
Как отрегулировать зубчатую рейку на швейной машинке
Обновлено: 01.05.2024
Обычно натяжение нити регулируется в соответствии со свойствами материала, нити и другими параметрами.
В принципе натяжение нити регулируется по получаемым в результате стежкам. Натяжение игольной нити регулируется вместе с натяжением шпульной нити.
Для того чтобы отрегулировать натяжение шпульной нити, поверните пружинный винт шпульного колпачка А (см. рис. 21) по часовой стрелке для увеличения натяжения или против часовой стрелки для уменьшения натяжения.
Натяжение игольной нити регулируется изменением:
натяжения нитепритягательной пружины;
амплитуды колебания нитеприятагательной пружины;
натяжения диска натяжения;
положения нитенаправителя 6 на рис. 17. Все эти регулировки описаны ниже.
Регулировка нитепритягательной пружины
Нормальное натяжение нитепритягательной пружины составляет примерно 35-55 г. Обычная амплитуда колебания нитепритягательной пружины составляет 5-8 мм. Для стачивания легких материалов (с короткими стежками) ослабьте натяжение пружины и увеличьте амплитуду пружины, а при стачивании тяжелых материалов увеличьте натяжение пружины и уменьшите амплитуду пружины.
5.1.1 Регулировка натяжения нитепритягательной пружины

(рис. 23)
Ослабьте установочный винт натяжного штифта А, поверните натяжной штифт В по часовой стрелке, чтобы увеличить натяжение пружины, или поверните натяжной штифт против часовой стрелки, чтобы уменьшить натяжение пружины. По окончании регулировки убедитесь, что установочный винт натяжного штифта А затянут.
атяжение нитепритягательной пружины составляет около 45 г. Чтобы добиться такого натяжения, сначала ослабьте установочный винт А, затем поверните натяжной штифт В против часовой стрелки, чтобы уменьшить натяжение нитепритягательной пружины С до нуля, поворачивайте натяжной штифт В по часовой стрелке, пока пружина С
не соприкоснется со стопором регулятора нитепритягательной пружины, затем поверните натяжной штифт В по часовой стрелке еще на ½ оборота. По окончании регулировки затяните установочный винт натяжного штифта А.
Регулировка амплитуды нитепритягательной пружины
Ослабьте установочный винт В, поверните натяжной комплект С по часовой стрелке, чтобы увеличить амплитуду или поверните натяжной комплект С против часовой стрелки, чтобы уменьшить амплитуду. По окончании регулировки затяните установочный винт В.

Перед отправкой с завода нитепритягательная пружины регулируется соответствующим образом. Повторная регулировка необходима только в случае стачивания особых материалов или использования особых нитей.
Регулировка нитенаправителя
Положение нитенаправителя влияет на качество стачивания и поэтому должно быть отрегулировано в соответствии со стачиваемым материалом и условиями стачивания.
Нормальное взаимоотношение положения нитенаправителя (рис. 17) и стачиваемого материала показано в следующей таблице.



Вес стачиваемого материала
Регулировка натяжения игольной нити и шпульной нити
На рис. 25 показаны различные формы стежков, которые могут получиться при работе на машине.
Стежок нормальной формы показан на рис. 25 (а). Если в результате шиться получаются неправильные строчки, стягивающие материал, пропускающие стежки и обрывающие нить, необходимо отрегулировать натяжение игольной и шпульной нити.

Если натяжение игольной нити слишком сильное или натяжение шпульной нити слишком слабое, как показано на рис. 25 (b), поверните регулятор натяжения против часовой стрелки, чтобы уменьшить натяжение игольной нити, или затяните регулировочный винт шпульного колпачка, чтобы увеличить натяжение шпульной нити (см. рис. 26).
Если натяжение игольной нити слишком слабое или натяжение шпульной нити слишком сильное, как показано на рис. 25 (с), поверните регулятор натяжения по часовой стрелке, чтобы увеличить натяжение игольной нити, или поверните регулировочный винт шпульного колпачка против часовой стрелки, чтобы уменьшить натяжение шпульной нити (см. рис. 27).
Если в результате получаются стежки, показанные на рис. 25 (d), (е), регулировка может быть выполнена, как описано выше.

6. Регулировка
Синхронизация движения иглы и челнока
Регулировка положения иглодержателя
Повернуть моховое колесо, чтобы перевести иглодержатель в крайнее нижнее положение;
Снять торцевую пластину (или резиновую заглушку);
Ослабить зажимной винт соединительного штифта иглодержателя А;
Переместить иглодержатель по вертикали так, чтобы ось игольного ушка D совпала с внутренней поверхностью Е держателя шпульного колпачка;
Затем затянуть зажимной винт А.

Регулировка синхронизации челнока и иглы

Поверните маховое колесо так, чтобы иглодержатель перешел в крайнее нижнее положение, если иглодержатель из этого положения снова поднять на 2,5 мм вверх, точка челнока D должна совпадать с осью иглы С, а точка челнока D должна располагаться на 1,2 мм выше верхней границы Е игольного ушка.
В процессе синхронизации челнока обратите внимание, что между нижним концом иглы D и точкой челнока С сохраняется зазор около 0,05 мм (см. рис. 30).

Разборка и установка челнока
Поднять иглодержатель в крайнее верхнее положение.

Снять игольную пластину, вынуть иглу и шпульный колпачок.
Ослабить винт позиционного держателя шпульного колпачка в челночном механизме С и снять позиционный держатель.
Ослабить два установочных винта D челнока.
В этот момент челнок может свободно вращаться на своем валу, и его следует придержать, чтобы обеспечить соприкосновение с опорой зубчатой рейки, когда опора зубчатой рейки находится в крайнем верхнем положении, затем медленно снять челнок.
Установка челнока выполняется в обратной последовательности.
Регулировка зазора между держателем шпульного колпачка в челночном механизме и позиционирующей пластиной держателя шпульного колпачка
Проектирующий фланец позиционирующей пластины А должен достичь паза В держателя шпульного колпачка, в процессе установки между носиком проектирующего фланца и нижним концом паза устанавливается зазор 0,5-0,7 мм.
Регулировка зубчатой рейки
Регулировка высоты зубчатой рейки

В процессе регулировки слегка ослабьте зажимной винт А коленчатого рычага подъемного вала двигателя ткани (рис. 33), затем поверните коленчатый рычаг подъемного вала двигателя ткани В, пока не будет установлена соответствующая высота зубцов зубчатой рейки, по окончании регулировки затяните зажимной винт А.
6.2.2 Регулировка положения зубчатой рейки

Нормальное положение зубчатой рейки установлено, если расстояние от конца щели игольной пластины до торцевого конца полностью выдвинутой зубчатой рейки составляет 1,5 мм, как показано на рис. 34 а.
Закрепите зубчатую рейку в положении, когда она полностью выдвинута.
Слегка ослабьте два зажимных винта В коленчатого рычага подъемного вала двигателя ткани, как показано на рис. 34b.
Переместите подающий брус, чтобы отрегулировать расстояние между зубчатой рейкой и игольной пластиной.
По окончании регулировки
затяните зажимной винт В.
Feed rock shaft crank
Коленчатый рычаг подъемного вала двигателя ткани
Регулировка натяжения спускового механизма
Натяжные диски необходимо частично протолкнуть, чтобы открыть их, когда прижимная лапка поднята. Однако время освобождения натяжных дисков регулируется следующим образом:

Снять игольную пластину и резиновую заглушку на задней части плеча машины, ослабить винт А рычага коленоподъемника (левого).
Затем регулирующий кулачок освобождения нити можно переместить влево или вправо, нить освобождается позже, если кулачок передвигается вправо, нить освобождается раньше, если кулачок передвигается влево.
По окончании регулировки затяните винт А и установите на место резиновую заглушку и игольную пластину.
Presser bar lifter
Подъемник прижимного бруса
Thread tension releasing cam
Кулачок освобождения нити
Thread tension releasing rod
Штанга освобождения нити
Регулировка давления прижимной лапки
Давление прижимной лапки регулируется в соответствии с характеристиками стачиваемого материала.

Сначала ослабьте стопорную гайку В, b, затем поверните винт регулировки давления А по часовой стрелке, как показано на рис. 36, чтобы увеличить давление, в то время как для уменьшения давления необходимо повернуть винт регулировки давления прижимной лапки против часовой стрелки, затем затяните стопорную гайку В, b.
Модель GC6-6 Модель GC6-7
Регулировка верхнего двигателя ткани
Регулировка верхнего двигателя ткани модели GC6-6
Регулировка высоты подъема двигателя ткани
Верхний двигатель ткани регулируется для синхронизации его с зубчатым двигателем ткани или дифференцирования с зубчатым двигателем ткани.
Ослабьте гайку гаечным ключом, затем измените межосевое расстояние А, как показано на рис. 37а. Увеличьте расстояние А, чтобы увеличить высоту подъема двигателя ткани, уменьшите межосевое расстояние, чтобы уменьшить высоту подъема двигателя ткани, по окончании регулировки затяните гайку. Пробная строчка выполняется после каждой регулировки. Повторять регулировку при необходимости до тех пор, пока не будет установлена необходимая высота двигателя ткани.
Регулировка альтернативной высоты подъема прижимной лапки
Высота подъема шагающей прижимной лапки находится в пределах 5,5 мм при стачивании средних или тяжелых материалов, а высота подъема прижимной лапки – в пределах 3,5 мм. Высоту подъема двух прижимных лапок можно немного изменить в соответствии с материалом или условиями стачивания. Но сумма этих величин примерно одна и та же, если не меняются параметры других устройств. Иными словами, увеличение высоты подъема шагающей прижимной лапки уменьшает высоту подъема прижимной лапки, и наоборот.
В процессе регулировки слегка ослабьте зажимной винт торцевого коленчатого рычага подъемника прижимной лапки отверткой и поверните коленчатый рычаг, чтобы преодолеть трение вала, как показано на рис. 37а. Высота подъема шагающей лапки может быть увеличена, а высота подъема прижимной лапки уменьшается, если повернуть коленчатый вал по часовой стрелке. Высота подъема шагающей прижимной лапки уменьшается, а высота подъема прижимной лапки увеличивается при повороте коленчатого вала против часовой стрелки. По окончании регулировки затяните зажимной винт.
3) Регулировка высоты подъема прижимной лапки вместе с шагающей прижимной лапкой
Незначительно можно отрегулировать высоту подъема шагающей прижимной лапки вместе с прижимной лапкой. Для регулировки сначала ослабьте гайку гаечным ключом, затем переместите винт регулировки высоты подъема прижимной лапки, чтобы изменить осевое расстояние В между ним и подъемным валом прижимной лапки, как показано на рис. 39. Высота подъема увеличивается, когда сокращается осевое расстояние В, высота подъема уменьшается, когда осевое расстояние В увеличивается. По окончании регулировки снова закрутите гайку.
Presser foot lift front crank
Торцевой подъемный коленчатый вал прижимной лапки

Рис. 37а Рис. 37b
Регулировка расстояния между прижимной лапкой и шагающей прижимной лапкой
В процессе выполнения швейных операций для предотвращения удара шагающей прижимной лапки о прижимную лапку в конце подачи между ними должно сохраняться расстояние С, равное примерно 1,5 мм, как показано на рис. 40b. Если расстояние слишком мало или слишком велико, необходимо его отрегулировать, для этого ослабьте зажимной винт заднего коленчатого вала с помощью отвертки и поверните подъемный вал, как показано на рис. 40а. Поворачивайте подъемный вал по часовой стрелке для уменьшения расстояния С, и – против часовой стрелки для увеличения расстояния С. По окончании регулировки затяните зажимной винт.
По окончании операций регулировки 2), 3) или 4), описанных выше, необходимо провести проверку. Для этого поднимите прижимную лапку подъемником прижимной лапки и медленно поверните маховое колесо, чтобы увидеть, не ударяется ли шагающая лапка о другие детали, если это происходит, снова провести регулировку.
Регулировка двигателя ткани машины модели GC6-7
Регулировка высоты подъема
Верхний двигатель ткани необходимо синхронизировать с игольным и зубчатым двигателями ткани, эта операция выполняется на заводе перед отправкой машины. При необходимости регулировка осуществляется следующим образом:
Поднимите прижимную лапку подъемником прижимной лапки, установите максимальную длину стежка, затем слегка поверните маховое колесо и посмотрите, как игла проникает в ткань, опускается ли она по центру щели для иглы в зубчатой рейке, в точке В, как показано на рис. 38. Если нет – сначала необходимо отрегулировать место попадания иглы в игольную пластину, как показано на рис. 40а. По окончании регулировки затяните зажимной винт.
Плавно поворачивайте маховое колесо, пока не будет достигнут конец игольного двигателя ткани, тогда высота подъема установлена верно, если игла по-прежнему располагается по центру щели для иглы в зубчатой рейке, в точке В1, как показано на рис. 38. Если игла располагается в точке А (рис. 38), высота слишком велика. Высота слишком мала, если игла располагается в точке С (рис. 38). Необходимо выполнить соответствующие регулировки. Для этого ослабьте гайку отверткой, затем измените осевое расстояние А, как показано на рис 37b, высота подъема увеличится или уменьшится вместе с осевым расстоянием А. По окончании регулировки затяните винт.
Presser foot lift shaft
Подъемный вал прижимной лапки
Presser foot lift regulating screw
Регулировочный винт подъема прижимной лапки

2) Регулировка альтернативной высоты подъема прижимной лапки
При стачивании средних- и тяжелых материалов высота подъема шагающей прижимной лапки меняется в пределах 5 мм, а высота подъема прижимной лапки – в пределах 2,5 мм. Высоту подъема этих двух прижимных лапок можно немного изменить в соответствии с особенностями материала или условиями стачивания. Сумма высот подъема этих двух прижимных лапок примерно одна и та же, если не меняются параметры других устройств. Иными словами, при увеличении высоты подъема прижимной лапки уменьшается высота подъема прижимной лапки, и наоборот.
Для регулировки слегка ослабьте зажимной винт торцевого коленчатого рычага подъемника прижимной лапки отверткой, как показано на рис. 37b, и поверните коленчатый рычаг, чтобы преодолеть трение вала. Высота подъема шагающей лапки может быть увеличена, а высота подъема прижимной лапки уменьшается, если повернуть коленчатый вал по часовой стрелке. Высота подъема шагающей прижимной лапки уменьшается, а высота подъема прижимной лапки увеличивается при повороте коленчатого вала против часовой стрелки. По окончании регулировки затяните зажимной винт.
3) Регулировка высоты подъема прижимной лапки вместе с шагающей прижимной лапкой
Needle bar vibrating shaft
Вибрационный вал иглодержателя
Задний коленчатый рычаг

Незначительно можно отрегулировать высоту подъема шагающей прижимной лапки вместе с прижимной лапкой. Для того чтобы отрегулировать ее, сначала ослабьте гайку гаечным ключом, затем переместите винт регулировки высоты подъема прижимной лапки, чтобы изменить осевое расстояние между ним и подъемным валом прижимной лапки, как показано на рис. 39. Высота подъема увеличивается, когда сокращается осевое расстояние В, высота подъема уменьшается, когда осевое расстояние В увеличивается. По окончании регулировки снова закрутите гайку.
4) Регулировка расстояния между прижимной лапкой и шагающей прижимной лапкой
В процессе выполнения швейных операций для предотвращения удара шагающей прижимной лапки о прижимную лапку в конце подачи между ними должно сохраняться расстояние С, равное примерно 1,5 мм, как показано на рис. 40с. Если расстояние слишком мало или слишком велико, необходимо его отрегулировать, ослабить зажимной винт заднего коленчатого вала с помощью отвертки и повернуть подъемный вал, как показано на рис. 40а. Поворачивать подъемный вал по часовой стрелке для уменьшения расстояния С, и – против часовой стрелки для увеличения расстояния С. По окончании регулировки затяните зажимной винт.
По окончании регулировки расстояния между прижимными лапками возможно игла отклонится от оси щели для иглы зубчатой рейки в направлении двигателя ткани, это можно отрегулировать, ослабив зажимной винт В коленчатого рычага подъемного вала двигателя ткани (рис. 34b) и переместив зубчатую рейку В (рис. 40d) в направлении двигателя ткани, по окончании регулировки снова затяните зажимной винт В. Если игла отклоняется от оси щели для иглы зубчатой рейки в поперечном направлении, ослабьте два винта зубчатой рейки А (рис. 40d) и переместите зубчатую рейку В в поперечном направлении. По окончании регулировки затяните винт зубчатой рейки.
По окончании операций регулировки 1) - 4), описанных выше, необходимо провести проверку. Для этого поднимите прижимную лапку подъемником прижимной лапки и медленно поверните маховое колесо, чтобы увидеть, не ударяется ли шагающая лапка о другие детали, если это происходит, снова провести регулировку.
7. Периодическая чистка
Чистка зубчатой рейки
Снимите игольную пластину и удалите всю пыль и остатки нитей с зубчатой рейки.
Чистка челнока
Поверните голову машины и почистите челнок, протрите шпульный колпачок щеткой.
Есть масса нюансов и небольших подсказок, как правильно работать на швейной машинке, а также как отрегулировать её своими руками в случае необходимости. Неприятности могут поджидать нас в самое неожиданное время, например, когда срочно нужно пошить вещь, а случилась какая-то маленькая поломка. 8 интересных швейных секретов, которые знают в основном механики, рассказаны в подробностях ниже!

Секрет № 1: швейная машина плохо продвигает ткань? Есть простое решение
Если во время шитья машинка плохо продвигает ткань, нужно просто отрегулировать зубцы. Они недостаточно сильно выходят на поверхность.

Отпускаем шестигранным ключом вот такой винт:

Регулируем эксцентрик и затягиваем обратно.

Секрет № 2: швейная лапка стоит не ровно
Это тоже не сложно отрегулировать!

Для этого открутите боковую панель.

На штоке держателя лапки всего один винт — немного откручиваем, ослабляем его. Теперь можно поворачивать лапку, как угодно. Фиксируем её ровно и закручиваем винт обратно.

Секрет № 3: машинка неправильно регулирует натяжение верхней нити
Для этой регулировки нужно также снять боковую панель. Нужно открутить два винта:


После того, как вы снимите механизм регулировки натяжения нити, ослабьте натяжение до нуля и проверьте, нет ли там грязи.


Если вы всё почистили, а натяжение по-прежнему плохое, значит, нужно усилить давление на пружину. Нажмите на пластину, закрутите и отпустите пластину. Давление на пружину увеличено.

Отрегулировать эту неисправность очень просто. Часто производитель ставит декоративные ножки с обратной стороны машинки.

А под ними есть винты, которыми можно отрегулировать машинку. Просто закручиваем поплотнее и надеваем ножки обратно. Теперь машинка стоит ровно и надежно!
Секрет № 5: шить на трикотажной ткани без специальной иглы
Обычная игла делает много пропусков на стрейч ткани. Чтобы решить проблему, можно опустить иглу на 2 мм.

Разница шитья таким способом очевидна (слева — после регулировки).

Секрет № 6: что это за отверстие на лапкодержателе?
Это отверстие необходимо для установки направляющих, которые помогут при стежке и вышивке.

Секрет № 7: как правильно пользоваться нитевдевателем швейной машины?
Поднимаем иглу в крайнее верхнее положение, после чего вставляем сам нитевдеватель в иглу за крючок слева-направо и всё! Игла заправлена.

Секрет № 8: слабое натяжение нити на шпульке
Вы знали, что на швейной машинке можно одновременно шить и наматывать нить на шпульку? Если же ваша машина не плотно наматывает нить на шпульку, необходимо увеличить натяжение нити. Для этого нужно сделать простую регулировку! Машинка сразу начнёт наматывать плотно и туго.

Подробнее о секретах регулировки и текущем ремонте швейной машинки своими руками смотрите в видео ниже:
продажа и сервисное обслуживание в КРАСНОДАРЕ и СЛАВЯНСКЕ-НА-КУБАНИ











Устройство и настройка швейной машины
На занятиях по технологии в школьных общеобразовательных учреждениях преподаватели рассказывают про устройство швейной машины и все мы почти на 100% уверенны в том, что знаем, как устроена швейная машина. Однако, довольно часто, мы неправильно даже называем некоторые детали швейной машины, и совсем мало кто имеет реальное представление, как формируется швейная строчка. Если вы желаете самостоятельно выполнить ремонт , или настройку вашей швейной машинки, при использовании для этого технической литературы, необходимо точно знать термины и представлять принцип устройства и работы швейной машины. Все машины вроде тех, называемых Zinger, или Подольск выполняют один прямой шов с ножным, или ручным приводом и устроены почти одинаково. И швейные машинки типа Чайка 104, 132, 134, 143, 144 отличаются от них только наличием электромотрора и дополнительными операциями на базе зигзагообразной строчки. Швейные машинки типа Чайка и Подольск имеют в своей конструкци вертикальный качающийся челнок, а швейные машины, производимые сейчас (это Brother, Singer, Janome и многие другие марки применяют более современную конструкцию- горизонтальный челнок. Другие модели швейных машин имеют челнок вертикальный двойного облегания, вращающийся. Такой применяется у промышленных швейных машин. Кроме того что челнок стал вращающимся, появились новые возможности вымётывания глазковых петель и вышивка рисунков любой сложности на ткани , возможно вышить даже фотографию. К современным швейным машинам прилагается болшой выбор аксессуаров и дополнительных принадлежностей. И как новинка, входящее в комплект к некоторым машинкам оверлочильное устройство, расширяющее возможности швейных машинок, позволяет выполнить любой процесс, связанный с пошивом одежды.
1. Терминология, используемая для названия деталей швейной машинки.

Винт — это не болт, имеет круглую головку, или без нее. На стержне винта нарезана резьба, а сверху винта находится щлиц под отвертку.
Болт — это уже не винт, его можно крутить гаечным ключом и он имеет 6 ти, или 4-х гранную головку под гаечный ключ, соответствующий её размеру. И конечно на стержне у болта нарезана резьба.
Вал - это круглая ось, на которую закрепляются детали для передачи им движения.
Втулка - металлический цилиндр, с отверстием вдоль его оси внутри. Используется для крепления осей и валов. Заместь втулок могут использоваться шарикоподшипники скольжения и качающиеся подшипники. Для передачи момента вращения валам, расположенным параллельно и отстоящим на большом расстоянии друг от друга, применяются ремни и ременно-зубчатые передачи.
Кривошип - находится на конце вращающегося вала. В него вставляется палец, крепящий шатун.
Шатун - железяка с двумя втулками на концах — это главный элемент преобразования вращения одного вала во вращение/качение другого.
Рейка - деталь с зубцами, она находится под прижимной лапкой, предназначается для продвижения ткани.
Нитепритягиватель - тонкий и длинный проволочный поводок на передней стороне машинки. Он выдергивает нить наверх, когда образуется стежок и предотвращает провисание нитки. На конце его находится ушко или прорезь для вдевания верхней нити.
Игольная пластина - металлическая пластина с прорезью для прохода иглы. У пластины также имеются прорези для зубчатой рейки. Игловодитель - штырь, на котором удерживается иголка и проводит её в движение.
Шпулька - маленькая катушка, на которую наматывается нижняя нитка.Может быть металлической, или пластиковой.
Шпульный колпачок - главная деталь челночного устройсва, в нег вставляют шпульку.
2. Как формируется челночный стежок.
Строчка двухниточная челночная формируется переплетением в середине стачиваемых тканей, или материалов. Верхняя нить называется игольная, потому что заправлена в ушко иглы, а нижняя нитка зовётся челночной, поскольку она разматывается со шпульки, установленной внутри шпульного колпачка ( челночного механизма). Челночная строчка плохо растяжимая по сравнении с цепной строчкой. Поэтому челночная строчка не применяется для шитья трикотажа, сильно тянущихся тканей. При сильном растяжении изделий, пошитых челночной строчкой, например спортивных костюмов, шов челночный может лопнуть. Достоинства такого вида строчки — она нераспускаемая и достаточно крепкая , как и в продольном, так и в поперечном направлении. Главный недостаток такой строчки — частые замены шпулек. Переплетение ниток в строчку выполняется при помощи качающегося, вращающегося, или колеблющегося челнока. В бытовых швейных машинках, в особенности швейных машинах старого образца, применяется качающийся челнок, в швейных машинах последних выпусков используется горизонтальный челнок. В таком челноке шпульку видно снаружи. Одним из самых надежных и быстрых считают челнок вращающегося типа, его применяют в промышленных швейных машинах. Формирование стежка происходит, когда иголка вместе с нитью проколов ткань, начинает двигаться вверх на полтора - два миллиметра. В этот момент, создаётся излишек нитки, и выше ушка иглы формируется петля, в которую проходит носик челнока. Прихватив за собой верхнюю нитку, челнок провёртывает её на 180 градусов по окружности и в то же время нитепритягиватель подвигается вверх, вытягивая верхнюю нить. Когда нить переходит рубеж в 180 градусов, нитепритягиватель вытягивает нитку из материала и таким способом формируется стежок. После всего этого, зубчатая рейка машины продвигает ткань на длину стежка, на исходную для формирования нового цикла. Челнок выполняет за время образования стежка два оборота. Один оборот получается холостой, а другой рабочий, причём все узлы швейной машинки (иголка, зубчатая рейка, нитепритягиватель) работают в это время, заканчивая формирование стежка. Не правда-ли гениально? А для тех, кто так ничего и не понял, предлагаем посмотреть наше фирменное видео!
Устройство швейной машины, видео:
2. Регулировка зазоров взимодействия иглы и челнока.
Если вы уже получили представление об устройстве швейной машины и процессе формирования челночного стежка, то вам будет легче понять, как настраивается челночный узел — взаимодействие иглы и челнока . От настройки этого узла, полностью зависит качественная работа вашей швейной машинки: пропуски, путляние, обрывы верхней и нижней ниток и другие варианты плохой строчки.
Основные настройки зазоров: В момент поднятия иголки на полтора - два миллиметра, происходит формирование петли верхней нити чуть выше ушка иглы. Одновременно носик челнока проходит мимо почти вплотную, на расстоянии 0,15 мм от ложбины иголки (соьовыраженное углубление в игле), и выше ушка иголки на полтора миллиметра. Эти настройки имеют еще только усреднённое значение и служат лишь ориентиром для настройки практически любой швейной машины челночного стежка. В зависимости от типа ткани, параметры они могут изменяться. Для толстых или стрейчевых тканей выставляются несколько иные значения и, которые устанавливаются экспериментальным путем. Влияние на образование стежка создают и другие механизмы машинки: зубчатая рейка, прижимная лапка, шпульки, натяжитель верхней нити, пружина компенсационная и другие. Более подробно о их правильной регулировке и ремонте можно почерпнуть на нашем сайте. В дальнейшем мы опубликуем ещё несколько статей по этому поводу.
Механизм перемещения материала при равномерном перемещении плотного материала в швейной машине Juki

В настоящее время в мире современного бизнеса в условиях жесткой рыночной конкуренции к числу наиболее актуальных проблем швейных предприятий относятся эффективность технологических процессов и качество выпускаемых изделий. Успешное решение данных вопросов в первую очередь связано с внедрением новых технологий и оснащением технологических процессов изготовления швейных изделий современным высокопроизводительным оборудованием.
Швейное машиностроение относится к быстроразвивающимся отраслям, потребляющим высокие технологии, благодаря чему появление нового оборудования для предприятий, выпускающих швейные изделия, неизбежно.
В настоящее время промышленные швейные предприятия и предприятия бытового обслуживания населения располагают большим разнообразием швейного оборудования, которое обладает расширенными технологическими возможностями. Оборудование швейного производства чрезвычайно разнообразно по номенклатуре из-за различий выполняемых швейными машинами технологических операций и в зависимости от конструкции машин и принципов управления ими. Регулировка механизма перемещения материала в швейных машинах фирмы Juki (Япония), производится следующим образом.
Перемещение материала нижней рейкой 11 (рис. 1) регулируется поворотом рычага 1 после ослабления гайки 2. Если поворачивать его против часовой стрелки (если смотреть с фронтальной стороны машины), то перемещение увеличится. Перемещение материала верхней рейки 36 регулируется поворотом рычага 5 после ослабления гайки 3. При его повороте против часовой стрелки перемещение рейки 36 увеличится. Чтобы закрепить строчку, работающий отводит рукоятку 4 вниз.
Высота подъема нижней рейки 11 регулируется поворотом коромысла 10 после ослабления винта 9. Зубцы рейки должны подниматься над уровнем игольной пластины на высоту 1 мм. Местоположение зубцов рейки 11 в прорезях игольной пластины регулируется поворотом коромысла 14 после ослабления стягивающего винта 13, если рейку 11 нужно переместить поперек платформы машины. При необходимости перемещения рейки 11 вдоль платформы ослабляют винты 9 и 13 и коромысла 10 и 14 вместе с рычагом 12 перемещают вдоль валов 8, 15.
Высота подъема верхней рейки 36 и лапки 34 регулируется перемещением винтовой шпильки 26 по прорези коромысла 27. Если винтовую шпильку 26 вместе с передней головкой шатуна 24 опускать, то вертикальные перемещения верхней рейки 36 и лапки 34 возрастут. Своевременность вертикальных перемещений верхней рейки 36 и лапки 34 регулируется поворотом главного вала после ослабления винтов 23 эксцентрика 22. Положение верхней рейки 36 относительно лапки 34 регулируется поворотом коромысла 29 после ослабления стягивающего винта 28. Положение лапки 34 по вертикали относительно верхней рейки 36 регулируется вертикальным перемещением стержня 18 после ослабления винтов 19, 17 муфты 16.
Положение верхней рейки 36 относительно лапки 34 в направлении поперек платформы машины регулируется поворотом рамки 32 после ослабления винта 30 коромысла 31. Положение верхней рейки 36 по вертикали относительно лапки 34 и параллельность их рожков регулируются вертикальным перемещением верхней рейки 36 вдоль стержня 33 или поворотом рейки 36 после ослабления винта 35.

Рис. 1. Конструктивная схема механизма перемещения материала
Качество пошива изделий, производительность машины, трудоемкость и эксплуатационные расходы во многом зависят от механизмов, подающих изделия в процессе обработки. Типы механизмов транспортирования.В швейных машинах применяются в основном три типа механизмов транспортирования ткани: зубчатая рейка, рифленый ролик и зубчатая рейка, рифленый ролик и нижнее транспортирующее кольцо.
Транспортирование ткани рейкой осуществляется за счет сил сцепления зубцов рейки с материалом и прижима материала верхней подпружиненной лапкой или роликом. Материал рейки обычно захватывается зубцами при каждом обороте главного вала, поэтому полуфабрикат движется прерывисто. Качество строчки, а, следовательно, и качество изделия во многом зависят от оснащенности швейной машины специальными приспособлениями и от квалификации работницы. Транспортирование рифлеными (зубчатыми) роликами применяется в основном для сшивания деталей из кожи при этом ролик может получать прерывистое вращательное движение, а если транспортирование осуществляется роликом и нижним транспортирующим кольцом, то они вращаются непрерывно (Рис. 2).

Рис. 2. Механизмы транспортирования сшиваемых деталей: а — реечный с лапкой; б –реечный с роликом; в — с роликом и нижним транспортирующим кольцом
Механизмам реечной подачи ткани предъявляются следующие требования:
В механизме транспортирования должен быть предусмотрен регулятор шага стежка. В универсальных машинах шаг строчки регулируется в пределах 1–5 мм. В машинах тяжелого типа шаг стежка может изменяться до 10–12 мм. В некоторых машинах предусмотрена обратная подача ткани для выполнения закрепочных стежков.
Наиболее широко распространены реечные механизмы: рейка и прижимная лапка. Рейки могут быть 2-х ручьевые для легких и средних материалов и 3–4-х ручьевые, которые используются в двухигольных машинах и при большом расстоянии между иглами. Лапка обычно повторяет форму рейки.

Величина усилия прижима лапки к рейке выбирается из следующих соображений: с одной стороны необходимо обеспечить постоянный контакт лапки и рейки при перемещении материала, но с другой стороны чрезмерное увеличение силы прижима может привести к необратимой деформации материала, к увеличению сил, действующих в шарнирах механизма, а значит к преждевременному износу механизма. Неправильный выбор усилия прижима может привести к изменению величины стежка при различных скоростях работы машины. Важным фактором работоспособности машины является траектория движения зубьев рейки. Наиболее распространенной является элипсообразная траектория. Вследствие неравномерности скорости рейки при перемещении материала может привести к посадке ткани. Поэтому более предпочтительна прямоугольная траектория движения рейки. Однако на высоких скоростях возникают большие силы инерции, следовательно, это приводит к вибрации и износу механизма. Поэтому оптимизируют траекторию движения, приближая её верхний участок к прямолинейной.
Для устранения посадки относительно жестких материалов используют механизм с отклоняющейся иглой, которая движется синхронно с материалом и препятствует сдвигу слоев. Для эластичных нежёстких материалов этот метод не годится. Для таких материалов используют дифференциальный механизм с двумя рейками при стачивании без посадки. Например, машина Juki HZL E40.
Подобный механизм можно использовать и для присборивания материала, например в машинах цепного стежка. Если необходимо присборить только один слой материала, то в механизм вводится разделительная пластина. Наиболее рациональным, но и более сложным является механизм с верхней и нижней рейками, которые зажимают материал и синхронно двигаясь, перемещают его. Такой механизм позволяет без посадки перемещать трудно транспортируемые материалы.
Можно выделить два типа таких механизмов:
1) тянущий механизм, в котором верхняя рейка находится за иглой (для стачивания жестких, тяжелых материалов);
2) толкающий механизм, в котором верхняя рейка перед иглой (для стачивания легко деформируемых материалов или деталей, выполненных под углом к нити основы).


Имеются механизмы с двумя рейками и отклоняющейся иглой, например в машине Juki HZL E40. Применяются для сложных операций, например окантовывание деталей.
Имеется три способа регулирования величины стежка:
‒ изменение длины ведомого или ведущего рычага механизма или эксцентрика;
‒ изменение траектории движения ведомого звена регулятора за счет изменения положения подвижной опоры этого звена. Это самый распространенный механизм в скоростных машинах;
‒ изменение угла между осью звена, совершающего сложное плоско-параллельное движение, и направляющей этого звена.
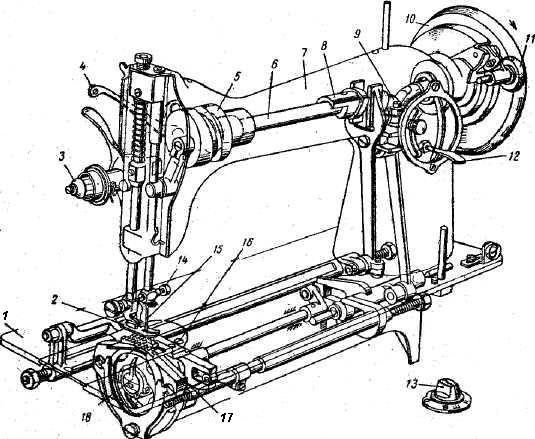
Лекция №5. Устройство и работа механизма двигателя ткани. Узлы вертикального, горизонтального перемещения рейки и регулятор длины стежка и закрепки
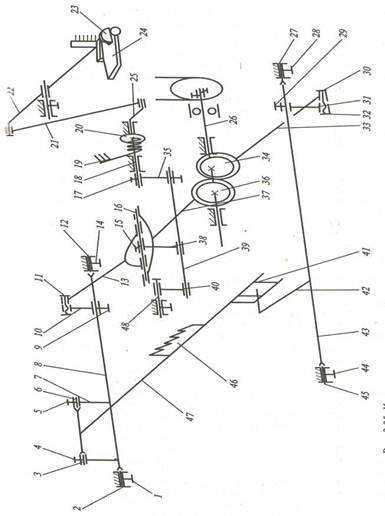
Рис. 13. Механизм перемещения материалов: узел горизонтального и вертикального перемещений рейки, механизм обратного хода машины.
В машине используется реечного типа механизм двигателя ткани, состоящий из узлов подъема прижимной лапки, продвижения (вертикального и горизонтального), регулирования и обратного хода зубчатой рейки.
Механизмы продвижения материала. При образовании челночного стежка перемещение материала может быть выполнено одним из трех способов:
– реечным транспортером и его разновидностями, когда перемещение материала обеспечивает рейка;
– дисковым (роликовым), когда транспортирование материала выполняется дисками с рифлеными поверхностями;
– рамкой фиксирующей материал между двумя пластинами и выполняющей перемещение в пределах размеров рамки.
Дисковый (роликовый) транспортер используется в швейных машинах для обработки кожаных и меховых изделий, а также для выполнения вспомогательных действий в швейных специализированных машинах (транспортирование бейки, кружев и т.п.).
Рамка применяется в машинах, выполняющих строчку по заданной программе (петли, закрепки и т.п.), а также в универсальных программируемых машинах при выполнении вышивки, монограмм и т.п.
Узел вертикального перемещения рейки. На нижнем распределительном валу 26 (рис. 13) закрепляется двумя винтами эксцентрик подъема 34, и на него надевается головка шатуна 33. Между шатуном 33 и эксцентриком вставлен игольчатый подшипник. Вторая головка шатуна 33 через шарнирный винт 30 с помощью гайки 32 соединена с коромыслом 31, закрепленным на валу подъема 43 стягивающим винтом 29. Вал 43 центрируется шпильками 27 и 45, закрепленными винтами 28 и 44 в корпусе машины. На переднем конце вала 43 имеется рычаг 42 подъема. Палец, закрепленный в рычаге 42, входит в осевое отверстие ползуна 41, который находится в направляющих рычага-вилки 47. На рычаге-вилке закреплена рейка 46.
Вращение эксцентрика 34 вызывает колебательные движения шатуна 33 и с помощью коромысла 31, вала 43 и рычага 42 ползуном 41 перемещает рейку 46 в вертикальной плоскости.
Узел горизонтального перемещения рейки. На распределительном валу 26 эксцентрик продвижения 36 выполнен единой деталью с эксцентриком подъема 34. На эксцентрик продвижения 36 надета головка шатуна-вилки 37. Между шатуном 37 и эксцентриком вложен игольчатый подшипник. В заднюю головку, выполненную в виде вилки, вставлена ось 16, которая образует также шарнирное соединение с раздвоенной головкой соединительного звена 13 и жестко, с помощью винта 15, соединена с коромыслом 38. Нижняя головка коромысла 38 продета через ось 39, передняя часть которой надета на нижнюю головку коромысла 40, а удаленный конец ее жестко, с помощью винта, соединен с рычагом 35.верхняя головка коромысла 40 шарнирно соединена через шпильку 48 с корпусом машины. Шпилька 48закрепляется винтом в платформе машины. Верхняя головка рычага 35 винтом 17 закрепляется на промежуточном валу 18 узла регулировки длины стежка.
Соединительное звено 13 дальней головкой шарнирно, через винт 11, связано с коромыслом 10, которое стягивающим винтом 9 закреплено на валу продвижения 8. Вал продвижения 8 удерживается с помощью двух шпилек 12 и 2 в корпусе машины. Шпильки 12 и 2 закреплены соответственно винтами 14 и 1 в платформе машины. На переднем конце вала 8 имеется вертикальная рамка 7, в которой с помощью шпилек 6 и 3 центрируется рычаг-вилка 47. Шпильки 6 и 3 в рамке 7 закрепляются винтами 5и 4.
Вращение эксцентрика 36 вызывает колебательные движения шатуна-вилки 37, которые преобразуются с помощью коромысла 38 в возвратно-поворотные движения оси 16. При выполнении, строчки со стабильной длиной стежка ось 39 качания коромысла 38 неподвижна. От оси 16 колебательные движения сообщаются коромыслу 10 через соединительное звено-вилку 13. Коромысло 10, закрепленное на валу продвижения 8, и рамка 7совершают возвратно-поворотные движения, которые перемещают рейку 46 в горизонтальном направлении.
Узел регулирования длины стежка и выполнения закрепки (обратного хода рейки). Для регулирования длины стежка и выполнения обратного хода рейки (это позволяет выполнять закрепку на строчке) в машине 97-А промежуточный вал 18 через рычаг 25 и тягу 21 соединен с двуплечим рычагом 22. На выходящем из корпуса его конце закреплена рукоятка 24. Для возврата рукоятки 24 в крайнее верхнее положение после выполнения закрепки в строчке на промежуточном валу IS закреплено с помощью винтов установочное кольцо 20. В отверстие установочного кольца 20 вставлен один конец пружины 19, а другой конец упирается в платформу машины.

Изменения расстояния транспортирования материала (регулировка длины стежка) выполняются сменой положения оси 39. Чем больше ось отходит от плоскости, проведенной через ось 16 и шарнирный винт 11 в среднем положении рейки 46, тем больше длина стежка. При выходе оси 39 на эту плоскость длина стежка равна нулю, а при дальнейшем движении против часовой стрелки движение рейки преобразуется в обратное. Положение рычага 22 фиксируется гайкой 23.
В случае серьезной поломки швейной машины помочь ей сможет только грамотный специалист. Хотя, в большинстве случаев, как показывает практика, сложного ремонта машине эксплуатирующейся домашних условиях не требуется, а для того чтобы ей можно было пользоваться, необходимо лишь произвести ее настройку и регулировку. И это вполне можно сделать своими силами, главное при этом узнать и понять, как правильно настроить швейную машинку перед работой и какие именно детали в ней следует отрегулировать.

Как настроить и отрегулировать швейную машину
Основные неисправности, требующие настройки и регулировки
Основными неполадками в работе, которые требуют своевременной наладки и регулировки можно назвать:

Возникновение всех этих неисправностей говорит о том, что к работе швейной машине нужно присмотреться, определить причину их возникновения и попытаться устранить. Если сделать это на самом первоначальном этапе, то это не потребует больших усилий. Продолжительная работа швейной машины в неправильном режиме может потребовать необходимости дорогостоящего ремонта, который сможет провести только профессионал.
Основные правила самостоятельной настройки швейной
Настроить швейную машину своими руками достаточно просто. Для этого необходимо придерживаться определенной последовательности действий, основными этапами которых являются:

Важность правильного давления лапки

Педаль швейной машины с электрприводом
Помимо всего прочего перед началом работы необходимо выполнить установку длины стежка. Обычно их точное значение для различных видов ткани и той или иной строчки указывается в инструкции по эксплуатации прибора. При этом среднее значение данной величины равно от 1 до 2 мм при использовании тонкой ткани и не менее 3 мм – толстой материи. Так же стоит проверить остроту и соответствие швейной иглы. Если игла тупая или выбрана слишком тонкой для того или иного вида ткани и нити, то будет происходить пропуск стежков.
Про рейтинг лучших швейных машинок вы можете узнать из нашей статьи.
Выбор иглы для швейной машины
Каким бы это не казалось странным, но игла — это один из самых важных элементов швейной машины, поэтому прежде чем задаваться вопросом, как правильно настроить швейную машину, необходимо проверить данный элемент. В процессе прокладывания строчки игла совершает несколько сотен проколов ткани, некоторые из которых не являются тонкими и легкими. С течением времени это приводит к ее притуплению, а впоследствии и к тому, что она изгибается. И в том случае если в процессе своего движения игла хотя бы единожды ударится по металлу корпуса прибора, то острие обязательно сомнется. При этом малоопытные мастера могут не обратить внимание на такой инцидент и при визуальном осмотре не заметят возникшего дефекта. Но на самом деле он будет существовать, и при проколе ткани на последней будет образовывать сравнительно большие разрывы. Нить, которая при этом проходит через ушко иглы, будет цепляться за деформированное острие, притормаживая при этом с появлением излишка ее в стежке. В строчке начнут образовываться петли. Кроме того погнутая тупая игла может стать причиной постоянного обрывания нити, в особенности если выполняется процесс прострочки сложного участка изделия, когда верхняя нить максимально натягивается.
В таких ситуациях наладка ручной и электрической швейной машины и ее регулировка как таковые не требуются. А для выполнения работы в нормальном режиме необходимо просто самостоятельно заменить иглу. Данный элемент в машине необходимо менять настолько часто, насколько это возможно. Это никаким образом не усложнит работу, а наоборот сделает шитье по-настоящему качественным и аккуратным.
При замене швейной иглы необходимо выбирать данный элемент строго соответствующий виду машине. В бытовое устройство ни в коем случае нельзя устанавливать иглу, предназначенную для швейной машины промышленного вида. Спутать их крайне сложно, так как иглы для устройств промышленного назначения не имеют спила на колбе. Используя такую иглу в бытовой швейной машине, нарушается зазор между лезвием иглы и носиком челнока, что в лучшем случае приводит к появлению пропусков стежках. А в худшем – к повреждению челнока швейной машины. Так же очень важным является правильное расположение элемента в иглодержателе, которое заключается в нахождении лезвия со стороны носика челнока.

Выбор и установка иглы
Выбирать иглу необходимо соответствуя номеру использующейся нити. При этом стоит учитывать особенность новых швейных машин, которая заключается в наличии под поверхностью стола направляющего ограничителя, который не дает острию иглы уйти сторону. При этом расстояние от него возрастает при увеличении толщины ткани.

Выбор иглы в зависимости от вида ткани
Настройка взаимодействия иглы и челнока швейной машины

Совместная работа челнока и иглы
От настройки узла челнока и иглы швейной машины, а точнее от соответствия зазоров между ними правильным величинам, зависит качество получаемого результата в процессе шитья, при отсутствии которой в строчки так же могут возникать пропуски, петляние и обрывы нижней и верхней нитей. Для того чтобы выполнить эту настройку необходимо понимать принцип работы машины при формировании петли.
Так при поднятии иглы на 1,5-2 мм от исходного ее положения происходит формирование петли из верхней нити, располагающейся немного выше ушка. При этом носик челнока должен проходить почти вплотную от ложбины иголки. Это расстояние не должно превышать 0,15 мм. Величина от носика челнока до ушка иглы при этом должно составлять 0,5 мм. Данные значение являются приблизительными и соответствуют работе с тканями средней толщины. В зависимости от вида использующейся материи они могут несколько изменяться. Понять их численное значение можно только экспериментальным путем в процессе выполнения работы, и такие навыки в большинстве случаев приходят с опытом.
Так же стоит отметить важность правильной установки вертикального положения зубчатой рейки. Она отвечают за перемещение ткани относительно иглы и корпуса швейной машины в процессе работы. В тот момент, когда игла протыкает материю, верхние кромки зубчиков рейки должны быть на уровне рабочего стола швейной машины.
Правильный уход за швейной машиной
Для того чтобы каждый раз перед использованием швейной машины не требовалась ее регулировка достаточно соблюдать определенные меры профилактике, к основным из которых можно отнести:
- смазка всех основных частей должна выполняться специальным маслом не реже чем один раз в полгода;
- после каждого использования швейной машине необходимо обязательно убирать с ее поверхности, а так же крышки челнока и игольной пластины всю пыль и грязь, образовавшуюся во время работы;
- перед тем как спрятать машину в чехол, необходимо убедиться в отсутствии в ее конструктивных элементах оторванных нитей и ткани, а так же подложив под лапку плотную бумагу или картон, опустить ее до упора;
- хранение швейной машины необходимо осуществлять в чехле;
- шнуры педали и привода должны быть свернуты максимально аккуратно во избежание перекручивания и появления разрывов.

Правильное хранение швейной машины
Настройка швейной машины после долгого перерыва в работе
После всех этих действий нужно заменить швейную иглу, и только после этого приступать к заправке нити и использованию устройства. Первую строчку лучше всего выполнить на куске ненужной ткани, для того чтобы избежать попадания машинного масла на материал изделия, которое будет изготавливаться по средствам использования швейной машины. При этом станет понятно правильно ли ложиться строчка. После этого можно смело приступать к работе с полной уверенностью, что данное устройство работает нормально и не испортит основную ткань.
Таким образом, настроить швейную машину вполне возможно и самостоятельно. Главное при этом понять, какая именно проблема возникает в процессе выполнения работы. Все основные операции являются стандартными и применяются как для ручной, так и для электрической швейной машины. Если каждый раз перед началом использования проверять все основные детали и узлы устройства, а так же своевременно выполнять профилактические меры и правильно использовать ее в соответствии со всеми пунктами инструкции по эксплуатации, то вопроса как наладить и отрегулировать швейную машину не возникнет.
Читайте также: