
Примеры разъемных соединений в конструкции швейной машины
Обновлено: 04.05.2024
Изготовляемые промышленностью машины, станки, приборы и аппараты состоят из различных определенным образом объединенных и взаимосвязанных деталей, которые соединяются между собой различными способами. Соединение деталей обеспечивает их определенное взаимное положение в процессе работы.
Различают разъемные и неразъемные соединения деталей. К разъемным соединениям относят соединения, допускающие разборку и повторную сборку соединяемых деталей без нарушения и повреждения. К ним относят, например, соединения, выполняемые с помощью болтов, шпилек, гаек, винтов и др.
Н неразъемным соединениям относятся соединения деталей с жесткой механической связью, сохраняющейся в течение всего срока его службы. Разборка таких соединений невозможна без разрушений или повреждений самих деталей или связывающих их элементов. К неразъемным можно отнести, например, соединения деталей сваркой, заклепками, пайкой.
В свою очередь, разъемные соединения делятся на подвижные, допускающие перемещение одной детали относительно другой, и неподвижные, в которых детали не могут перемещаться одна относительно другой. Примером подвижного соединения деталей может быть соединение подвижной гайки с винтом суппорта токарного станка, а неподвижного - соединение деталей при помощи винта.
Выделяют также группы специальных соединений, к которым относятся соединения деталей в передачах у машин, например соединение зубчатых колес. Сюда же относят соединения деталей с помощью пружин, когда после снятия нагрузки детали надо вернуть в исходное положение.
При выполнении на чертежах соединений деталей используют их полные, упрощенные или условные изображения.
Иногда (например при обозначении сварки, пайки и др.) применяют дополнительные условные обозначения. А в этой работе мы будем разбирать разъемные соединения деталей машин.
Посмотрим на чертеже основные детали вала, размеры на валу, зубчатое колесо, соединение призматической шпонки.
Разъемными называют соединения, повторная сборка и разборка которых возможна без повреждений их составных частей.
К разъемным соединениям относятся резьбовые, шлицевые, шпоночные, штифтовые, клиновые. Большое распространение в современном машиностроении получили разъемные соединения деталей машин.
Резьбовое соединение - это соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или перемещение одной детали относительно другой. Основным соединяющим элементом в резьбовом соединении является резьба.
Резьбой называется поверхность, образованная на винтовом движении плоского контура по цилиндрической или конической поверхности. При этом образуется винтовой выступ соответствующего профиля, ограниченный винтовыми и цилиндрическими или коническими поверхностями.

Если в качестве поверхности принять цилиндр, то полученная на его поверхности траектория движения точки называется цилиндрической винтовой линией.
Если движение точки по образующей и вращение образующей вокруг оси равномерны, то винтовая цилиндрическая линия является линией постоянного шага. На развертке боковой поверхности цилиндра такая винтовая линия преобразуется в прямую линию.
Достоинствами резьбовых соединений являются простота, удобство сборки и разборки, широкая номенклатура, стандартизация и массовый характер производства крепежных резьбовых деталей, взаимозаменяемость, относительно невысокая стоимость и высокая надежность.
Недостатками резьбовых соединений являются наличие концентраций напряжений во впадинах резьбы, что снижает прочность соединений; чувствительность к вибрационным и ударным воздействиям, которые могут привести к отвинчиванию и низкая точность взаимоположения соединяемых деталей.
Резьбовые соединения являются самым распространенным видом соединений вообще и разъемных в частности. В современных машинах детали, имеющие резьбу, составляют свыше 60% от общего количества деталей. Широкое применение резьбовых соединений в машиностроении объясняется их достоинствами: универсальностью, высокой надежностью, малыми габаритами и весом крепежных резьбовых деталей, способностью создавать и воспринимать большие осевые силы, технологичностью и возможностью точного изготовления.
Классификация резьбы. Классифицировать резьбы можно по многим признакам:
- - по форме профиля (треугольная, трапецеидальная, упорная, прямоугольная, круглая и др.);
- - по форме поверхности (цилиндрические, конические);
- - по расположению (наружные, внутренние);
- - по числу заходов (однозаходные и многозаходные);
- - по направлению заходов (правая, левая);
- - по величине шага (с крупным, с мелким);
- - по эксплуатационному назначению (крепежная, крепежно-уплотнительная, ходовая, специальная).
Крепежные резьбы (метрическая, дюймовая) предназначены для:
- - скрепления деталей;
- - крепежно-уплотнительные (трубные, конические) применяют в соединениях, требующих не только прочности, но и герметичности;
- - ходовые резьбы (трапецеидальная, упорная, прямоугольная) служат для передачи движения и применяются в передачах винт-гайка;
- - специальные резьбы (круглая, окулярная, часовая и др.) имеют специальное назначение.
Изображение и обозначение резьб. Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски. Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.

Обозначение нескольких резьб:
- а) цилиндрическая резьба;
- б) коническая резьба;
- в) трубная резьба.
Резьбу с нестандартным профилем изображают, как внизу, их всех всегда показывают с одним способом.

Обозначение резьбы включает в себя: вид резьбы, размер, шаг и ход резьбы, после допуска, класс точности, направление резьбы, номер стандарта.
Вид резьбы условно обозначается:
М - метрическая резьба (ГОСТ 9150-81);
G - трубная цилиндрическая резьба (ГОСТ 6357-81);
Тr - трапецеидальная резьба (ГОСТ 9484-82);
S - упорная резьба (ГОСТ 10177-82);
Rd- круглая резьба (ГОСТ 13536-68);
R- трубная коническая наружная (ГОСТ 6211-81);
Rr- внутренняя коническая (ГОСТ 6211-81);
Rp-внутренняя цилиндрическая (ГОСТ 6211-81);
К - коническая дюймовая резьба (ГОСТ 6111-51).
Шпоночные соединения состоят из вала, колеса и шпонки. Это соединение применяется для закрепления на валах шкивов, зубчатых колесах и т. п.
Шпонка представляет совой деталь призматической или сегментной формы, размеры которого определены стандартом. Шпонки применяют для передачи крутящего момента.
Достоинства шпоночных соединений:
- - простота конструкции;
- - сравнительная легкость монтажа и демонтажа, вследствие чего их широко применяют во всех отраслях машиностроения.
Недостаток - шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали. Ослабление вала обусловлено не только уменьшением его сечения, но главное, значительной концентрацией напряжений изгиба и кручения, вызываемой шпоночным пазом. Шпоночное соединение трудоемко в изготовлении:
- - при изготовлении паза концевой фрезой требуется ручная пригонка шпонки по пазу;
- - при изготовлении паза дисковой фрезой крепление шпонки в пазу винтами (от возможных осевых смещений).
Основные достоинства соединений состоят в простоте конструкции и возможности жесткой фиксации насаживаемой детали в окружном направлении.
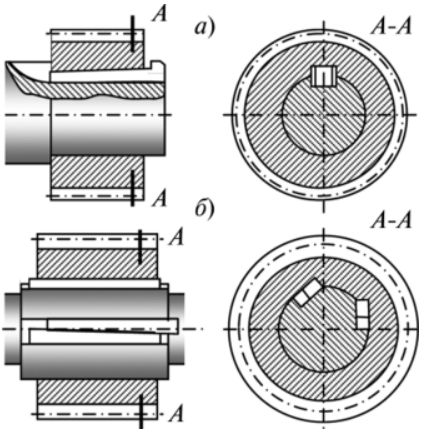
Чертежи шпоночных соединений выполняются по общим правилам. Шпоночное соединение показывают во фронтальном разрезе осевой плоскостью. Шпонку при этом изображают неразрезанной, на валу выполняют местный разрез. Вторым изображением шпоночного соединения служит сечение плоскостью, перпендикулярной оси вала. Зазор между основаниями паза во втулке (ступице колеса) и шпонкой показывают увеличенным.
Шлицевые (зубчатые) соединения применяются для тех же целей, что и шпоночные соединения, а также в конструкциях, требующих перемещения деталей вдоль оси вала, например в коробках скоростей. Благодаря большому числу выступов на валу шлицевое соединение может передавать большие мощности по сравнению со шпоночным соединением и обеспечивать лучшую центровку вала и колеса. Шлицевое соединение образуют выступы зубья на валу и соответствующие впадины шлицы в ступице. Рабочими поверхностями являются боковые стороны зубьев. Зубья вала фрезеруют по методу обкатки или накатывают в холодном состоянии профильными роликами по методу продольной накатки. Шлипы отверстия ступицы изготовляют протягиванием.
Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- 1) лучшее центрирование соединяемых деталей и более точное направление при их относительном осевом перемещении;
- 2) меньшее число деталей соединения: шлицевое соединение образуют две детали, шпоночное три, четыре;
- 3) при одинаковых габаритах возможна передача больших вращающих моментов за счет большей поверхности контакта;
- 4) большая надежность при динамических и реверсивных нагрузках;
- 5) большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для шлицев;
- 6) меньшая длина ступицы и меньшие радиальные размеры.
Недостатки: более сложная технология изготовления, а следовательно, и более высокая стоимость.
При изображении шлицевых соединений и их деталей, имеющих треугольный профиль, длительные окружности и образующие делительных поверхностей показывают штрихпунктирной тонкой линией.
Штифтовые соединения применяют для точного фиксирования деталей, они позволяют при необходимости разъединения деталей повторную сборку с сохранением точности их расположения. Штифтом называют цилиндрический или конический стержень, плотно вставляемый в отверстие двух соединяемых деталей. Применяют штифты для точного взаимного фиксирования деталей и для соединения деталей, передающих небольшие нагрузки. В зависимости от назначения штифты делят на установочные и крепежные. По форме различают цилиндрические и конические штифты. По конструкции рабочей части штифты выполняют гладкими и просечными, т. е., с насеченными или выдавленными канавками, что не требует развертывания отверстия и создает надежное соединение, предохраняющее штифт от выпадения в процессе работы.
На рис. ниже приведены основные типы штифтов:
- - цилиндрический (а);
- - конический (б);
- - конический разводной (в);
- - цилиндрические, насеченные с конца и посредине (г);
- - трубчатый пружинный (д).
Клиновым называют разъемное соединение, затягиваемое или регулируемое с помощью клина. Примером клинового соединения является соединение стержня со втулкой. Соединение обычно затягивают, забивая клин или перемещая его посредством винта. обеспечивают легкую разработку соединяемых деталей.

Достоинства клинового соединения:
- 1) быстрота сборки и разборки;
- 2) возможность создания больших сил затяжки и возможность восприятия больших нагрузок;
- 3) относительная простота конструкции.
По назначению клиновые соединения разделяют на:
- 1) силовые, предназначенные для прочного скрепления деталей;
- 2) установочные, предназначенные для установки и регулирования требуемого взаимного положения деталей.
Силовые соединения применяют для постоянного скрепления при редких разборках в машинах и при частой сборке и разборке в приспособлениях для обработки деталей на станках и в сборных литейных моделях.
Большинство силовых клиновых соединений выполняют с предварительным натягом: клином создается внутренняя сила, действующая и при отсутствии внешней нагрузки. Установочные клиновые соединения обычно выполняют без предварительного натяга с силовым замыканием, преимущественно нагрузкой от сил тяжести.
Вал - стержень, вращающийся в опорах и предназначенный для передачи вращающегося момента от одной детали к другой. Рассмотрим отдельные элементы вала.
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
РАЗЪЕМНЫЕ И НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ
Все существующие соединения деталей можно разделить на разъемные и неразъемные.
Разборка неразъемных соединений может быть осуществлена только такими средствами, которые приводят к частичному разрушению деталей, входящих в соединение.
К неразъемным соединениям относятся: клепаные, сварные, полученные пайкой, склеиванием, сшиванием, а также соединения, полученные путем запрессовки деталей с натягом. На чертежах используют условные изображения швов сварных соединений по ГОСТ 2.312—73 и соединений, получаемых клепкой, пайкой, склеиванием, сшиванием и т. д., по ГОСТ 2.313—82 (СТ СЭВ 138—81).
Разъемное соединение позволяет многократно выполнять его разборку и последующую сборку, при этом целостность деталей, входящих в соединение, не нарушается.
К неразъемным соединениям относятся: резьбовые соединения с помощью штифтов, клиньев и шпонок, а также зубчатые (шлицевые) соединения.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Помимо резьбовых соединений, осуществляемых при помощи стандартных крепежных деталей (болтов, шпилек и винтов), находят широкое применение резьбовые соединения, в которых резьба выполняется непосредственно на деталях, входящих в соединение. Это соединение получается навинчиванием одной детали на другую.

На рис. 379 представлено соединение трубы 1 со штуцером 2, осуществляемое при помощи накидной гайки 3 и втулки 4, прижимающей коническую развальцованную часть трубы к штуцеру.
СОЕДИНЕНИЕ КЛИНОМ
Соединение клином применяется в случаях необходимости быстрой разборки и сборки соединяемых деталей машин, а также для стягивания деталей с регулированием соответствующих зазоров между ними.

Изображенное на рис. 380 соединение клином служит для стягивания и регулирования зазоров вкладыша головки шатуна в его корпусе. Клин 1 совместно с пластиной 3 плотно вставляется в пазы корпуса и стяжного хомута 5 и затем закрепляется там при помощи упорного винта 2 с квадратной головкой. Для предупреждения самоотвинчивания винта ставится контргайка 4.
Клин 1, выполненный из стали, представляет собой брусок, имеющий с одной стороны скос с определенным уклоном. По краям и торцам клин скругляется.
СОЕДИНЕНИЕ С ПРИМЕНЕНИЕМ ШТИФТОВ
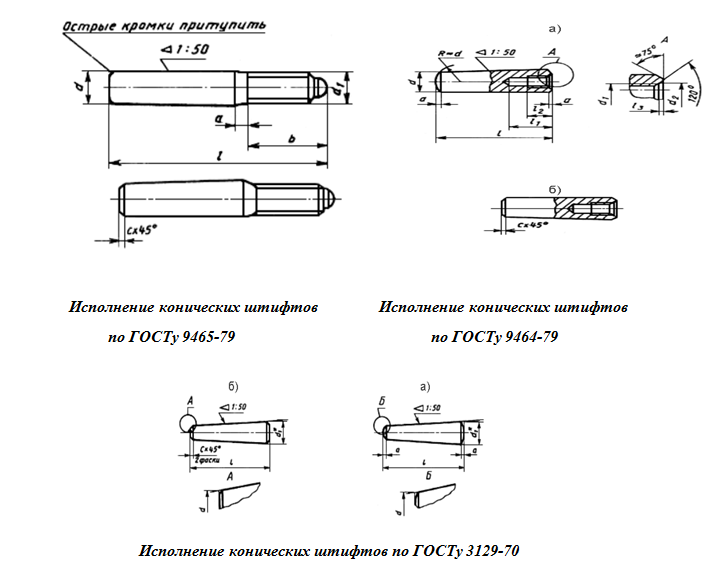
Одним из видов разъемного соединения деталей является соединение их с помощью штифтов. По форме штифты разделяются на цилиндрические и конические (рис. 381), имеются штифты и другой формы. Применяются штифты для взаимной установки деталей (установочные штифты), а также в качестве соединительных и предохранительных деталей.

Цилиндрические штифты выполняются по ГОСТ 3128—70 (СТ СЭВ 238—75, СТ СЭВ 239—75).
Размеры и параметры конических штифтов устанавливает ГОСТ 3129—70 (СТ СЭВ 238—75, СТ СЭВ 240—75).
Конические штифты выполняются с конусностью 1:50.
ШПОНОЧНОЕ СОЕДИНЕНИЕ
Шпоночное соединение бывает двух видов: неподвижное и подвижное. Наиболее распространено неподвижное соединение шпонками валов с насаженными на них деталями, например, маховиками, шкивами, зубчатыми колесами, муфтами, звездочками цепных передач, кулачками. Эти соединения просты по выполнению, компактны, легко разбираются и собираются.

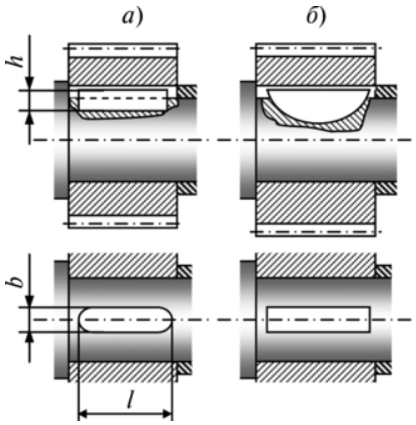
В таком соединении часть шпонки входит в паз вала, а часть — в паз ступицы колеса (рис. 382).
Форма и размеры шпонок стандартизованы и зависят от диаметра вала и условий эксплуатации соединяемых деталей. Большинство стандартных шпонок представляют собой деталь призматической, сегментной или клиновидной формы с прямоугольным поперечным сечением. Шпонки в продольном разрезе показываются нерассеченными независимо от их формы и размеров
Наибольшее распространение имеют призматические шпонки (рис. 383, а), которые, располагаясь в пазу вала, несколько выступают из него и входят в паз, выполненный во втулке (ступице) детали, соединяемой с валом. Передача вращения от вала к втулке (или наоборот) производится рабочими боковыми гранями шпонки.
После сборки шпоночного соединения (рис. 383, а) между пазом втулки и верхней гранью шпонки должен быть небольшой зазор; размеры пазов на валу и во втул А выбирают по ГОСТ 23360—78 (СТ СЭВ 189— 79).

Призматические шпонки по ГОСТ 23360—78 изготовляют в трех исполнениях (рис. 384).
Размеры сечений призматических шпонок и соответствующих им пазов определяются диаметром вала, на котором устанавливается шпонка (табл. 37). Например, шпонка для вала диаметром d=45 мм должна иметь ширину сечения 6=14 мм и высоту 9 мм. Размеры пазов для выбранной шпонки (см. табл. 37) характеризуются величинами t1=5,5 мм — для вала и t2= 3,8 мм — для втулки (см. рис. 384). На чертеже вала обычно наносят размер а на чертеже втулки колеса всегда d+t2 (см. рис. 384). Необходимая длина шпонки в зависимости от условий работы и действующих на шпоночное соединение сил выбирается по ГОСТ 23360—78.


Условное обозначение шпонки исполнения 1 с вышеуказанными размерами (b= 18, h = 11 и l=65 мм) имеет вид: Шпонка 18x11x65
При тех же размерах шпонка исполнения 2 имеет условное обозначение: Шпонка 2—8x7x45
Сегментные шпонки применяются для соединения с валом деталей, имеющих сравнительно короткие втулки (рис. 383, б). Размеры сегментных шпонок и пазов устанавливает ГОСТ 24071—80 (СТ СЭВ 647—77). Условное обозначение сегментной шпонки толщиной b=6 мм и высотой h=13 мм:
Шпонка 6x13 ГОСТ24071—80.
Значительно реже применяются клиновые шпонки, ГОСТ 24068—80 (СТ СЭВ 645—77) (см. рис. 383, г).
Условное обозначение: Шпонка 2—8x7x45
ЗУБЧАТОЕ (ШЛИЦЕВОЕ) СОЕДИНЕНИЕ

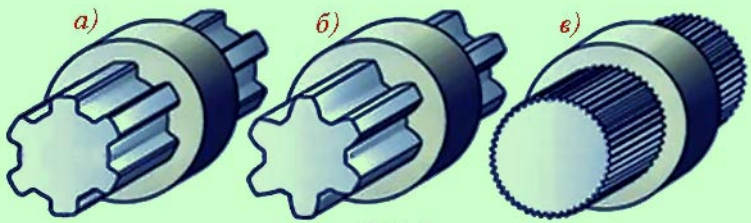
Зубчатое, или шлицевое, соединение какой-либо детали с валом образуется выступами, имеющимися на валу, и впадинами такого же профиля во втулке или ступице (рис. 385, а). Это соединение аналогично шпоночному, но так как выступов несколько, то это соединение по сравнению со шпоночным имеет значительное преимущество. Оно способно передавать большие крутящие моменты, легко осуществлять общее центрирование втулки и вала и их осевое перемещение. Поэтому его применяют в ответственных конструкциях машиностроения.

По форме поперечного сечения выступов зубчатые соединения делятся на: соединения прямобочного профиля — ГОСТ 1139—80 (СТ СЭВ 187—75, СТ СЭВ 188—75), (рис. 386, а) и эвольвентного профиля — ГОСТ 6033—80 (СТ СЭВ 259—76, СТ СЭВ 268—76, СТ СЭВ 269—76, СТ СЭВ 517—77) (рис. 386, б).

На рис. 387 представлены примеры условных изображений шлицевых соединений на чертежах. Эти условности преследуют цель сделать чертеж более простым, наглядным и легко выполнимым.
В машиностроении широко применяются зубчатые соединения прямобочного профиля, выполняемые по ГОСТ 1139—80, который устанавливает размеры элементов соединения, их предельные отклонения и условные обозначения.
Соединения прямобочного профиля характеризуются числом зубьев z, диаметрами d и D, шириной зуба b. ГОСТ 1139—80 предусматривает различные сочетания z, d и D, каждому из которых соответствует определенное значение b. Эти сочетания образуют три серии: легкую, среднюю и тяжелую.
Центрирование втулки (ступицы) на валу может осуществляться:
а) по окружности диаметра D (наиболее технологичное) (рис. 388, а), зазор по диаметру ;
б) по окружности диаметра d (рис. 388, б), зазор по диаметру D;
в) по размеру b (по боковым сторонам зубьев) (рис. 388, в), зазоры по диаметрам d и D.
В общем случае условное обозначение шлицевых валов, отверстий и их соединений содержит: поверхность центрирования (d, D или число зубьев, внутренний диаметр, наружный диаметр, ширину зуба, посадки.

Пример условного обозначения втулки с числом зубьев z=8, внутренним диаметром 36 мм, наружным диаметром D=40 мм, шириной зубьев b=1 мм с центрированием по внутреннему диаметру, с посадками по диаметру центрирования — H7, по диаметру D — Н12:

ГОСТ 2.409—74 (СТ СЭВ 650—77) устанавливает условные изображения зубчатых (шлицевых) валов, отверстий и их соединений, а также правила выполнения элементов соединений на чертежах зубчатых валов и отверстий.
Окружности и образующие поверхностей впадин на изображениях зубчатого вала и отверстия показывают сплошными тонкими линиями (см. рис. 387, а), при этом сплошная тонкая линия поверхности впадин на проекции вала на плоскость, параллельную его оси, должна пересекать линию границы фаски. На разрезах образующие поверхности впадин и отверстия показывают сплошными основными линиями (см. рис. 387).
На продольных разрезах и сечениях зубья валов и впадины отверстия ступиц совмещают с плоскостью чертежа, при этом зубья показывают нерассеченными, а образующие, соответствующие диаметрам и D, показывают сплошными толстыми линиями (см. рис. 387, а и б).
На проекциях вала, перпендикулярных его оси, а также в поперечных разрезах и сечениях окружности впадин показывают сплошными тонкими линиями.
Делительные окружности и образующие делительных поверхностей показывают штрихпунктирной тонкой линией.
На изображениях перпендикулярных оси вала или отверстия изображают профиль одного зуба и двух впадин. Сплошной толстой — основной линией проводятся окружности, соответствующие диаметру D (для вала) и диаметру d (для отверстия ступицы). Сплошной тонкой линией проводятся окружности, соответствующие диаметру d (для вала) и диаметру D (для отверстия).
На рабочих чертежах зубчатых валов указывают длину зубьев полного профиля l1 до сбега (рис. 389, а), а на полке линии-выноски, заканчивающейся стрелкой, условное обозначение соединения.
Допускается указывать полную длину зубьев наибольший радиус инструмента (фрезы) Rmax и длину сбега l2. Остальные размеры назначаются конструктивно.

На рис. 390 показаны примеры условного изображения шлицевых соединений прямобочного профиля.
СВАРНЫЕ СОЕДИНЕНИЯ
Сварные соединения широко применяются в технике, особенно в машиностроении.

При помощи сварки соединяются детали машин, металлоконструкции мостов и т. п.
На рис. 391 показано соединение деталей, выполненное при помощи сварки. На чертеже при изображении разреза сварной конструкции свариваемые детали должны быть заштрихованы тонкими линиями в разных направлениях (рис. 391, б).
Заклепочное соединение применяется в соединениях деталей из металлов, в основом плохо поддающихся сварке, при соединениях металлических изделий с неметаллическими. Эти соединения применяются в конструкциях, работающих под действием ударных и вибрационных нагрузок. Например, при изготовлении металлоконструкций мостов кроме сварного соединения в некоторых случаях применяют заклепочное соединение (рис. 392).

Заклепка представляет собой стержень круглого сечения, имеющий с одного конца головку, форма головки бывает различной.
На рис. 393, а показано соединение двух деталей при помощи заклепок с полукруглой (сферической) головкой. В соединяемых деталях выполняются отверстия, диаметр которых несколько больше диаметра непоставленной заклепки.. Заклепка вставляется в отверстия в деталях, и ее свободный конец расклепывается обжимками клепального молотка или машины. Длина стержня заклепки L выбирается так, чтобы выступающая из детали часть была достаточной для придания ей в процессе расклепки необходимой формы. При расклепке происходит осаживание стержня, который заполняет отверстия, выполненные в соединяемых деталях. В зависимости от диаметра заклепки она расклепывается в холодном или предварительно нагретом состоянии. Заклепки со сплошным стержнем в продольном разрезе изображаются нерассеченными (рис. 393, б и в). Заклепочные швы выполняются внахлестку (рис. 393, б) или встык с накладками (рис. 393,в).

По расположению заклепок в соединениях различают однорядные (рис. 393, б) и многорядные (рис. 393, в) заклепочные швы. Расположение заклепок в рядах может быть шахматное и параллельное.
Шагом размещения заклепок называется расстояние между осями двух соседних заклепок, измеренное параллельно кромке шва (рис. 393, в).
Заклепки нормальной точности с полукруглой (сферической) головкой, получившие широкое распространение, выполняются по ГОСТ 10299—80 (СТ СЭВ 1019—78).
Условное обозначение заклепки диаметра стержня d=6 мм и длиной L= 24 мм: Заклепка 6x24 ГОСТ 10299—80
Помимо заклепок с полукруглой головкой находят применение заклепки с потайной [ГОСТ 10300—80 (СТ СЭВ 1020—78)], полупотайной [ГОСТ 10301—80 (СТ СЭВ 1022—78)] и с плоской головкой (ГОСТ 10303— 80).
Соединения деталей из мягких материалов (кожи, картона, полимеров — пластмасс и т. п.), не требующие повышенной точности, могут выполняться с помощью пустотелых (трубчатых) заклепок, изображенных на рис. 393, г. Размеры и параметры таких заклепок приведены в ГОСТ 12638—-80 — ГОСТ 12644—80.

В проекции на плоскость, перпендикулярную оси, заклепки должны изображаться небольшими крестиками, нанесенными тонкими линиями.
Если изделие, изображенное на сборочном чертеже, имеет многорядное клепаное соединение, то одну или две заклепки в сечении или на виде надо показывать условным символом, остальные — центровыми или осевыми линиями (рис. 394, а).
Когда на чертеже имеется несколько групп заклепок, различных по типам и размерам, рекомендуется одинаковые заклепки обозначать условными знаками (рис. 394, б) или одинаковыми буквами (рис. 394, в).
СОЕДИНЕНИЯ ПАЙКОЙ И СКЛЕИВАНИЕМ

При соединении пайкой в отличие от сварки место спайки нагревается лишь до температуры плавления припоя, которая намного ниже температуры плавления материала соединяемых деталей. Соединение деталей получается благодаря заполнению зазора между ними расплавленным припоем (рис. 395).
Швы неразъемных соединений, получаемые пайкой и склеиванием, изображают условно по ГОСТ 2.313— 82 (СТ СЭВ 138—81).

Припой или клей в разрезах и на видах изображают линией в два раза толще основной сплошной линии (рис. 396). Для обозначения пайки (рис. 396, или склеивания (рис. 396, г, д и е) применяют условные знаки, которые наносят на линии-выноске от сплошной основной линии. Швы, выполненные пайкой или склеиванием по периметру, обозначаются линией-выноской, заканчивающейся окружностью диаметром 3. 5 мм (рис. 396, б и в). Швы, ограниченные определенным участком, следует обозначать, как показано на рис. 396, в и е. На изображении паяного соединения при необходимости указывают требования к качеству шва в технических требованиях. Ссылку на номер пункта помещают на полке линии-выноски, проведенной от изображения шва.
На полке линии-выноски ставится номер пункта технических требований, где указана марка припоя или клея.
СОЕДИНЕНИЕ ЗАФОРМОВКОЙ И ОПРЕССОВКОЙ

Изделия, изготовляемые путем опрессовки и заформовки (рис. 397), широко применяются в машиностроении. Армированные изделия повышают качество изделия. Методом прессования из пластмасс можно получить в массовом производстве изделия с высокими параметрами шероховатости.
При изготовлении деталей применяют наплавки и заливки металлом, полимером (пластмассой), резиной и т. п. Это защищает соединяемые элементы от коррозии и химического воздействия, а иногда является изоляцией одних токонесущих деталей от других.
Агрегаты, обслуживающие их системы, а также узлы машин представляют собой совокупность различных деталей, которые взаимодействуют между собой определенным образом. В результате формируется единый, выполняющий возложенные на него функции, механизм. Например, в состав крупного станка карусельного типа входит порядка 20 тысяч деталей, а легковой автомобиль состоит из примерно 16 тысяч деталей.
Основные разновидности соединений
Все соединения принято подразделять на следующие два основных вида:
неподвижное. В данном случае детали соединяются так, чтобы в процессе работы их взаимное пространственное расположение не изменялось. Самый наглядный пример – это сварные соединения;
подвижное. Соединение этого вида предусматривает возможность перемещения деталей относительно друг друга при работе. За примерами тоже далеко ходить не надо – лучше всего соответствует данному определению соединение зубчатое.
Соединения этих видов подразделяются в свою очередь на две большие группы:
разъемные. Предоставляют возможность проведения многократной сборки, а также разборки конструкции без нарушения целостности ее компонентов. Например, резьбовые соединения и пр.;
неразъемные. В данном случае разборка соединения сопровождается разрушением входящих в него деталей.
Неподвижные неразъемные соединения выполняются:
прессовым давлением – запрессовка;
расплющиванием наконечника крепежной детали – расклепывание;
отклонением края соединительного элемента – загибка;
формированием точечных углублений – кернение;
обжатием шляпок заклепок и кромок металлических пластин – чеканка;
С использованием сцепления, проявляемого на физико-химическом уровне:
сплавлением заготовок путем их нагрева – сварка;
введение между скрепляемыми деталями металлического расплава – пайка;
соединение посредством клеящего состава – склеивание;
Погружением заготовок в расплав:
специальной форме для литья под давлением – пресс-форма.
Сборка подвижных разъемных соединений осуществляется:
металлургической операцией, в результате которой увеличивается длина заготовки и уменьшается площадь поперечного сечения – свободная обжимка;
приданием заготовке определенного профиля пропусканием ее через вальцы – развальцовка.
Разъемные соединения
Соединения данного типа широко применяются там, где возникает необходимость периодической замены деталей. Причины для проведения данной операции бывают совершенно разными, начиная с регламентного обслуживания, и заканчивая сменой износившегося рабочего компонента агрегата.
Соединения резьбовые
Резьба бывает метрической (в крепеже используется чаще всего) и дюймовой (применяется при реализации трубных соединений). По иным критериям она подразделяется на:
цилиндрическую. Место ее формирования – боковая поверхность правильного кругового цилиндра;
коническую. Наносится резьбовая нить на стальной стержень либо трубу, характеризующиеся конусообразной конфигурацией;
трапецеидальную. Подвид резьбы метрической. Отличается профилем витков в виде равнобедренной трапеции;
круглую. Профиль сформирован дугами, объединенными прямолинейными участками. Стороны образуют угол, равный 30°;
упорную. Сечение витков выглядит как неравнобокая трапеция. Уклон одной стороны к вертикали составляет те же 30°, а другой – рабочей – 3°.
По количеству нитей резьба бывает одно- и многозаходной.
Штифтовые соединения
Формирование данного соединения выполняется путем совместного просверливания скрепляемых элементов конструкции с последующей установкой в созданные отверстия специальных деталей, называемых штифтами. Последняя операция должна осуществляться с натягом.
Производство цилиндрических штифтов регламентируют положения четырех Государственных стандартов. Чертежи установленных ими исполнений данных фиксаторов представлены ниже.
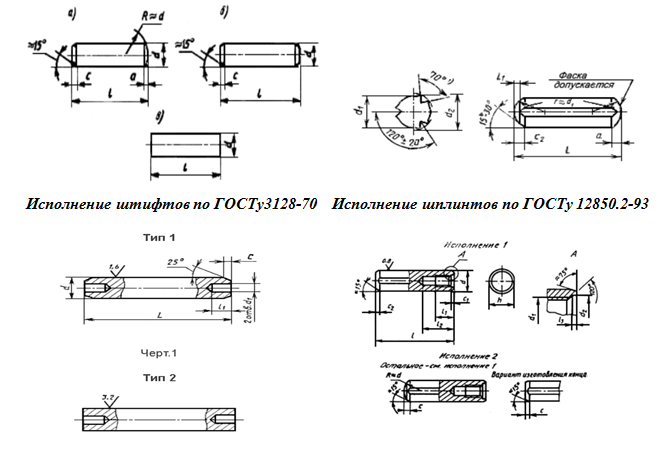
Исполнение штифтов по ГОСТу10774-80 Исполнение штифтов по ГОСТу 12207-79
Размерные характеристики
Сегодня производятся также конические штифты. По сравнению с вышеописанными цилиндрическими они обеспечивают фиксацию с большей точностью. При этом значение данной характеристики остается, практически, неизменным после многочисленных переборок. Также не влияет на него износ штифта. Эта деталь просто погружается на большую глубину, поэтому плотность ее посадки восстанавливается.
Нормируют производство конических штифтов положения трех Государственных стандартов. Ниже представлены утвержденные ими чертежи исполнений фиксаторов данного типа.
Размерные характеристики
Ниже для конкретики представлены пределы изменения размеров штифтов конических, утвержденных ГОСТом 9465-79. Особенностью этих метизов является наличие на одной из частей стержня резьбовой накатки.
Соединения шпоночные
Сфера предназначения этих соединений – передача момента вращающего усилия. Их используют для закрепления на валах вентиляторов, муфт, шестерней, шкивов и т.д. В качестве сырья для изготовления шпонок служат, как правило, среднеуглеродистые стали. Создание шпоночных пазов на валу осуществляется посредством концевых либо дисковых фрез, а на ступицах – технологиями протягивания или долбления.
Разновидности
Шпоночные соединения бывают двух видов.
Степень соосности, обеспечиваемая напряженными соединениями, не столь высокая по сравнению с ненапряженными. При использовании первых в ходе забивания клиньев возможен перекос ступицы. Поэтому на применение напряженных шпоночных соединений накладываются ограничения.
Шлицевые соединения
Используются данные соединения для передачи значительных моментов. По сравнению со шпоночными они ослабляют вал меньше. Шлицы выполняются технологиями накатки, долбления либо фрезерования. Что же касается пазов в ступицах, то при крупносерийном производстве их получают протягиванием, а при производстве мелкими партиями – долблением.
Шлицы отличаются формой профиля.
Нормативные документы
Технические характеристики шлицевых соединений установлены Государственными стандартами под номерами:
1139-58 – шлицы прямобочные;
6033-80 – шлицы эвольвентные.
Рабочие параметры шлицевых соединений с треугольным профилем прописаны в Отраслевом стандарте 1.00092, принятом в 1973 году.
Неразъемные соединения
В современном промышленном производстве применяются, преимущественно, три вида неразъемных соединений. Коротко рассмотрим их.
Прессованные соединения
Наибольшее распространение для реализации соединений данного типа получили прессовые фитинги. Посредством этих фасонных деталей осуществляется обвязка радиаторов, котлов, водопроводных смесителей и прочего сантехнического оборудования. Монтаж пресс-фитингов осуществляется с использованием специального обжимного инструментария – ручными либо электрическими пресс-клещами. Последовательность действий представлена ниже в картинках.
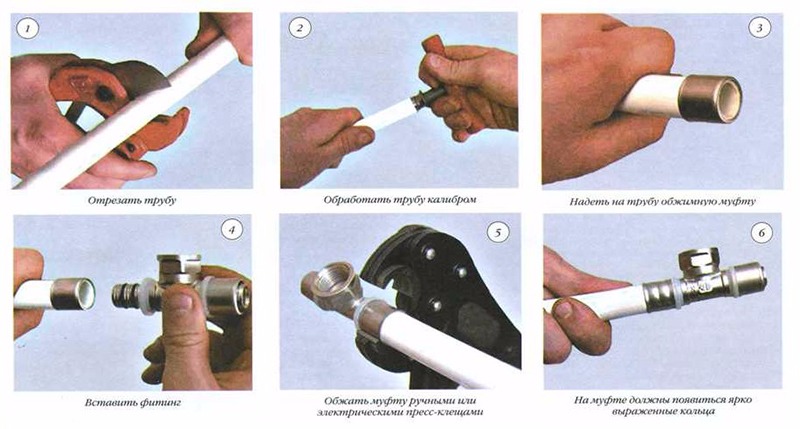
Использование пресс-фитинга обеспечивает герметичность неразъемного соединения. Наибольшее распространение получили такие детали, изготовленные из меди (элемент Сu) и медьсодержащих сплавов. Предъявляемые к ним технические требования утверждены ГОСТом 32591-2013. Номинальный диаметр пресс-фитингов (обозначение d) изменяется в диапазоне 6,0 мм≤d≤267,0 мм. Они соединяют трубы с минимальной толщиной стенки от 0,6 мм до 3,0 мм.
Сварные соединения
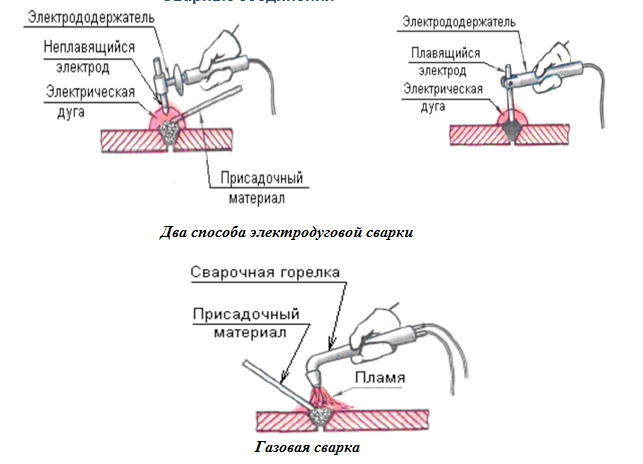
Из соединений неразъемного типа наиболее совершенными являются именно сварные. Здесь действуют силы на межатомном уровне. Кромки скрепляемых элементов конструкции расплавляются, а прочный сварной шов образуется после их остывания. Такая операция чаще всего выполняется посредством электродуговой либо газовой сварки.
Нормативные документы
Создание сварного соединения регламентируют Государственные стандарты под номерами:
5264-80. Содержит требования к ручной электродуговой сварке;
8713-79. Здесь прописаны правила проведения автоматической, а также полуавтоматической сварки с применением/без применения подварочного шва (предотвращает прожоги при последующих сварочных работах), флюсоудерживающих приспособлений и подкладок;
1533-75. Нормирует автоматическую и полуавтоматическую сварку под защитным слоем флюса. В обоих случаях предусматривается ручная подварка;
15164-78. Содержит требования к сварке электрошлакового типа с применением проволочного электрода;
14771-76. Утверждает технические условия проведения электродуговой сварки в газах, препятствующих проникновению в зону расплава вредных соединений из атмосферного воздуха. В частности, в инертных негорючих газах, например, в гелии (Не) и аргоне (Аr); в газе с формулой СО 2 , известным под названием углекислый.
В первом случае должны использоваться неплавящиеся электроды, а во втором – плавящиеся;
14806-80. В этом ГОСТе указаны правила проведения электродуговой сварки в инертных защитных газах деталей, произведенных из алюминия (элемент Аl) и сплавов, в которых он содержится;
16310-80. Прописаны требования к сварным соединениям таких полимерных материалов, как полиэтилен (формула (С 2 Н 4 ) n ); полипропилен (формула (С 3 Н 6 ) n ); винипласт – пластическая масса, созданная на основе перхлорвиниловой смолы (общепринятое сокращение – ХПВХ) и поливинилхлорида (формула (С 2 Н 3 Сl) n ).
Клепаные соединения
Клепаным называется соединение элементов конструкции, созданное с использованием заклепок, а само место сопряжения принято именовать клепаным швом. Обычно используется данная технология по отношению к промышленно-гражданским объектам, подвергающимся высоким вибрационным нагрузкам. В частности, без заклепок не обходится процесс возведения пролетов мостовых сооружений.
Нормативные документы
Единого Государственного стандарта, устанавливающего допустимые к реализации разновидности клепаных соединений, на территории нашей страны нет. Однако при их создании нужно руководствоваться положениями OCTа 1 00872-77, описывающими методы испытаний объектов, в которых применялись заклепки:
на статический срез этих метизов;
на усталость, когда соединение работает в условиях, вызывающих срез заклепок.
Иное дело с нормативными документами, регламентирующими производство самих крепежных деталей всех типов. Речь идет о Государственных стандартах под номерами:
10299-80, 10300-80, 10301-80, 10302-80, 10303-80. В них прописаны технические условия на заклепки нормальной и грубой точности с полусферической, потайной, полупотайной, полусферической низкой и плоской закладной головкой, соответственно;
10304-80. Содержит общие технические условия на производство заклепок нормальной и грубой точности;
12644-80. Здесь прописаны общие технические условия производства пустотелого и полупустотелого заклепочного крепежа;
Заключение
В качестве сырья для изготовления стандартного крепежа используются средне- и малоуглеродистые стали Cт45, 30, 20, 15, 10, Cт3кп. Ответственные соединения создаются с помощью деталей, произведенных из легированных сплавов: 40XHMA, 35XГCA, 30XГCA, 38XA, 40X. Для обеспечения устойчивости к воздействию коррозии и улучшения прочностных характеристик крепеж подвергают термообработке либо механическому упрочнению.
Целью настоящего курса является формирование широты мышления будущего специалиста в области эффективного использования современного швейного оборудования, комплексной механизации и автоматизации подготовительно – раскройного и швейного производства.
Основные задачи курса заключаются в приобретении глубоких и всесторонних знаний в области современной техники, средств организационной и технологической оснастки, автоматизированной технологии основанной на применении широкой гаммы полуавтоматического и универсального оборудования с широким набором автоматизированных функций.
Содержание:
Детали и узлы, виды передач и механизмы швейных машин.. 6
Детали для соединения отдельных частей машины. 6
Детали для передачи вращательного движения. 6
Детали для преобразования движений. 6
Понятие о конструктивной и кинематических схемах. Условное изображение деталей 7
Классификация машинных стежков. Обозначение их классов и типов. 9
Классификация и обозначение швейных машин. 12
Принцип образования челночных и цепных стежков.. 16
Процесс образования челночного стежка. 17
Процесс образования однониточного цепного стежка 18
Образования двухниточного цепного стежка. 19
Процесс образования двухниточного цепного обметочного стежка 20
Процесс образования трехниточного цепного обметочного стежка 20
Процесс образования однониточного обметочного стежка 21
Образование однониточного цепного потайного стежка. 22
Рабочие инструменты швейных машин.. 23
Механизмы челноков.. 23
Классификация механизмов челноков 23
Механизм челнока 24
Механизм челнока в машине 1022-М кл 24
Устройство челночного комплекта 25
Регулировка челнока по игле и иглы по челноку 26
Регулировка натяжения нижней нити. 27
МЕХАНИЗМ ИГЛЫ. 28
.Изучение конструкции иглы и ее функций в швейной машине 28
Классификация механизмов иглы 29
Кривошипно-шатунный механизм иглы. 29
Устройство для воздушно-водяного охлаждения иглы 30
Механизм нитепритягивателей в машинах.. 31
Классификация механизмов нитепритягивателей 31
Механизм нитепритягивателя в швейной машине 1022 кл. 31
Принцип работы нитепритягивателя машины 1022 кл 32
Механизм нитепритягивателя в швейной машине 97 кл. 32
Принцип работы нитепритягивателя машины 97-А кл 32
Механизмы перемещения сшиваемых материалов. 33
Лапки и рейки швейных машин 35
Технологическая и организационная оснастка.. 36
СИСТЕМА УНИВЕРСАЛЬНО-СБОРНЫХ ПРИСПОСОБЛЕНИЙ (УСП) МАЛОЙ МЕХАНИЗАЦИИ 39
ОРГАНИЗАЦИОННАЯ ОСНАСТКА.. 40
Челночные швейные машины неавтоматизированного и автоматизированного типа 40
Стачивающие машины беспосадочной строчки 41
Характеристика машин строчки с посадкой 42
Швейные машины, образующие зигзагообразные строчки. 43
Машина 1026 кл. 43
Машины зигзагообразной строчки зарубежных стран 43
Швейные машины для выполнения цепного стежка.. 44
Стачивающе-обметочные машины 44
Машины конструктивно-унифицированного ряда 51 кл. 44

МАШИНЫ ПОТАЙНОГО СТЕЖКА (тип 103) 44
швейные машины полуавтоматического действия.. 45
Петельные полуавтоматы 45
Полуавтомат 25-1 кл. 46
Полуавтоматы для пришивания пуговиц 47
Полуавтомат КУР-1095 кл. и модификации на его основе 47
Оборудование для влажно-тепловой обработки швейных изделий 49
Основные типы прессового оборудования для вто 50
Утюжильные столы 51
Паровоздушные манекены 52
Оборудование для выполнения клеевых соединений 53
Приложение А.. 59
Технический диктант: 64
Швейная машина, состоит из деталей. Деталь это элемент изделия, изготовленный без применения сборочных операций. 2, 3 или большее число деталей могут быть соединены, тогда они образуют сборочную единицу. Ряд сборочных единиц может образовывать механизм или узел, а собранные механизмы и узлы - машину.
В зависимости от характера работы швейных машин все детали можно разделить на следующие группы:
1) Детали рабочих или исполнительных органов машины, принимающие участие в образовании стежков: иглы, челноки, петлители и др.
2) Детали, передающие движение рабочим органам машины и непосредственно не соприкасающиеся с ниткой: валы, оси, шатуны, зубчатые колёса, эксцентрики, кулачки, кулисы, пальцы и т.д.
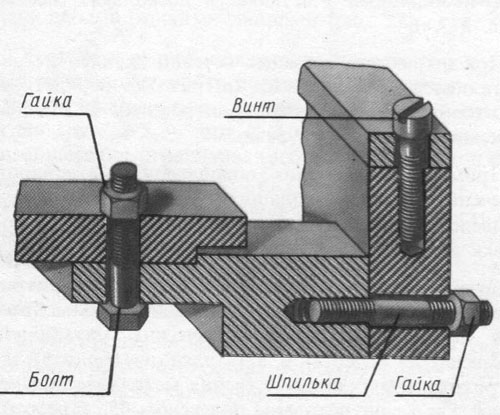
3) Детали, служащие для сборки и крепления звеньев механизмов: винты, гайки, болты, штифты.
4) Статические детали: корпус машины, ограждение механизмов и др.
К деталям швейных машин предъявляют следующие основные требования:
1) материалы деталей должны обладать достаточной прочностью. Детали и звенья современных машин работают с большими скоростями (при частоте вращения главного вала, часто достигающими 5000 об/мим и выше). В этих условиях кроме нагрузок, связанных с выполнением технологического процесса (силы для прокола ткани, силы для затягивания ниток и др.), в звеньях механизмов и кинематических парах появляются значительные динамические нагрузки (силы инерции);
2) детали рабочих органом швейных машин должны обладать большой сопротивляемостью к истиранию и имен. полированную поверхность;
3) детали должны быть изготовлены с высокой точностью и не иметь больших зазоров в кинематических парах Наличие чрезмерных зазоров не позволит получить хорошую строчку, а также приводит к обрыву ниток;
4) детали должны обеспечить бесшумную работу машины
Для правильного соединения деталей, их ориентации друг относительно друга и обеспечения взаимодействия механизмов в процессе образования строчек и ряда других функций в швейных машинах применяют детали для соединения частей сборочных узлов, для передачи вращения и для преобразования движений (табл. 1).
Читайте также: