленовых труб без пайки стало возможным с появлением таких связующих элементов, как фитинги, муфты, фланцы, а также высокопрочных клеевых составов, предназначенных именно для полимерных изделий.
Использование такого материала, как полипропилен решило проблему корродирования водопроводов, труб теплоснабжения и канализации. Повсеместное применение полипропиленовых трубопроводов приносит немалый экономический эффект практически во всех сферах деятельности человека.
В отличие от металлических изделий пластиковые трубы соединяют пайкой, используя специальный паяльник. Сам процесс довольно прост, но не всегда целесообразно ради этого приобретать дорогое оборудование, и не везде его можно взять напрокат.
Мастера научились, самостоятельно соединять полипропиленовые трубы без пайки, используя пластмассовые фитинги. На сегодня известны несколько способов соединения без сварки.
Один из них заключается в том, что концы коммуникации скрепляют фитингами, которые обжимают специальными клещами. В результате, фитинги из мягкого сплава, деформируясь образуют прочный плотный неразъёмный узел.
Помимо этого, пластик стягивают фланцами, склеивают, соединяют муфтами и резьбовыми комбинированными фитингами. Обо всём этом подробно речь пойдёт ниже.

Виды соединений без сварки
Способы стыковки полимерных трубопроводов можно классифицировать, как:
- обжимные;
- разъёмные;
- резьбовые.
Обжимные
Так называют узлы с использованием специальных цанговых фитингов. Их монтаж производится специальными ключами. Назначение обжимного устройства – обеспечение плотного герметичного сочленения металлического водопровода с пропиленовой трубой.

К плюсам можно отнести быстроту монтажа, высокую герметичность соединительных узлов. Минусом можно считать сложность и дороговизну цанговых устройств.
Разъёмные
В тех случаях, когда система трубопроводов нуждается в периодической разборке узлов, стыковки делают разъёмными. Для этого используют специальные комбинированные фитинги. Металлические вставки с резьбой вправляют в пластик с одного конца, а в другую трубу вставляют посадочный конус с накидной гайкой. Гайку накручивают на встречную резьбу, конус плотно входит в посадочное место, образуя крепкое плотное соединение. Для разборки достаточно открутить гайку и развести концы в стороны.

Преимущество способа заключается в том, что при аварийной ситуации или во время проведения ремонтных работ можно быстро изолировать нужный участок системы водоснабжения путём разборки разъёмных соединений и установки заглушек.
Недостаток такого способа соединений — сложный монтаж.
Резьбовые
Резьбовые соединения – это ещё один способ, как соединять без паяльника пластиковые трубы. Стыкуют элементы полимерных водоводов с помощью полипропиленовых, комбинированных или металлических фитингов различной конструкции и типоразмеров.
Герметичность стыковочных узлов достигается путём установки уплотнительных прокладок или обвязки контактных поверхностей полимерной лентой ФУМ либо паклей. Прочность и надёжность креплений обеспечивается болтовыми стяжками.
Плюсом такого способа стыковки полимерных водопроводов, несомненно, является быстрота и простота монтажа соединительных узлов. Негативный момент – это наличие в соединительных узлах мест с большим риском протечек.
Способы соединения
На сегодня существует целый ряд способов сочленения полимерных водоволов между собой и с трубами из металла – это:
- фитинги;
- фланцы;
- муфты;
- склейка;
- в раструб;
- холодная сварка;
- паяльная лента.
Фитинги
Части пластиковых коммуникаций успешно соединяют компрессионными фитингами. Универсальность изделий состоит в том, что ими можно стыковать изделия из разных материалов. Так можно соединять алюминиевые с медными, полипропиленовыми, ПВХ и ПНД элементами. Уникальность конструкции заключается в том, что узлы соединений можно многократно, как собирать, так и разбирать. Рынок сантехники насыщен множеством различных по конструкции компрессионными фитингами.
Их устройство представляет собой корпус, внутри которого содержится втулка и два зажимных уплотнительных кольца. Изделия применяют также для стыковки трубопроводов из ПНД и ПВХ. Обжимные детали устойчивы к ультрафиолету и химически агрессивным средам. Обжимные фитинги нашли своё применение в системах холодного водоснабжения малоэтажных домов, уличных водоводах посёлков и деревень.
Устанавливают фитинг следующим образом:
- Концы двух труб обрабатывают, срезая фаску под углом специальным резаком – фаскоснимателем.

- С обеих сторон корпуса фитинга откручивают обжимные гайки, не снимая их.
- Концы труб смазывают мыльным раствором или жидким мылом и с усилием вставляют их с обеих сторон в обжимные гайки. Когда патрубки войдут в уплотнительные кольца, будет слышен негромкий щелчок.
- Обжимные гайки закручивают до упора с усилием.

- Перед пуском воды соединительный узел проверяют вручную на прочность, стараясь разъединить детали.

Фланцы
Монтаж фланцев – это ещё один из самых надёжных способов, как соединять без паяльника пластиковые изделия. Для получения надёжного соединения важно правильно подготовить трубы и фитинги с фланцами. Существует несколько вариантов строения крепёжных элементов для элементов малого и большого диаметра. Для соединения элементов бытовой водопроводной системы из полипропилена применяют фланцы с компрессионными фитингами. Пользоваться такими монтажными приспособлениями очень удобно:
- концы труб подготавливают, очистив от пыли и грязи, сняв по краям фаску под конус;
- патрубки смазывают моющим средством или жидким мылом. Затем их вдавливают внутрь обжимных гаек до характерного щелчка уплотнительного кольца;
- фланцы с резиновыми прокладками сводят вместе так, чтобы монтажные отверстия совпадали;
- болты заводят в отверстия и стягивают гайками с шайбами;
- открывают воду. Если наблюдается протечка, то болты аккуратно подтягивают по кругу до исчезновения влаги на фланцах.

Соединение полипропиленовых труб без пайки с помощью фланцев является чуть ли не единственным способом монтажа полипропиленовых элементов горизонтальных канализационных коммуникаций. Применяются фланцы, сделанные из чугуна.

Отличием от предыдущей модели является литой корпус с уплотнительным кольцом, состоящий из двух частей.
Трубу заводят во фланец с заранее надетой накидной планкой, которую затем подтягивают болтами до получения плотного соединения.
Муфты
Эффективный способ соединения полимерных трубопроводов осуществляется с помощью муфт. Их изготавливают с рабочим диаметром 63 – 315 мм из высокопрочного чугуна с эпоксидным порошковым покрытием. Фиксирующее кольцо – сталь, уплотнительные кольца сделаны из этиленпропиленового каучука.
Преимущества муфтовых соединений заключается в том, что монтаж происходит без сварки или клея. Муфта защищает соединение от растягивающих нагрузок, гидроударов, просадок грунта и т.п. Монтаж соединительных устройств может происходить в любых условиях, даже в таких, как мороз, обводнённость грунта, неполное перекрытие воды в трубе. Обеспечивает плотное и надёжное соединение трубопроводов из разных материалов.

Монтаж муфты очень прост.
- С концов труб удаляют грязь и пыль.
- Снимают фаску под конус на станке или рукой с ножом.
- Замеряют расстояние до середины глубины муфты.

- Отмечают рисками, полученный размер на обеих трубах.
- Все четыре болта муфты ослабляют и заводят в неё пластиковые водоводы до полного закрытие рисок.

- После этого равномерно затягивают болты. Монтаж закончен.
Склейка
Вместо того, чтобы спаять полимерные патрубки, их можно склеить. Полипропилен тяжело поддаётся склейке, так как пластик обладает высокой химической инертностью и трудно образует связи на молекулярном уровне. Клей для полипропиленовых труб применяют двух видов – это однокомпонентное средство готовое к употреблению и двухкомпонентный состав (основную густую массу смешивают с жидким отвердителем). Процесс склеивания не требует создания каких-либо особых условий. Для этого используют двухкомпонентное средство известное, как эпоксидный клей.
Трубы склеивают с помощью различных фитингов из того же материала. Они представляют собой цилиндры-бочонки для прямой стыковки, углы 90 и 45 градусов для поворотов, а также ещё есть переходы, которые применяют при пересечении трубопроводом другой линии коммуникации.

Алгоритм склеивания состоит из следующих этапов:
- концы труб ровно обрезают специальным труборезом;
- замеряют глубину фитинга с обеих сторон;
- полученный размер переносят на патрубки, отмечая границы рисками;
- эпоксидную смолу смешивают с отвердителем;
- клеевой состав наносят кисточкой на отмеченные зоны труб и внутри фитинга;
- детали соединяют в один узел и выдерживают сутки;
- по истечении этого срока включают воду.
В раструб
Такой способ применяется при монтаже канализационных коллекторов. Канализация в доме представляет собой систему, состоящую из стыковочных элементов с раструбами на конце. Соединение в раструб можно делать только в сливных безнапорных коммуникациях. Монтаж секций с раструбами не требует применения клея или сварки. Стыковка происходит вручную без особых усилий. Непременным условием монтажа является постоянное соблюдение уклона сверху вниз для беспрепятственного стока фекальных и загрязнённых вод.

Канализационные пропиленовые трубы обладают небольшим весом, легко гнутся и пилятся ножовкой. Монтаж трубы в раструб другой создаёт плотное герметичное соединение практически бессрочной эксплуатацией. Важной деталью стыковочного узла является резиновая прокладка в виде двухступенчатого кольца. От правильной установки резинки зависит герметичность стыка. В сливной системе специалисты рекомендуют применять следующие диаметры труб:
- 100 мм для центрального стояка и сливного отвода унитаза;
- 65 – 75 мм для вертикальных отводов стояка;
- 50 мм для комбинированного слива ванной и раковины;
- 40 мм для сифонов ванн и раковин;
- 32 мм для кухонных моек и биде.
Алгоритм соединения в раструб можно описать следующим образом:
- раструб протирают ветошью с мыльным раствором;
- торец второго элемента обрезают труборезом строго под прямым углом;
- в раструб вставляют уплотнительное резиновое кольцо, предварительно смазав любым жирным составом. Это позволит вставить его быстро и плотно в посадочное место раструба;

- стыковочную канавку зачеканивают цементным раствором;
- в случае необходимости стыковочный узел легко разбирают.

Холодная сварка
Холодной сваркой называют специальный клеевой состав, изготовленный из хлорированного поливинилхлорида (ХПВХ). Средство растворяет поверхностные слои полипропиленовых труб и фитингов. При стыковке деталей, пропитанных клеем, происходит взаимопроникновение разжиженных слоёв на молекулярном уровне. В результате в месте стыковки образуется однородный прочный массив. Такой процесс называют холодной диффузионной сваркой.
Холодная сварка осуществляется следующим образом:
- если изначально прогреть феном стыкуемые поверхности, то их адгезия значительно повысится;
- все поверхности должны быть сухими даже если инструкция допускает некоторую влажность стыковок;
- клей для сварки жидкий, а для ремонтных работ он первоначально похож на пластилин.
Паяльная лента
Это отличная альтернатива пайке электропроводов, которая содержит в себе и олово и флюс. Средство предназначено для спайки проводных изделий.
В качестве соединителя для ленту нельзя использовать по причине отсутствия адгезии у полипропилена к металлам.
Даже если допустить, что паяльную ленту можно использовать в качестве уплотнителя, то становится понятной абсурдность этой идеи.
Какой способ соединения выбрать
Пользуясь информацией, изложенной выше, можно вполне объективно оценить применение упомянутых способов соединения без пайки для монтажа таких коммуникаций, как:
- холодное водоснабжение;
- горячее водоснабжение;
- отопление;
- канализация.
Холодное водоснабжение
Для монтажа систем холодного водоснабжения в домах и квартирах наиболее подходят фитинги. Их плюсом является то, что они отлично служат в качестве соединений полипропиленовых труб между собой и с трубами из других материалов. Также, как и фитинги для бытовых сетей водоснабжения применяют муфты. И те и другие предназначены для соединений труб диаметром от ½ до 3 дюймов. К минусам можно отнести дороговизну стыковочных узлов.
Полимерные трубы и фитинги для холодной воды хорошо выдерживают склейку эпоксидными составами и соединения холодной сваркой. Плюсом клеевых способов является быстрота и простота монтажа. Минусами таких соединений является высокая требовательность точного выполнения технологии клейки. Малейшее её нарушение приводит к протечкам водоводов.
Горячее водоснабжение
Как и трубопроводы для холодной воды, водопроводные трубы, предназначенные для горячего водоснабжения, отлично выдерживают соединения с помощью фитингов и муфт.
Если что и можно отнести к недостаткам, так это невозможность их склеивания клеем и холодной сваркой. Эти составы не выдерживают сильного нагрева и под его воздействием полностью разрушаются.
Отопление
Для систем отопления домов и квартир наиболее подходят резьбовые и разъёмные соединения полипропиленовых труб. Особенно востребованы муфты типа американки.
Они играют роль переходников от полимерных патрубков к радиаторам отопления из алюминия, стали и биметалла. Особые недостатки такого способа соединений не наблюдаются.
Канализация
Имеется в виду безнапорная система слива загрязнённой воды от бытовых сантехприборов таких, как ванна, раковина, мойка, унитаз, биде и трап в полу. Используют трубы диаметром от 32 до 100 мм. Их монтируют посекционно. Каждая секция, с одной стороны, расширяется в виде лейки (раструба).
При входе одной секции в другую герметичность достигается благодаря уплотнительному резиновому кольцу. Несомненным плюсом раструбных соединений является лёгкость монтажа, не требующая практически никаких чрезмерных физических усилий. Недостатков обнаружено не было.
Когда возникает необходимость соединений без пайки
Необходимость соединять полипропиленовые трубы и фитинги без пайки может возникнуть по следующим причинам:
- в новостройке временно не подведена линия электроснабжения и воспользоваться сварочным прибором нет возможности;
- трубопровод монтируют в стеснённых условиях, где невозможно поместить сварочный аппарат;
- не умение или нежелание пользоваться сварочным оборудованием.
Заключение
Практически все хозяева жилищ, которые устроили внутренние коммуникации из полипропиленовых труб без пайки довольны своим положением.
Системы из полимерных трубопроводов не вызывают нареканий в течение нескольких десятилетий.
Если вы решили в доме поменять трубы, заменить металлические на полипропиленовые (для горячего и холодного водоснабжения и системы отопления). Вам просто будет необходим паяльник, что бы соединить трубы и фитинги в одну систему. Покупать такой агрегат тем более, если вы этим занимаетесь без году неделю, нет резона. Предлагаю своими руками сделать паяльник для полипропилена из старого утюга и подручных материалов. Таким образом вы не только приобретете полезный инструмент, а и сэкономите.
Покупать такой агрегат тем более, если вы этим занимаетесь без году неделю, нет резона ведь хороший качественный по цене не каждому по карману, а покупать одноразовый китайский, не такие мы богатые что бы покупать дешевые вещи. Предлагаю своими руками сделать паяльник для полипропилена из старого утюга и подручных материалов. Таким образом, вы не только приобретете полезный инструмент, а и сэкономите.

Что бы сделать самодельный паяльник мне понадобились:
- старый поломанный утюг(с функциональным нагревательным элементом);
- металлический детский конструктор (позаимствовал у сына);
- прорезиненная ручка от дрели;
- механический переключатель (тумблер);
- асбестовый шнур;
- алюминиевый сплав (дюраль);
- изолента.
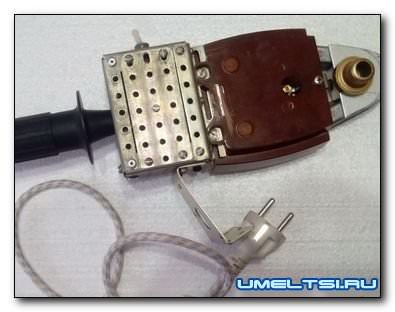
Ход работы по изготовлению паяльника для полипропиленовых труб
1. Дно утюга при помощи болгарки обрезаем от лишних деталек, затем делаем накладку из алюминия .



2. Из металлического конструктора делаем коробку, к которой монтируем от дрели ручку и лампочку от утюга. К проводу крепим тумблер и регулятор для паяльника, тоже взятого из утюга. Соединяем все вместе, провода зажимаем гайками, или припаиваем.


3. Затем крепим нагревательные элемент к корпусу через асбестовую прокладку болтами.

Вот и все, с небольшой потерей времени и материала, у нас получился паяльник для полипропиленовых труб своими руками.
Как изготовить самодельный паяльник для полипропиленовых труб? У хорошего мастера всегда есть под рукой высококачественные инструменты. Даже в домашних условиях всегда есть инструмент, а если подходящего не найдется, можно собрать самим. Если вы надумали сменить канализационные, водопроводные, отопительные трубы, обязательно понадобится паяльник для полипропиленовых труб.

Для сварки полипропиленовых труб используется специальный паяльник, действующий по принципу утюга.
Сейчас очень редко можно встретить железные или чугунные трубы, большую популярность приобрел пластиковый материал.
Какой паяльник лучше?
Существует очень большой выбор данного продукта. Продавцы-консультанты будут предлагать вам множество инструментов, но не ответят, какой из них лучше. Поэтому в первую очередь надо обратить внимание на страну-производителя. Сейчас в рейтинге самых популярных паяльников первое место занимает Чехия, следом за ней – Турция, на третьем месте Россия, а на четвертом – Китай.
Такой аппарат используют для нагревания концов полипропиленовых труб и дальнейшего соединения их друг с другом. Аппарат изготовлен так, что можно работать с разными диаметрами труб. Чтобы все получилось правильно, нужно знать температурный режим оборудования. Конфигурация паяльника состоит из подошвы, двух нагревательных ТЭНов, насадок различных диаметров, которые крепятся в специальные отверстия.

Паяльник позволяет легко соединять концы полипропиленовых труб любых размеров.
Чтобы понять принцип работы паяльника, его можно сравнить с работой утюга. Но утюг оснащен одним нагревающим ТЭНом, а полипропиленовый паяльник – двумя. А также у него имеется терморегулятор и дополнительно встроенный инструмент – рулетка. Еще в комплекте идет спиртовой маркер, уровень, резак для пластиковых труб.
Чтобы правильно начать им работать, нужно сначала изучить технологию пайки. Паяльник следует установить на специальные ножки (они у вас в комплекте), а только потом включить в сеть.
Выбирайте элемент по размеру разъема, который предназначен для самой пайки. Нагреваете до максимальной температуры, соединяете концы очень быстро и ровно и придавливаете друг к другу.
Чтобы все хорошо получилось с первого раза, паяльник необходимо разогреть для максимальной температуры – примерно 20 минут, потом 5 минут нужно подождать, чтобы сами насадки разогрелись.
Сам процесс пайки займет около минуты, но лучше прочитайте в инструкции к аппарату. Если произошла пауза в самом процессе пайки, не пытайтесь повторно нагревать, так как трубы пластиковые и сам материал растягивается, а это значит, что шов может пострадать.
Самодельный паяльник для пайки полипропиленовых труб

Основные части паяльника.
Если прибор вам не по карману или нет лишних средств для приобретения паяльника для полипропиленовых труб, надо его сделать своими руками.
Эту технику можно сделать на основе старого утюга.
- утюг мощностью 800 Вт;
- нагреватель (не со спиралью, а с ТЭНом, желательно в алюминиевом корпусе);
- хромель-копелевая термопара;
- два наконечника;
- два провода длиной около 1 м каждый;
- старый магнитофон;
- асбестовая вата;
- оргстекло;
- дихлорэтан.
Этапы выполнения работы

Самодельный паяльник для полипропиленовых труб удобнее всего изготовить из старого утюга.
С плиты утюга убирают регулятор температуры.
Удаляют все ненужные выступы и проводки, должна остаться одна голая плита.
Сходите к токарю и закажите два наконечника, один для трубы, а другой – для фасонины (под штуцер и гайку). Размеры берите сами, для этого измеряйте диаметр своей трубы.
Когда токарь все сделает, с помощью дрели сверлите отверстие диаметром около 6 мм, берете болты и прикручиваете наконечники.
На противоположной стороне от носа утюга сверлите отверстие таким размером, чтобы свободно можно было установить термопару.
Все детали соединяют и собирают в кожух.
Берут провод длиной примерно 1 м и присоединяют к термопаре.
Потом берут другой провод такой же длины и присоединяют к нагревательному элементу. Выводят наружу через верх рукоятки.
Саму рукоятку крепят с внешней стороны кожуха.
На следующем этапе нужно, чтобы между кожухом и плиткой образовалось пространство, его надо заполнить термоизолятором, можно взять простую асбестовую вату.

Схема самодельного паяльника из утюга.
У вас должно получиться так, что будут выступать два наконечника за пределы кожуха, их нужно термоизолировать.
Теперь размещают сам терморегулятор, его нужно расположить отдельно и желательно в пластиковом корпусе. Можно использовать оргстекло и дихлорэтан.
Для индикации может пригодиться старый магнитофон, там есть индикатор, а в нем стрелочки и, главное, нулевая метка. По всем правилам эта метка будет составлять 270°.
Если стрелка будет показывать в красном секторе, значит, температура выше нормы, а если в желтом – ниже.
Еще один немаловажный элемент – это резистор, он выведен снаружи корпуса терморегулятора.
Он будет показывать, работает ли нагревательный элемент.
Сам процесс состоит в следующем. Как только вы включите паяльник в розетку, ручкой нужно выставить температуру 270°.
Загорится светодиод и даст сигнал о том, что паяльник начинает нагреваться до нужной температуры, а когда он погаснет – можно приступать к работе.
Решать, что лучше – собрать своими руками или купить, только вам. Новый паяльник на строительном рынке обойдется в 15-18 тыс. руб. Если захотите собрать самостоятельно, это будет стоить всего около 2 тыс. руб. так как старый утюг всегда есть в гараже у любого хозяина.

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Видео описание
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Видео описание
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Читайте также: