
Как поставить шпульное устройство на швейной машине протекс
Обновлено: 14.05.2024
К этой группе относятся фиксатор шпульки в сборе, тормоз нитки в сборе, катушкодержатель, моталка в сборе и ее кронштейн.
1. Резиновый ролик пришел в негодность:
а) из круглого превратился в граненый. От плохого ухода шпиндель стал вращаться с трудом — машина работала с включенным механизмом наматывания шпульки;
Шпиндель моталки необходимо регулярно смазывать маслом И8А (И20А) — не более 1 капли. Вовремя отключать механизм от маховика вручную, если он не отключался автоматически. Ролик должен быть чистым и сухим. Не допускать попадания масла как на ролик, так и на рабочую дорожку маховика. При необходимости заменить ролик
б) систематическое попадание масла на резиновый ролик делает механизм неработоспособным, а резину разбухшей и рыхлой
2. Нет резинового ролика или вместо него поставлен самодельный заменитель. Он всегда не вполне круглый, твердый и не амортизирует, что ведет к порче механизма и неудобству в работе
Резиновый ролик будет работать, если он совершенно круглый, сухой, при включении в работу легко амортизирует и шпиндель легко вращается.
3. Шпиндель не вращается или вращается с трудом — заржавел, загрязнился, попали нитки.
В отверстие для смазки и по концам втулки ввести смесь, состоящую из масла И8А и растворителя № 647 (соотношение 1:1), и вращать шпиндель вручную. Следить, чтобы смесь не попадала на окрашенные части машины и моталки, так как она способна разъедать эмаль и другие краски
4. Потерян винт регулировки прижима ролика к маховику.
Поставить винт М3,5. Если такой вариант неприемлем, нарезать резьбу М4, расточить отверстие в пластине и поставить винт М4.
5. На шпинделе износился или срезался ведущий выступ-шпонка. При намотке фиксатор шпульки не прижимает плотно шпульку к ведущему выступу. Шпулька при намотке автоматически выходит из зацепления и останавливается.
Снять маховик с машины. Отвернуть верхний винт рассматриваемого механизма. Запилить надфилем место шпоночного выступа на шпинделе. На этом месте вплотную к борту острым тонким керном накернить место сверления отверстия. Сквозное отверстие просверлить сверлом диаметром I мм. Направление сверла наклонное (примерно под углом 80° в сторону шпульки). Из иглы № 130 сделать шпонку, соразмерив ее конец со шлицем в шпульке. Затем запрессовать шпонку. Ее высоту подогнать по высоте шлица шпульки путем стачивания на механическом наждаке. Стачивать осторожно!
6. Сорвана резьба для регулировочного винта (прижимного!).
7. Поломана цилиндрическая пружина отключения ролика от маховика
В этой пружине 3,5 витка. Разобрать механизм. Можно сделать новую пружину, но можно и оставить прежнюю, сохранив 2,5 рабочих витка
В этой пружине 2,5 витка. Диаметр сталистой проволоки 0,7 мм, наружный диаметр витка 10,5 мм. Навивка по часовой стрелке. Фи-ксаторные концы длиной 4 мм под углом 90° к виткам. Снять шпиндель и фиксаторный рычаг, поправить концы пружины, поставив их строго под углом 90° к виткам. Собрать все в обратном порядке
8. Отсутствует цилиндрическая пружина выключения механизма
9. Не работает пружина-фиксатор шпульки. Пружина своими концами зацеплена за корпус и за фиксаторный рычаг. При ослаблении винта крепления рычага конец пружины выскакивает из рычага и работа механизма нарушается.
В этой пружине 2,5 витка. Диаметр сталистой проволоки 0,7 мм, наружный диаметр витка 10,5 мм. Навивка по часовой стрелке. Фи-ксаторные концы длиной 4 мм под углом 90° к виткам. Снять шпиндель и фиксаторный рычаг, поправить концы пружины, поставив их строго под углом 90° к виткам. Собрать все в обратном порядке
10. Шпулька при намотке ниток выходит из зацепления со шпинделем и останавливается, хотя шпиндель продолжает вращаться:
а) в шпульке стесался шлиц — ее вращение невозможно при наматывании ниток;
Данная шпулька непригодна к намотке. В крайнем случае сточить ее торец на 1 мм
б) на шпинделе сработался ведущий выступ-шпонка и нечем вращать шпульку;
Сделать на шпинделе шпоночный выступ (см. п. 5).
в) фиксаторный рычаг не прижимает шпульку к шпоночному выступу на шпинделе, т. е. он отогнут влево.
Пассатижами подогнуть фиксаторный рычаг шпульки вправо — в сторону прижима шпульки к шпоночному выступу на шпинделе. Постоянно следить за тем, чтобы оба 'винта крепления моталки были всегда крепко завинчены.
1 1. Механизм выключается преждевременно.
Фиксаторный рычаг шпульки немного отогнут вверх. При этом следить за тем, чтобы он постоянно касался правого борта шпульки, в противном случае шпулька выйдет из зацепления со шпоночным выступом на шпинделе и не будет вращаться.
12. Фиксаторный рычаг не входит внутрь шпульки:
а) перекос рычага;
Фиксаторный рычаг подпилить с левой стороны. Левый борт шпульки всегда должен иметь зазор в 0,3—0,5 мм с рычагом-фиксатором, а правый борт — касаться этого рычага, чтобы шпулька не могла выйти из зацепления со шпонкой
б) узкая шпулька;
в) ослабли винты крепления
Подтянуть винты крепления. Для этого снять маховик.
13. Механизм выключается сразу же после включения.
С левой стороны шпинделя есть винт регулировки нажима ролика механизма на маховик. Отпустить винт, несильно нажать на шпиндель и завернуть регулировочный винт. Если при намотке ниток тяжело крутился маховик, ослабить нажим ролика на маховик при помощи регулировочного винта
14. Механизм исправен, но не работает.
Причины:
а) на рабочую поверхность дорожки маховика попало масло;
Протереть рабочую поверхность маховика и ролик.
б) недостаточная шероховатость рабочей дорожки маховика, очень мал коэффициент сцепления ролика с дорожкой маховика
Куском ножовочного полотна соскрести с рабочей поверхности маховика грязь, окислительные налеты. Увеличивает сцепление маховика с роликом мел, нанесенный на рабочую дорожку.
15. Отсутствует устройство натяжения нитки
Поставить устройство натяжения нитки на платформу под механизмом. Устройство обеспечивает плотное укладывание витков нитки на шпульку в строго определенном порядке.
16. Отсутствует цилиндрическая пружина устройства натяжения нитки
Пружину легко сделать самому из сталистой тонкой проволоки диаметром 0,3—04 мм. Всего витков три, наружный диаметр определить по месту, расстояние между витками 2—1,5 мм (рис. 25).
17. Деформированы одна или обе шайбы устройства
Шайбы легко выпрямить на прорезиненной или дервянной подкладке с применением медных оправок.
18. Погнут или вовсе отсутствует катушкодержатель
19. Нитка наматывается на одну сторону шпульки. Не отрегулировано натяжение нитки
Ослабить винт 2 (см. рис. 25) и основание 3 устройства подвинуть к сторону меньшей намотки ниток. Зажать винт крепления основания.
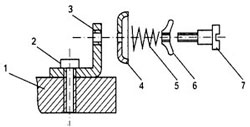
1— платформа; 2— винт крепления основания; 3—основание; 4—нитезажимная шайба; 5— цилиндрическая пружина; 6—тарельчатая шайба; 7 — стяжной винт
Все еще используете устаревший браузер? Пора обновить его, чтобы использовать все возможности Осинки! Обновить браузер
Такая Protex TY-8810 ( как я понял здесь DPx5 иглы) или TIPICAL 2603 (Уже иглы побольше, значит и бутербродик потолще может прошить).
Добрый день! Если увлекаешся пошивом с "бутербродиками"))), рекомендую при выборе машин с тройным или с двойным продвижением
обращать внимание на величину регулировки перетопа лапок. Не везде этот параметр указывают. Иногда очень нужно увеличить перетоп , например на пошиве с использованием изолона или каких ещё прокладок, а машина, даже и с тройным продвижением "месит" изделие под лапками и выдает совсем не ту величину стежка которая требуется. А машина которая делает окантовку, вообще встает перед утолщением.
Вот ещё какой вопрос хотел задать.
Ходил на днях в магазин который торгует у нас промышленными швейными машинами.
Покрутил, потрогал TYPICAL 2603, даже пробную строчку сделали, правда прокручивая вал руками, на ней не было двигателя. Почему то она сделала пропуск буквально на 7ми сантиметровом отрезке.
Хотя дома я на скорую руку настрочил до этого квадратик без всяких пропусков на своём аппарате.
Жёлтая нить, это строчка сделанная на 2603.Пробничек на таком бутербродике.
Наверное всё таки настройки?
Или такого не должно быть?
Конечно такого не должно быть, но все настраивается )))
А так присматриваюсь к TYPICAL 6-7D с унисонным или JUKI DU-1181 с двойным продвижением, так как начали появляться заказики, хочется сделать какое то продвижение в моём оборудование.Смогу ли я работать с шагающими лапками в квартире на беспокоя соседей?
Ещё я на распутье между колонковыми и рукавными машинами для пошива сумок.
Такая Protex TY-8810 ( как я понял здесь DPx5 иглы) или TIPICAL 2603 (Уже иглы побольше, значит и бутербродик потолще может прошить).
Мне кажется на колонковой удобнее работать, именно при изготовлении сумок. Может я неправ?
И вообще на правильном ли я пути по выбору машин, ведь взгляд мой все больше устремляется на изделия из кожи.
Посоветуйте пожалуйста!
Колонковая машина с унисонной подачей GOLDEN WHEEL CS-8810. Аналог PFAFF 491/591
Одноигольная швейная машина с колонковой платформой, с продвижным прижимным роликом-лапкой, нижней роликовой и игольной подачей Аналог PFAFF 491/591
А чтобы работать дома и не шуметь возьмите с сервомотором - его ваще не слышно.
А чтобы работать дома и не шуметь возьмите с сервомотором - его ваще не слышно.
Эту ступеньку я уже переступил, на 1022М классе, как на JANOME бытовой теперь тихонечко себе шью, пошиваю. Благодать!
А по поводу попробовать, это уже после праздников!
Я заходил 26 или 27 в этот магазин в Волгограде, прикупить себе иголок, а машинок то и нет.
Осталось 3-5 машин и всё, остальное раскупили. Механики там отличные ребята, и продавцы тоже.
Всё объяснят покажут, выслушают, посоветуют всегда.
Добрый день! Если увлекаешся пошивом с "бутербродиками"))), рекомендую при выборе машин с тройным или с двойным продвижением
обращать внимание на величину регулировки перетопа лапок. Не везде этот параметр указывают. Иногда очень нужно увеличить перетоп , например на пошиве с использованием изолона или каких ещё прокладок, а машина, даже и с тройным продвижением "месит" изделие под лапками и выдает совсем не ту величину стежка которая требуется. А машина которая делает окантовку, вообще встает перед утолщением.
Да! Я видел тот ролик где TYPICAL 6-7D буксовала! Мне показалось что там кожа совсем не была спущена на местах строчки.
Посадки по материалу страшенные (очень скользкие наружние материалы), и призадумался я о покупке машины с унисонным или двойным продвижением.
На мой взгляд, такие посадки (1 см на 1 м) могут быть связаны и с другой причиной, помимо той, на которую указал Techsupport.
Если вы используете капроновые и/или лавсановые нитки (что совершенно естественно при работе с авизентом, например), и в машине достаточно сильное натяжение нитей (что в свою очередь совершенно нормально при прошивке толстых и жестких пакетов), то посадка может образовываться просто из-за того, что нитка при шитье довольно сильно растягивается, а в готовом изделии возвращается к своей нормальной длине.
Я шью такими нитками вот уже 30 лет на самых разных машинках (шью в основном только капроновые ткани, иногда лавсан, полиэфир=полиэстер), все это время испытываю в той или иной степени трудности, связанные с такой посадкой, и в общем могу констатировать, что победить этот эффект полностью невозможно. Особенно тоскливо дело обстоит при пошиве относительно тонких тканей.
Важно понять, что если причина посадки такова, то машина с игольным продвижением или с верхним транспортером скорее всего не поможет в борьбе с посадкой. Сомневаюсь, что поможет унисонное продвижение. Может быть, в этом плане может помочь знающий механик, который лучше понимает технику утяжки шва при разных видах продвижения (а она разнится довольно сильно, но я не могу объяснить, как именно).
Разумеется, я предложил только одно из возможных объяснений.
Странно. а у меня обычно не было никакой посадки даже на десятиметровых швах. На стользкой синтетике. Унисонное продвижение рулит. И молнии трехметровые вшивал - тоже нормально, четко выходило. Хотя их все-таки лучше предварительно приклеить лентой, ровнее получится.
На тонких тканях проще ослабить натяжение нитей (обеих), чем искать причину сборения материала.
Машина типа GC 6-7 толще 8 мм пакет шить не будет, хоть тресни. Она просто не перешагивает материал. Можно увеличить подъем внутренней лапки (один винт покрутить), иногда это выгоднее, но одновременно уменьшается подъем у внешней и она будет спотыкаться о швы и "буксовать". Ничего не попишешь, такая кинематика.
пы.сы. Если речь идет об общем измении длины сшиваемых деталей, это есть маленько. Шов стягивает материал, длина уменьшается. Нужно это предусмотреть. Но взаимного смещения слоев пакета при этом нет.
Если речь идет об общем измении длины сшиваемых деталей, это есть маленько. Шов стягивает материал, длина уменьшается. Нужно это предусмотреть. Но взаимного смещения слоев пакета при этом нет.
Ну да, я имел в виду только такое стягивание-усадку. Никак не смещение разных слоев. И прежде всего потому, что при всех мало-мальски важных работах (например, при вшивании молнии) разумеется детали скалываю булавками. И дополнительно контролирую, растягивая руками. От наметки ниткой отказался давно.
. Машина типа GC 6-7 толще 8 мм пакет шить не будет, хоть тресни. Она просто не перешагивает материал. .

Другое дело монстрик Pfaff 1245:
на фотохостинг →

Ну или фетиш нашего проммашинного форума Juki LU-1509:
на фотохостинг →
Весчь. Да хде же денег столько взять. Да надо ли. Драккен, как думаешь?
Хочу спросить, есть возможность достаточно недорого взять голову typical gc 6160H. Подойдет ли голова typical gc 6160 в стол brother прямострочку?
Хочу спросить, есть возможность достаточно недорого взять голову typical gc 6160H. Подойдет ли голова typical gc 6160 в стол brother прямострочку?
Даже если и не подойдет точно, дыру в столе всегда можно подпилить, подогнать под конкретную машину.
Народ!
Всем огромное спасибо за советы!
Работаю вот такими нитками:
А подскажите пожалуйста:
- Какой перетоп у JUKI 1181 и TYPIKAL 0302 или 0303?
У нас в городе в основном во всех ателье и малых швейных предприях работают на TYPICAL.
Пилить не хотелось бы, потому что бразер опять вставлю потом. Но ничего, даже если не подойдет, можно будет столешницу купить. Спасибо.
Изготавливаю кант из 4мм. лески и такой же скользкой ткани как и лицевая часть детали.
Потом всё на иголки и пристрачиваю прямо по иглам.
Игла №130.
Тянется верхняя деталь, она как бы наезжает на меня.
Был же в магазине, забыл спросить про липкую ленту(машинками голова забита была).
Работаю вот такими нитками:
Ну или фетиш нашего проммашинного форума Juki LU-1509:
Весчь. Да хде же денег столько взять. Да надо ли.
Я вот тоже присматриваю этот девайс - гипотетически в качестве продвинутой альтернативы 1541 и после того, как идея сверхтяжелого зигзага потерпела крах. Кое-что непонятно. Разница в технических характеристиках с 1541 очень небольшая. Здесь ход игловодителя 40 мм, там 35 мм - не бог весть что. Спрашивается, почему тогда разница в цене вдвое, причем если посмотреть рублевые цены ретроспективно (лет за 10), то 1541 практически не подорожала, а 1509 подскочила в цене более чем на треть. Дорого ценят челнок с вертикальной осью? Тоже непонятно, поскольку по затратам на исполнение разницы практически нет.

Игла №130.
Работаю вот такими нитками:
на фотохостинг →
Ну да, все сходится. У вас лавсан 86Л, а я работаю 70Л и 82Л (много лет), еще капроном 50К (тоже с незапямятных времен). Различие между 82Л и 86Л имхо очень небольшое. Вот сейчас начинаю освивать 86Л и 105Л на тяжелой машине.
Иглы №100-130. Машины Минерва 335-221, 335-121, Дюркопп 527i, потихоньку осваиваю Джуки 1541 (игла 160). Да, еще Джуки 8700Н.
Для получения качественного шва намотка нитки на шпульку важна не меньше, чем регулировка строчки или смазывание деталей машины перед работой. Прежде чем вставлять шпульку в машину, нужно убедиться, что в ней нет сколов и трещинок. В противном случае во время выполнения строчки нитка порвется или запутается. Шпулька представляет собой катушку, которая предназначена для наматывания ниток в машинах с ручным приводом или электрических. Этот элемент присутствует только в машинах, предназначенных для двухниточного шитья. Заправка верхней нитки осуществляется в иголку, а нижней – в шпульку.
Что такое шпулька
Перед тем, как намотать нитку на шпульку, нужно узнать, где она находится. Как правило, у современных машин она расположена за выдвигающейся панелью под иглой. А вот заправлять нитку в старых машинах нужно немного по-другому.
Главное предназначение шпульки – подача нижней нитки. Нижней, потому что шпульку принято устанавливать только в агрегаты с двойным шитьем. Верхнюю нитку при этом нужно установить в иголку.
Функции шпульки
Чтобы нитка непрерывно поставлялась с основной бобины, используют шпульку. Механизм подачи волокна можно сравнить со спиннингом. Происходит это так: иголка включается в работу, протягивая за собой верхнюю нитку. Вместе они опускаются в зону действия нижней нитки. Верхняя образует петлю и захватывает нижнюю. При этом получается полный поворот по кругу челнока. Этот круг позволяет сделать петлю верхней нити более объемной, а также пропустить ее через шпульку. Вот почему и верхняя, и нижняя нитки переплетаются, а в результате получается стежок.
Расположение шпульки
У швейных машин с горизонтальным челноком шпулька вставлена в шпульный колпачок. У машин с вертикальным челноком деталь вставляется сверху, непосредственно в челночный ход. Независимо от типа челнока нитку шпульки заправляют под пружинную пластину челночного устройства или шпульного колпачка.
После того, как вставка нитки в шпульку состоялась, последнюю помещают в гнездо, а катушку с нитками фиксируют на корпусе машины. Когда маховик начинает работать, шпулька и катушка с нитками также начинают вращаться. Это вращение и позволяет наматывать пряжу.
Строение шпульки
Современные производители выпускают стандартные шпульки, изготовленные из прозрачного пластика. В старых образцах машин могут использоваться металлические. Размеры детали у разных машин могут отличаться.
Чтобы нитка всегда была натянутой, на шпульке есть небольшой винтик. Чтобы нитка не вылетала из шпульки, ее вставляют в специальную прорезь.
Есть еще одна маленькая деталь – носик, который служит для предотвращения случайных выпадений шпульки. Носик прикреплен к двигающейся панели, которая отжимается пружинным механизмом от корпуса втулки. Такой механизм обеспечивает непрерывную работу, при которой нитка не обрывается и не деформируется. От расположения носика зависит состояние шпульки. Если первый меняет положение, шпулька может сломаться или вылететь во время работы. Вот почему перед тем, как вынуть шпульку из гнезда, нужно отогнуть носик.
Также в машинах предусмотрен продолговатый выступ на корпусе. Он препятствует вращению катушки со шпулькой.
Шпулька не должна иметь сколов и обломанных краев
Опытные мастера знают, что как только на шпульке образуются сколы, ее нужно заменить. Даже если при этом на ней осталось много ниток. В противном случае нитка перестанет наматываться и будет периодически рваться. В дальнейшем это приведет к пропускам петель во время работы и производственному браку.
Когда нитка заправлена в шпульку, она должна равномерно и плотно заполнить ее (нет, нитку нужно добавить). Если по каким-то причинам нитка не заправляется в шпульку, хотя алгоритм действий был правильным, ее нужно заменить на новую.
Чтобы продлить срок годности шпульки, хранить ее лучше в специальном контейнере. Последний позволяет уберечь края детали от надломов. В промышленных машинах для хранения имеется специальный держатель, на который можно нанизать несколько шпулек.
Устройство для намотки нитки на шпульку
Устройство у всех швейных агрегатов идентичное, даже если это промышленный агрегат. На корпусе расположен стержень для удержания шпульки. На нем есть специальная прорезь. Она сделана для свободного прохождения шпульки. Чтобы её вставить, нужно немного поджать плоскогубцами этот стержень. Иногда нужно, наоборот, разжать его при помощи отвертки.
Для намотки нитки на шпульку в каждой машине есть специальные приспособления.
В данной модели моталка расположена на крышке рукава. Чтобы намотать нитку на шпульку:
- Катушечный стержень перемещают в рабочее положение и надевают на него катушку.
- От последней ведут нитку через натяжное устройство. Причем нитка должна располагаться между головкой винта и находящимся под ним колпачком.
- При этом нитка, идущая от катушки к винту, должна быть внизу, а нитка, выходящая из натяжного устройства, переместиться наверх к шпульке.
- Далее делают два-три витка ниток на шпульку и надевают ее на шкив. При этом шпонка шкива должна входить в паз шпульки.
- После этого шкив со шпулькой перемещают в сторону махового колеса до упора ( до конца прорези).
- Нитки на шпульку наматывают до того момента, пока шпулька не упрется в ограничитель.
- После этого намотка прекратится и нужно будет переместить шкив моталки в сторону головки машины и снять шпульку.
Намотка шпульки на швейных машинах Brother Modern. Алгоритм действий таков:
Советы
Для качественной работы важно, чтобы на шпульке всегда было достаточное количество нитки и деталь была без сколов и трещин. Иногда дефекты на шпульке появляются не столько от небрежного обращения, сколько от неправильного выбора ниток. Во время шитья нитки постоянно воздействуют на пластик. Если волокно очень плотное, иногда оно может стать причиной появления шероховатостей.
Идеальный вариант – тонкие и эластичные нитки, которые легко скользят по поверхности шпульки. Категорически не подходят грубые и толстые нитки. Часто машина используется для ремонта старой одежды, поэтому швея использует старые хлопчатобумажные нитки времен бывшего СССР №№40 и 30. Такие волокна сами по себе очень грубые, поэтому травмируют и поверхность челнока, и шпульку.
Намотка нити на шпульку для мини швейной машины
Как намотать нитку на шпульку на электрической мини машине, можно узнать из видео ниже.
В случае серьезной поломки швейной машины помочь ей сможет только грамотный специалист. Хотя, в большинстве случаев, как показывает практика, сложного ремонта машине эксплуатирующейся домашних условиях не требуется, а для того чтобы ей можно было пользоваться, необходимо лишь произвести ее настройку и регулировку. И это вполне можно сделать своими силами, главное при этом узнать и понять, как правильно настроить швейную машинку перед работой и какие именно детали в ней следует отрегулировать.

Как настроить и отрегулировать швейную машину
Основные неисправности, требующие настройки и регулировки
Основными неполадками в работе, которые требуют своевременной наладки и регулировки можно назвать:

Возникновение всех этих неисправностей говорит о том, что к работе швейной машине нужно присмотреться, определить причину их возникновения и попытаться устранить. Если сделать это на самом первоначальном этапе, то это не потребует больших усилий. Продолжительная работа швейной машины в неправильном режиме может потребовать необходимости дорогостоящего ремонта, который сможет провести только профессионал.
Основные правила самостоятельной настройки швейной
Настроить швейную машину своими руками достаточно просто. Для этого необходимо придерживаться определенной последовательности действий, основными этапами которых являются:

Важность правильного давления лапки

Педаль швейной машины с электрприводом
Помимо всего прочего перед началом работы необходимо выполнить установку длины стежка. Обычно их точное значение для различных видов ткани и той или иной строчки указывается в инструкции по эксплуатации прибора. При этом среднее значение данной величины равно от 1 до 2 мм при использовании тонкой ткани и не менее 3 мм – толстой материи. Так же стоит проверить остроту и соответствие швейной иглы. Если игла тупая или выбрана слишком тонкой для того или иного вида ткани и нити, то будет происходить пропуск стежков.
Про рейтинг лучших швейных машинок вы можете узнать из нашей статьи.
Выбор иглы для швейной машины
Каким бы это не казалось странным, но игла — это один из самых важных элементов швейной машины, поэтому прежде чем задаваться вопросом, как правильно настроить швейную машину, необходимо проверить данный элемент. В процессе прокладывания строчки игла совершает несколько сотен проколов ткани, некоторые из которых не являются тонкими и легкими. С течением времени это приводит к ее притуплению, а впоследствии и к тому, что она изгибается. И в том случае если в процессе своего движения игла хотя бы единожды ударится по металлу корпуса прибора, то острие обязательно сомнется. При этом малоопытные мастера могут не обратить внимание на такой инцидент и при визуальном осмотре не заметят возникшего дефекта. Но на самом деле он будет существовать, и при проколе ткани на последней будет образовывать сравнительно большие разрывы. Нить, которая при этом проходит через ушко иглы, будет цепляться за деформированное острие, притормаживая при этом с появлением излишка ее в стежке. В строчке начнут образовываться петли. Кроме того погнутая тупая игла может стать причиной постоянного обрывания нити, в особенности если выполняется процесс прострочки сложного участка изделия, когда верхняя нить максимально натягивается.
В таких ситуациях наладка ручной и электрической швейной машины и ее регулировка как таковые не требуются. А для выполнения работы в нормальном режиме необходимо просто самостоятельно заменить иглу. Данный элемент в машине необходимо менять настолько часто, насколько это возможно. Это никаким образом не усложнит работу, а наоборот сделает шитье по-настоящему качественным и аккуратным.
При замене швейной иглы необходимо выбирать данный элемент строго соответствующий виду машине. В бытовое устройство ни в коем случае нельзя устанавливать иглу, предназначенную для швейной машины промышленного вида. Спутать их крайне сложно, так как иглы для устройств промышленного назначения не имеют спила на колбе. Используя такую иглу в бытовой швейной машине, нарушается зазор между лезвием иглы и носиком челнока, что в лучшем случае приводит к появлению пропусков стежках. А в худшем – к повреждению челнока швейной машины. Так же очень важным является правильное расположение элемента в иглодержателе, которое заключается в нахождении лезвия со стороны носика челнока.

Выбор и установка иглы
Выбирать иглу необходимо соответствуя номеру использующейся нити. При этом стоит учитывать особенность новых швейных машин, которая заключается в наличии под поверхностью стола направляющего ограничителя, который не дает острию иглы уйти сторону. При этом расстояние от него возрастает при увеличении толщины ткани.

Выбор иглы в зависимости от вида ткани
Настройка взаимодействия иглы и челнока швейной машины

Совместная работа челнока и иглы
От настройки узла челнока и иглы швейной машины, а точнее от соответствия зазоров между ними правильным величинам, зависит качество получаемого результата в процессе шитья, при отсутствии которой в строчки так же могут возникать пропуски, петляние и обрывы нижней и верхней нитей. Для того чтобы выполнить эту настройку необходимо понимать принцип работы машины при формировании петли.
Так при поднятии иглы на 1,5-2 мм от исходного ее положения происходит формирование петли из верхней нити, располагающейся немного выше ушка. При этом носик челнока должен проходить почти вплотную от ложбины иголки. Это расстояние не должно превышать 0,15 мм. Величина от носика челнока до ушка иглы при этом должно составлять 0,5 мм. Данные значение являются приблизительными и соответствуют работе с тканями средней толщины. В зависимости от вида использующейся материи они могут несколько изменяться. Понять их численное значение можно только экспериментальным путем в процессе выполнения работы, и такие навыки в большинстве случаев приходят с опытом.
Так же стоит отметить важность правильной установки вертикального положения зубчатой рейки. Она отвечают за перемещение ткани относительно иглы и корпуса швейной машины в процессе работы. В тот момент, когда игла протыкает материю, верхние кромки зубчиков рейки должны быть на уровне рабочего стола швейной машины.
Правильный уход за швейной машиной
Для того чтобы каждый раз перед использованием швейной машины не требовалась ее регулировка достаточно соблюдать определенные меры профилактике, к основным из которых можно отнести:
- смазка всех основных частей должна выполняться специальным маслом не реже чем один раз в полгода;
- после каждого использования швейной машине необходимо обязательно убирать с ее поверхности, а так же крышки челнока и игольной пластины всю пыль и грязь, образовавшуюся во время работы;
- перед тем как спрятать машину в чехол, необходимо убедиться в отсутствии в ее конструктивных элементах оторванных нитей и ткани, а так же подложив под лапку плотную бумагу или картон, опустить ее до упора;
- хранение швейной машины необходимо осуществлять в чехле;
- шнуры педали и привода должны быть свернуты максимально аккуратно во избежание перекручивания и появления разрывов.

Правильное хранение швейной машины
Настройка швейной машины после долгого перерыва в работе
После всех этих действий нужно заменить швейную иглу, и только после этого приступать к заправке нити и использованию устройства. Первую строчку лучше всего выполнить на куске ненужной ткани, для того чтобы избежать попадания машинного масла на материал изделия, которое будет изготавливаться по средствам использования швейной машины. При этом станет понятно правильно ли ложиться строчка. После этого можно смело приступать к работе с полной уверенностью, что данное устройство работает нормально и не испортит основную ткань.
Таким образом, настроить швейную машину вполне возможно и самостоятельно. Главное при этом понять, какая именно проблема возникает в процессе выполнения работы. Все основные операции являются стандартными и применяются как для ручной, так и для электрической швейной машины. Если каждый раз перед началом использования проверять все основные детали и узлы устройства, а так же своевременно выполнять профилактические меры и правильно использовать ее в соответствии со всеми пунктами инструкции по эксплуатации, то вопроса как наладить и отрегулировать швейную машину не возникнет.
Читайте также: