
Приведите примеры разъемных неразъемных подвижных и неподвижных соединений в швейной машине
Обновлено: 05.05.2024
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
РАЗЪЕМНЫЕ И НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ
Все существующие соединения деталей можно разделить на разъемные и неразъемные.
Разборка неразъемных соединений может быть осуществлена только такими средствами, которые приводят к частичному разрушению деталей, входящих в соединение.
К неразъемным соединениям относятся: клепаные, сварные, полученные пайкой, склеиванием, сшиванием, а также соединения, полученные путем запрессовки деталей с натягом. На чертежах используют условные изображения швов сварных соединений по ГОСТ 2.312—73 и соединений, получаемых клепкой, пайкой, склеиванием, сшиванием и т. д., по ГОСТ 2.313—82 (СТ СЭВ 138—81).
Разъемное соединение позволяет многократно выполнять его разборку и последующую сборку, при этом целостность деталей, входящих в соединение, не нарушается.
К неразъемным соединениям относятся: резьбовые соединения с помощью штифтов, клиньев и шпонок, а также зубчатые (шлицевые) соединения.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Помимо резьбовых соединений, осуществляемых при помощи стандартных крепежных деталей (болтов, шпилек и винтов), находят широкое применение резьбовые соединения, в которых резьба выполняется непосредственно на деталях, входящих в соединение. Это соединение получается навинчиванием одной детали на другую.

На рис. 379 представлено соединение трубы 1 со штуцером 2, осуществляемое при помощи накидной гайки 3 и втулки 4, прижимающей коническую развальцованную часть трубы к штуцеру.
СОЕДИНЕНИЕ КЛИНОМ
Соединение клином применяется в случаях необходимости быстрой разборки и сборки соединяемых деталей машин, а также для стягивания деталей с регулированием соответствующих зазоров между ними.

Изображенное на рис. 380 соединение клином служит для стягивания и регулирования зазоров вкладыша головки шатуна в его корпусе. Клин 1 совместно с пластиной 3 плотно вставляется в пазы корпуса и стяжного хомута 5 и затем закрепляется там при помощи упорного винта 2 с квадратной головкой. Для предупреждения самоотвинчивания винта ставится контргайка 4.
Клин 1, выполненный из стали, представляет собой брусок, имеющий с одной стороны скос с определенным уклоном. По краям и торцам клин скругляется.
СОЕДИНЕНИЕ С ПРИМЕНЕНИЕМ ШТИФТОВ
Одним из видов разъемного соединения деталей является соединение их с помощью штифтов. По форме штифты разделяются на цилиндрические и конические (рис. 381), имеются штифты и другой формы. Применяются штифты для взаимной установки деталей (установочные штифты), а также в качестве соединительных и предохранительных деталей.

Цилиндрические штифты выполняются по ГОСТ 3128—70 (СТ СЭВ 238—75, СТ СЭВ 239—75).
Размеры и параметры конических штифтов устанавливает ГОСТ 3129—70 (СТ СЭВ 238—75, СТ СЭВ 240—75).
Конические штифты выполняются с конусностью 1:50.
ШПОНОЧНОЕ СОЕДИНЕНИЕ
Шпоночное соединение бывает двух видов: неподвижное и подвижное. Наиболее распространено неподвижное соединение шпонками валов с насаженными на них деталями, например, маховиками, шкивами, зубчатыми колесами, муфтами, звездочками цепных передач, кулачками. Эти соединения просты по выполнению, компактны, легко разбираются и собираются.

В таком соединении часть шпонки входит в паз вала, а часть — в паз ступицы колеса (рис. 382).
Форма и размеры шпонок стандартизованы и зависят от диаметра вала и условий эксплуатации соединяемых деталей. Большинство стандартных шпонок представляют собой деталь призматической, сегментной или клиновидной формы с прямоугольным поперечным сечением. Шпонки в продольном разрезе показываются нерассеченными независимо от их формы и размеров
Наибольшее распространение имеют призматические шпонки (рис. 383, а), которые, располагаясь в пазу вала, несколько выступают из него и входят в паз, выполненный во втулке (ступице) детали, соединяемой с валом. Передача вращения от вала к втулке (или наоборот) производится рабочими боковыми гранями шпонки.
После сборки шпоночного соединения (рис. 383, а) между пазом втулки и верхней гранью шпонки должен быть небольшой зазор; размеры пазов на валу и во втул А выбирают по ГОСТ 23360—78 (СТ СЭВ 189— 79).

Призматические шпонки по ГОСТ 23360—78 изготовляют в трех исполнениях (рис. 384).
Размеры сечений призматических шпонок и соответствующих им пазов определяются диаметром вала, на котором устанавливается шпонка (табл. 37). Например, шпонка для вала диаметром d=45 мм должна иметь ширину сечения 6=14 мм и высоту 9 мм. Размеры пазов для выбранной шпонки (см. табл. 37) характеризуются величинами t1=5,5 мм — для вала и t2= 3,8 мм — для втулки (см. рис. 384). На чертеже вала обычно наносят размер а на чертеже втулки колеса всегда d+t2 (см. рис. 384). Необходимая длина шпонки в зависимости от условий работы и действующих на шпоночное соединение сил выбирается по ГОСТ 23360—78.


Условное обозначение шпонки исполнения 1 с вышеуказанными размерами (b= 18, h = 11 и l=65 мм) имеет вид: Шпонка 18x11x65
При тех же размерах шпонка исполнения 2 имеет условное обозначение: Шпонка 2—8x7x45
Сегментные шпонки применяются для соединения с валом деталей, имеющих сравнительно короткие втулки (рис. 383, б). Размеры сегментных шпонок и пазов устанавливает ГОСТ 24071—80 (СТ СЭВ 647—77). Условное обозначение сегментной шпонки толщиной b=6 мм и высотой h=13 мм:
Шпонка 6x13 ГОСТ24071—80.
Значительно реже применяются клиновые шпонки, ГОСТ 24068—80 (СТ СЭВ 645—77) (см. рис. 383, г).
Условное обозначение: Шпонка 2—8x7x45
ЗУБЧАТОЕ (ШЛИЦЕВОЕ) СОЕДИНЕНИЕ

Зубчатое, или шлицевое, соединение какой-либо детали с валом образуется выступами, имеющимися на валу, и впадинами такого же профиля во втулке или ступице (рис. 385, а). Это соединение аналогично шпоночному, но так как выступов несколько, то это соединение по сравнению со шпоночным имеет значительное преимущество. Оно способно передавать большие крутящие моменты, легко осуществлять общее центрирование втулки и вала и их осевое перемещение. Поэтому его применяют в ответственных конструкциях машиностроения.

По форме поперечного сечения выступов зубчатые соединения делятся на: соединения прямобочного профиля — ГОСТ 1139—80 (СТ СЭВ 187—75, СТ СЭВ 188—75), (рис. 386, а) и эвольвентного профиля — ГОСТ 6033—80 (СТ СЭВ 259—76, СТ СЭВ 268—76, СТ СЭВ 269—76, СТ СЭВ 517—77) (рис. 386, б).

На рис. 387 представлены примеры условных изображений шлицевых соединений на чертежах. Эти условности преследуют цель сделать чертеж более простым, наглядным и легко выполнимым.
В машиностроении широко применяются зубчатые соединения прямобочного профиля, выполняемые по ГОСТ 1139—80, который устанавливает размеры элементов соединения, их предельные отклонения и условные обозначения.
Соединения прямобочного профиля характеризуются числом зубьев z, диаметрами d и D, шириной зуба b. ГОСТ 1139—80 предусматривает различные сочетания z, d и D, каждому из которых соответствует определенное значение b. Эти сочетания образуют три серии: легкую, среднюю и тяжелую.
Центрирование втулки (ступицы) на валу может осуществляться:
а) по окружности диаметра D (наиболее технологичное) (рис. 388, а), зазор по диаметру ;
б) по окружности диаметра d (рис. 388, б), зазор по диаметру D;
в) по размеру b (по боковым сторонам зубьев) (рис. 388, в), зазоры по диаметрам d и D.
В общем случае условное обозначение шлицевых валов, отверстий и их соединений содержит: поверхность центрирования (d, D или число зубьев, внутренний диаметр, наружный диаметр, ширину зуба, посадки.

Пример условного обозначения втулки с числом зубьев z=8, внутренним диаметром 36 мм, наружным диаметром D=40 мм, шириной зубьев b=1 мм с центрированием по внутреннему диаметру, с посадками по диаметру центрирования — H7, по диаметру D — Н12:

ГОСТ 2.409—74 (СТ СЭВ 650—77) устанавливает условные изображения зубчатых (шлицевых) валов, отверстий и их соединений, а также правила выполнения элементов соединений на чертежах зубчатых валов и отверстий.
Окружности и образующие поверхностей впадин на изображениях зубчатого вала и отверстия показывают сплошными тонкими линиями (см. рис. 387, а), при этом сплошная тонкая линия поверхности впадин на проекции вала на плоскость, параллельную его оси, должна пересекать линию границы фаски. На разрезах образующие поверхности впадин и отверстия показывают сплошными основными линиями (см. рис. 387).
На продольных разрезах и сечениях зубья валов и впадины отверстия ступиц совмещают с плоскостью чертежа, при этом зубья показывают нерассеченными, а образующие, соответствующие диаметрам и D, показывают сплошными толстыми линиями (см. рис. 387, а и б).
На проекциях вала, перпендикулярных его оси, а также в поперечных разрезах и сечениях окружности впадин показывают сплошными тонкими линиями.
Делительные окружности и образующие делительных поверхностей показывают штрихпунктирной тонкой линией.
На изображениях перпендикулярных оси вала или отверстия изображают профиль одного зуба и двух впадин. Сплошной толстой — основной линией проводятся окружности, соответствующие диаметру D (для вала) и диаметру d (для отверстия ступицы). Сплошной тонкой линией проводятся окружности, соответствующие диаметру d (для вала) и диаметру D (для отверстия).
На рабочих чертежах зубчатых валов указывают длину зубьев полного профиля l1 до сбега (рис. 389, а), а на полке линии-выноски, заканчивающейся стрелкой, условное обозначение соединения.
Допускается указывать полную длину зубьев наибольший радиус инструмента (фрезы) Rmax и длину сбега l2. Остальные размеры назначаются конструктивно.

На рис. 390 показаны примеры условного изображения шлицевых соединений прямобочного профиля.
СВАРНЫЕ СОЕДИНЕНИЯ
Сварные соединения широко применяются в технике, особенно в машиностроении.

При помощи сварки соединяются детали машин, металлоконструкции мостов и т. п.
На рис. 391 показано соединение деталей, выполненное при помощи сварки. На чертеже при изображении разреза сварной конструкции свариваемые детали должны быть заштрихованы тонкими линиями в разных направлениях (рис. 391, б).
Заклепочное соединение применяется в соединениях деталей из металлов, в основом плохо поддающихся сварке, при соединениях металлических изделий с неметаллическими. Эти соединения применяются в конструкциях, работающих под действием ударных и вибрационных нагрузок. Например, при изготовлении металлоконструкций мостов кроме сварного соединения в некоторых случаях применяют заклепочное соединение (рис. 392).

Заклепка представляет собой стержень круглого сечения, имеющий с одного конца головку, форма головки бывает различной.
На рис. 393, а показано соединение двух деталей при помощи заклепок с полукруглой (сферической) головкой. В соединяемых деталях выполняются отверстия, диаметр которых несколько больше диаметра непоставленной заклепки.. Заклепка вставляется в отверстия в деталях, и ее свободный конец расклепывается обжимками клепального молотка или машины. Длина стержня заклепки L выбирается так, чтобы выступающая из детали часть была достаточной для придания ей в процессе расклепки необходимой формы. При расклепке происходит осаживание стержня, который заполняет отверстия, выполненные в соединяемых деталях. В зависимости от диаметра заклепки она расклепывается в холодном или предварительно нагретом состоянии. Заклепки со сплошным стержнем в продольном разрезе изображаются нерассеченными (рис. 393, б и в). Заклепочные швы выполняются внахлестку (рис. 393, б) или встык с накладками (рис. 393,в).

По расположению заклепок в соединениях различают однорядные (рис. 393, б) и многорядные (рис. 393, в) заклепочные швы. Расположение заклепок в рядах может быть шахматное и параллельное.
Шагом размещения заклепок называется расстояние между осями двух соседних заклепок, измеренное параллельно кромке шва (рис. 393, в).
Заклепки нормальной точности с полукруглой (сферической) головкой, получившие широкое распространение, выполняются по ГОСТ 10299—80 (СТ СЭВ 1019—78).
Условное обозначение заклепки диаметра стержня d=6 мм и длиной L= 24 мм: Заклепка 6x24 ГОСТ 10299—80
Помимо заклепок с полукруглой головкой находят применение заклепки с потайной [ГОСТ 10300—80 (СТ СЭВ 1020—78)], полупотайной [ГОСТ 10301—80 (СТ СЭВ 1022—78)] и с плоской головкой (ГОСТ 10303— 80).
Соединения деталей из мягких материалов (кожи, картона, полимеров — пластмасс и т. п.), не требующие повышенной точности, могут выполняться с помощью пустотелых (трубчатых) заклепок, изображенных на рис. 393, г. Размеры и параметры таких заклепок приведены в ГОСТ 12638—-80 — ГОСТ 12644—80.

В проекции на плоскость, перпендикулярную оси, заклепки должны изображаться небольшими крестиками, нанесенными тонкими линиями.
Если изделие, изображенное на сборочном чертеже, имеет многорядное клепаное соединение, то одну или две заклепки в сечении или на виде надо показывать условным символом, остальные — центровыми или осевыми линиями (рис. 394, а).
Когда на чертеже имеется несколько групп заклепок, различных по типам и размерам, рекомендуется одинаковые заклепки обозначать условными знаками (рис. 394, б) или одинаковыми буквами (рис. 394, в).
СОЕДИНЕНИЯ ПАЙКОЙ И СКЛЕИВАНИЕМ

При соединении пайкой в отличие от сварки место спайки нагревается лишь до температуры плавления припоя, которая намного ниже температуры плавления материала соединяемых деталей. Соединение деталей получается благодаря заполнению зазора между ними расплавленным припоем (рис. 395).
Швы неразъемных соединений, получаемые пайкой и склеиванием, изображают условно по ГОСТ 2.313— 82 (СТ СЭВ 138—81).

Припой или клей в разрезах и на видах изображают линией в два раза толще основной сплошной линии (рис. 396). Для обозначения пайки (рис. 396, или склеивания (рис. 396, г, д и е) применяют условные знаки, которые наносят на линии-выноске от сплошной основной линии. Швы, выполненные пайкой или склеиванием по периметру, обозначаются линией-выноской, заканчивающейся окружностью диаметром 3. 5 мм (рис. 396, б и в). Швы, ограниченные определенным участком, следует обозначать, как показано на рис. 396, в и е. На изображении паяного соединения при необходимости указывают требования к качеству шва в технических требованиях. Ссылку на номер пункта помещают на полке линии-выноски, проведенной от изображения шва.
На полке линии-выноски ставится номер пункта технических требований, где указана марка припоя или клея.
СОЕДИНЕНИЕ ЗАФОРМОВКОЙ И ОПРЕССОВКОЙ

Изделия, изготовляемые путем опрессовки и заформовки (рис. 397), широко применяются в машиностроении. Армированные изделия повышают качество изделия. Методом прессования из пластмасс можно получить в массовом производстве изделия с высокими параметрами шероховатости.
При изготовлении деталей применяют наплавки и заливки металлом, полимером (пластмассой), резиной и т. п. Это защищает соединяемые элементы от коррозии и химического воздействия, а иногда является изоляцией одних токонесущих деталей от других.
1. Типовые детали машин. Подвижные и неподвижные соединения
2. Цели урока
3. Проверка выполнения домашнего задания:
К какому классу машин относятся ручная
электрическая дрель, велосипед с
мотором, сверлильный станок,
транспортёр, теплоход?
Назовите известные вам энергетические
машины
4. Что мы называем деталью? Какие виды деталей вы знаете?
Деталь – это изделие, изготовленное
из материала одной марки без
применения сборочных операций.
Сборочная единица (сборочный
узел) — изделие, состоящее из двух
или нескольких элементов, которые
подлежат соединению между собой на
предприятии-изготовителе.
Типовые детали машин – детали,
которые встречаются во многих
машинах и являются деталями общего
назначения.
3. Детали для поддержания
других элементов конструкций:
оси
подшипники качения
подшипники скольжени
корпусные
детали
13. Неподвижные соединения могут быть:
1) разъёмными, которые допускают
удобную разборку без разрушения
соединяемых деталей:
шпоночное
соединение
соединение шурупами
2) неразъёмными, которые
можно разобрать при полном
или частичном разрушении
деталей:
сварной шов
фальцевой шов
17. Вопросы и задания
1. Чем отличается деталь от сборочной
единицы?
2. Приведите примеры типовых деталей
машин.
3. По каким группам классифицируют
детали машин?
4. Почему корпусные детали не относятся к
типовым деталям? К какой группе их
относят?
5. *Конструктивно вал и ось выглядят
одинаково. Определите их различие.
6. Как соединяются детали машин в
механизмах?
7. Приведите примеры соединений
деталей в различных ТУ
19. Новые понятия:
Деталь,
сборочная единица,
типовые детали машины,
специальные детали машины,
подвижные и неподвижные соединения
(разъёмные и неразъёмные).
Соединения деталей в механизмах бывают подвижные и неподвижные. Наличие подвижных соединений в машине обусловлено ее кинематической схемой. Неподвижные соединения обусловлены целесообразностью расчленения машины на узлы и детали для того, чтобы упростить производство, облегчить сборку, ремонт, транспортировку и т.п.
Разъемные соединения допускают многократную сборку и разборку соединенных деталей. К таким соединениям относятся резьбовые, шпоночные, шлицевые, клеммовые, штифтовые, профильные.
Неразъемные соединения не допускают разборки деталей без их повреждения. К этой группе относят соединения сварные, заклепочные, паяные, клеевые и с гарантированным натягом.
Соединения являются важными элементами конструкций. Многие аварии и прочие неполадки в работе машин обусловлены неудовлетворительным качеством соединений.
Так, например, опытом эксплуатации отечественных и зарубежных самолетов установлено, что долговечность фюзеляжа определяется, прежде всего, усталостными разрушениями, из которых 85 % приходится на резьбовые и заклепочные соединения. В конструкциях современных тяжелых широкофюзеляжных самолетов (Ил-86, Ан-124) насчитывается до 700 тыс. болтов и до 1,5 млн. заклепок.
Основным критерием работоспособности и расчета соединений является прочность.
Сварные соединения
Сварное соединение – неразъемное. Оно образуется путем сваривания материалов деталей в зоне стыка и не требует никаких вспомогательных элементов. Прочность соединения зависит от однородности и непрерывности материала сварного шва и окружающей его зоны.
В авиастроении сваривают главным образом детали из стали, алюминиевых, титановых и жаростойких сплавов. При изготовлении многих узлов авиационных конструкций используется в основном высокопроизводительная автоматическая сварка. Например, у планера широкофюзеляжного самолета общая длина швов, выполненных автоматической дуговой сваркой, составляет многие сотни метров, а число сварных точек, сделанных сварочными автоматами, достигает нескольких тысяч. Надежность и экономичность сварных соединений обусловливают постоянное повышение объема сварочных работ в авиастроении.
Способы сварки.
Электродуговая сварка основана на использовании теплоты электрической дуги для расплавления металла. Для защиты расплавленного металла от вредного действия окружающего воздуха на поверхность электрода наносят толстую защитную обмазку, которая выделяет большое количество шлака и газа, образуя изолирующую среду. Этим обеспечивают повышение качества металла сварного шва, механические свойства которого могут резко ухудшиться под влиянием кислорода и азота воздуха.
Для тех же целей служит флюс, используемый в автоматической сварке. Производительность установок автоматической сварки под слоем флюса в 10…20 раз выше, чем ручной сварки. При автоматической сварке шов формируется в значительной степени за счет расплавленного основного металла, что не только сокращает время, но значительно снижает
расход электродного материала. При этом обеспечивается высокое качество сварного шва.
Электрошлаковая сварка осуществляется за счет теплоты, выделяемой при прохождении тока от электрода к изделию через шлаковую ванну. Такая сварка, предназначенная для соединения деталей большой толщины (до 2 м), позволяет заменять сложные литые детали более простыми сварными. При электрошлаковой сварке расход электроэнергии в 1,5-2 раза, а флюса – в 20-30 раз меньше, чем при электродуговой сварке под слоем флюса.
Газовая сварка состоит в оплавлении кромок свариваемых деталей и присадочного прутка в пламени горящего газа (ацетилена или водорода) в струе кислорода. Достоинство этого метода – отсутствие необходимости в источниках электроэнергии. Газовой сваркой соединяют детали толщиной до 40 мм, изготовленные из стали, чугуна, цветных металлов, а также из пластмасс.
Контактная сварка основана на нагреве стыка деталей при прохождении через них электрического тока. Нагрев может производиться до оплавления стыков или до пластического состояния материала и последующего сдавливания кромок деталей (сварка давлением). Этот вид сварки рекомендуют применять для стыковых соединений деталей, площадь поперечного сечения которых сравнительно невелика.
При точечной контактной сварке соединение образуется не по всей поверхности стыка, а лишь в отдельных точках, к которым подводят электроды сварочной машины.
При шовной контактной сварке узкий непрерывный или прерывистый шов расположен вдоль стыка деталей. Эту сварку выполняют с помощью электродов, имеющих форму дисков, которые катятся в направлении сварки. Точечную и шовную сварку применяют в нахлесточных соединениях для листовых деталей толщиной не более 3-4 мм.
Типы сварных швов. В зависимости от расположения соединяемых деталей различают следующие виды сварных швов: стыковые (рис. 5.1, а – г), нахлесточные (рис. 5.1, д), тавровые (рис. 5.1, е) и угловые (рис. 5.1, ж). По расположению относительно линии действия силы различают лобовые (перпендикулярные к линии действия силы) и фланговые (параллельные линии действия силы) швы.
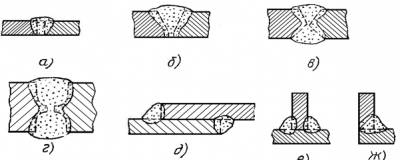 |
Рис. 5.1. Типы сварных швов
Заклепочные соединения
Заклепочное соединение – неразъемное. В большинстве случаев его применяют для соединения листов и фасонных прокатных профилей. В авиастроении заклепочные соединения являются одним из основных видов соединений деталей планера самолета и фюзеляжа вертолета. Процесс клепки механизирован, для замыкания заклепок широко применяются автоматические прессы.
При расклепывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклепки заполняет зазор в отверстии. Силы, вызванные упругими деформациями деталей и стержня заклепки, стягивают детали.
Типы заклепок. Виды соединений.В авиастроении применяют в основном заклепки (рис. 5.4) из алюминиевых сплавов Д18П, В65 диаметром от 2 до 10 мм.
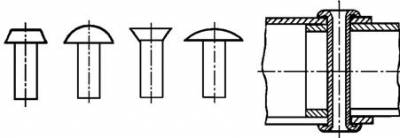 |
Рис. 5.4. Типы заклепок
В самолетостроении наиболее распространены соединения внахлестку (рис. 5.5, а) и стрингерные (рис. 5.5, г). Там, где по условиям аэродинамики нельзя использовать соединения внахлестку или встык с двумя накладками (рис. 5.5, в), приходится применять обладающие меньшей прочностью соединения встык с одной накладкой (рис. 5.5, б).
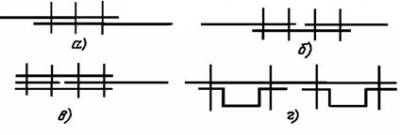 |
Рис. 5.5. Виды соединений
Для образования замыкающих головок заклепок применяют в основном прессование, которое обеспечивает большую прочность и однородность соединения при значительно меньшей трудоемкости по сравнению с ударной клепкой. В тех случаях, когда прессование применять нельзя, используют ручную клепку пневматическим инструментом, а для трубчатых заклепок – раскатывание. Замыкающую головку по возможности располагают со стороны более прочной детали.
Соединение пайкой и склеивание
Соединения пайкой. При пайке детали соединяются посредством расплавленного присадочного материала (металла или сплава), называемого припоем. При пайке основной материал не расплавляется как при сварке, так как припой имеет более низкую температуру плавления. Нагрев припоя и детали осуществляют паяльником, газовой горелкой, токами высокой частоты и др.
Пайкой соединяют детали из стали, чугуна, цветных металлов и сплавов, стекла и других материалов. В отличие от сварки пайкой можно соединять детали из разнородных материалов: стальные – с алюминиевыми, стеклянными, резиновыми.
Пайка находит широкое применение в приборостроении, электротехнике, радиотехнике. В настоящее время пайку широко применяют в авиастроении. Наблюдается тенденция перехода от клепаной алюминиевой обшивки к обшивке из тонких стальных листов с сотовым промежуточным заполнением. Эту обшивку изготовляют в виде панелей, паяных в термических печах (рис. 5.10).
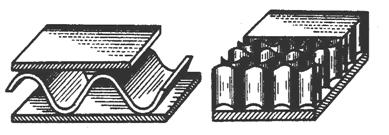 |
Рис. 5.10. Паяные панели
Паяные соединения используют также в случае, когда сварка недопустима из-за возможного прожога деталей.
Недостаток паяных соединений – меньшая механическая и термическая прочность по сравнению со сварными соединениями.
Используют припои легкоплавкие (мягкие) с температурой плавления tпл 500° C.
Наиболее распространенные мягкие припои (ПОС30, ПОС40, ПОС61 и др., ГОСТ 21930-76) получают на основе олова или свинца. Отличаются незначительными твердостью и прочностью, но допускают пайку большинства металлов и поэтому широко используются для соединения малонагруженных деталей (радиосхем, герметических соединений).
Твердые припои на основе серебра, меди, цинка (ПСр40, ПСр72, ПН25) обладают достаточно высокой прочностью и термостойкостью. В некоторых случаях швы, паянные твердыми припоями, не уступают по прочности основному металлу.
Для растворения и удаления окисных пленок, а также в целях защиты паяного шва от окисления применяют специальные химические вещества – флюсы. Они подразделяются на кислотные (бура, хлористый цинк и др.) и бескислотные (канифоль, нашатырный спирт). Кислотные флюсы вызывают коррозию металлов, поэтому детали после пайки тщательно промывают.
Пайкой выполняют соединение листов встык (рис. 5.11, а) и внахлестку (рис. 5.11, б), соединение труб (рис. 5.11, в). Для проникания припоя между деталями оставляют зазор (0,05-0,15 мм).
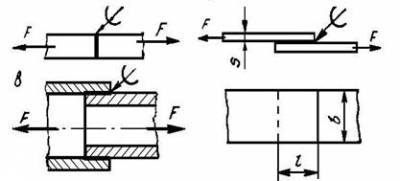 |
Рис. 5.11. Соединения пайкой
Расчет прочности паяных соединений аналогичен расчету сварных. Для стыковых соединений
σ = F/(δb) ≤ [σ'], (5.5)
для нахлесточных соединений
τ = F/(bl) ≤ [τ'], (5.6)
где [σ'] и [τ'] – допускаемые напряжения в паяном шве.
При соединении стальных деталей прочность материала деталей обычно больше прочности материала шва. В подобных случаях условие равнопрочности можно обеспечить только для нахлесточных соединений. Значение нахлестки по условию равнопрочности (см. рис. 5.11, б)
l = [σ]δ / [τ'], (5.7)
где [σ] – допускаемое напряжение для материала деталей.
Соединение склеиванием. Склеивание – один из наиболее прогрессивных методов соединения деталей, получивший в последнее время широкое распространение после того, как были разработаны высокопрочные, термо- и водостойкие клеи, создано технологическое оборудование и проведены всесторонние исследования свойства клеевых соединений.
Имеются клеевые составы с избирательной адгезией к каким-либо определенным материалам – это специальные клеи (например, резиновые); с высокой адгезией к различным материалам (например, к металлам, керамике, дереву, пластмассам и др.) – это универсальные клеи.
В процессе склеивания выполняют ряд последовательных операций: подготовку поверхностей деталей, нанесение клея, сборку соединения, выдержку при соответствующих давлении и температуре. Подготовка поверхностей обычно заключается в их взаимной подгонке, образовании шероховатости путем зачистки наждачной шкуркой или пескоструйным аппаратом, удалении пыли и обезжиривании с помощью органических растворителей. Шероховатость увеличивает поверхность склеивания. Сравнительно длительная выдержка, необходимая для полимеризации, является одним из недостатков клеевых соединений.
Прочность клеевого соединения в значительной степени зависит от толщины слоя клея. Рекомендуемые значения 0,05…0,15 мм. Толщина слоя клея зависит от его вязкости и давления при склеивании. Клеевые соединения лучше работают на сдвиг, хуже на отрыв. Поэтому предпочтительны нахлесточные соединения. Для повышения прочности применяют комбинацию клеевого соединения с резьбовым, сварным или заклепочным.
В авиастроении склеивание применяют для соединения листов обшивки самолетов и вертолетов с элементами жесткости (стрингерами, нервюрами и др.), при изготовлении лопастей вертолетов, элеронов, рулей, закрылков, щитков, крышек люков, панелей полов.
Расчеты на прочность производят по тем же формулам, что и для паяных соединений. Качество клеевого соединения характеризуется не только его прочностью, но также водостойкостью, теплостойкостью и другими показателями.
Резьбовые соединения
Резьбовыми называют соединения деталей с помощью резьбы. Они являются наиболее распространенным видом разъемных соединений. Резьбу имеют свыше 60 % деталей, применяемых в авиадвигателе. В конструкцию планера входит также большое число резьбовых деталей (например, при сборке планера тяжелого магистрального самолета используется свыше 150 тыс. болтов и винтов).
Резьба (рис. 5.12) – выступы, образованные на основной поверхности винтов и гаек и расположенные по винтовой линии.
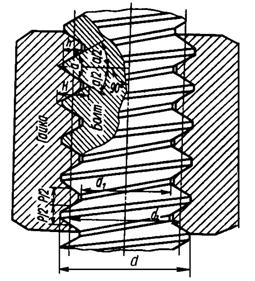 |
Рис. 5.12. Резьбовое соединение
По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для плотных соединений труб, масленок, пробок и т.п.
По профилю резьбы различают треугольные, прямоугольные, трапецеидальные, круглые и другие резьбы (рис. 5.13).
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространена правая резьба.
По числу заходов – однозаходная и многозаходная резьбы. Наиболее распространена однозаходная резьба.
Резьбу получают (формируют) методом резания, накатыванием (обработкой давлением), литьем и прессованием (композиционных материалов, порошков).
Основные геометрические параметры цилиндрических резьб включают: наружный d, средний d2 и внутренний d1 диаметры резьбы, шаг резьбы р, угол профиля α и число заходов n.
Метрическая резьба – основной вид резьбы крепежных деталей с углом профиля α = 60°. Она бывает с крупным и мелким шагом. Чаще всего выполняют наиболее износостойкую и технологичную резьбу с крупным шагом. Резьбы с мелким шагом характерны для тонкостенных изделий.
Трубные резьбы (цилиндрическая и коническая) служат для соединения труб и арматуры.
Трапецеидальная резьба технологична, отличается высокой прочностью витков и является основной для винтовых механизмов.
Упорная резьба имеет несимметричный профиль витков и выполняется на винтах, воспринимающих значительную одностороннюю нагрузку.
Прямоугольная резьба сложна в изготовлении и применяется редко.
Геометрические параметры резьб (кроме прямоугольной) и их допуски стандартизованы.
Материалы для изготовления крепежных деталей. Стандартные крепежные изделия изготавливают из мало- и среднеуглеродистых сталей Ст3кп, Ст5, 10, 15, 20, 30, 45 и др. Для ответственных конструкций (при ударных нагрузках, высоких температурах) применяют легированные стали 40Х, 38ХА, 30ХГСА, 35ХГСА, 40ХНМА. Для повышения прочности и коррозионной стойкости крепежные детали подвергают механическому упрочнению или термической обработке.
Механические характеристики материалов крепежных деталей нормированы ГОСТ. Для стальных болтов, винтов и шпилек предусмотрено 12 (3.6, 4.6, 4.8, …, 14.9), а для гаек – 7 классов прочности и соответствующие им марки сталей. Первое число в обозначении болтов, винтов и шпилек, умноженное на 100, равно минимальному значению предела прочности стали в МПа; произведение чисел, разделенных точкой, умноженное на 10, определяет предел ее текучести. Например, для болта класса 4.6 σвmin = 4·100 = 400 МПа, σТ = 4·6·10 = 240 МПа. Такие механические характеристики обеспечивает сталь 20. Гайки изготавливают, как правило, из стали Ст3.
К разъемным соединениям относят резьбовые, штифтовые, шпоночные, шлицевые и некоторые другие соединения. Выбор типа соединения зависит от предъявляемых к нему требований: конструктивных, технологических и экономических.
Резьбовые соединения
Резьбовыми называют соединения составных частей изделия с применением деталей, имеющих резьбу. Они наиболее распространены в приборо- и машиностроении. Резьбовые соединения бывают двух типов: соединения с помощью специальных резьбовых крепежных деталей (болтов, винтов, шпилек, гаек) и соединения свинчиванием соединяемых деталей, т.е. резьбы, нанесенной непосредственно на соединяемые детали.
Достоинствами резьбовых соединений являются простота, удобство сборки и разборки, широкая номенклатура, стандартизация и массовый характер производства крепежных резьбовых деталей, взаимозаменяемость, относительно невысокая стоимость и высокая надежность.
Недостатками резьбовых соединений являются наличие концентраций напряжений во впадинах резьбы, что снижает прочность соединений; чувствительность к вибрационным и ударным воздействиям, которые могут привести к самоотвинчиванию и низкая точность взаимоположения соединяемых деталей.
Основным элементом соединения является резьба, т.е. поверхность, которая образуется при винтовом движении плоской фигуры по цилиндрической или конической поверхности. Соответственно различают цилиндрическую и коническую резьбы.
По профилю выступа и канавки резьбы в плоскости осевого сечения резьбы делятся на треугольные, трапецеидальные симметричные, трапецеидальные несимметричные или упорные, прямоугольные и круглые.
По назначению резьбы разделяют на крепежные , крепежно-уплотнительные и ходовые .
Крепежные резьбы применяют для соединения деталей, а ходовые – в передаточных механизмах.
Крепежные резьбы имеют, как правило, треугольный профиль с притупленными вершинами и дном впадин. Это повышает прочность резьбы и стойкость инструмента при получении резьбы.
Крепежная резьба бывает метрической , дюймовой и трубной .
Наиболее широко применяется метрическая резьба. Угол профиля, т.е. угол между смежными боковыми сторонами резьбы в плоскости осевого сечения, метрической резьбы α = 60°.
Стандартом предусмотрена резьба с крупным и мелким шагом.
Резьбу с крупным шагом обозначают М (метрическая) , при этом указывают значения наружного диаметра, например, М6, М8 и т.д. Для резьб с мелким шагом дополнительно указывают значение шага, например, М6×0,75, М8×1 и т.д.
Дюймовая резьба используется при замене деталей устройств, импортируемых из стран с дюймовой системой мер. Угол профиля дюймовой резьбы - α = 55°.
Основными крепежными деталями резьбовых соединений являются болты, винты, шпильки, гайки, шайбы и стопорные устройства, предохраняющие гайки от самоотвинчивания.
Рассмотрим каждое из них.
Болт – цилиндрический стержень с шестигранной головкой на одном конце и резьбой – на другом. Болты в соединении используют в комплекте с гайкой, при этом резьба в соединяемых деталях не используется (рис. 1, а) .
Винты – цилиндрические стрежни с головкой на одном конце и резьбой – на другом. Винт ввертывается в резьбовое отверстие одной из скрепляемых деталей (рис. 1, б) , головки винтов могут иметь различную форму (цилиндрическую, полукруглую и др.).
Шпилька – цилиндрический стержень с резьбой на обоих концах, одним концом она ввертывается в одну из скрепляемых деталей, а на другой ее конец навертывается гайка (рис. 1, в) .
Соединения при помощи шпилек применяют в тех случаях, когда в одной из соединяемых деталей нельзя выполнить сквозное отверстие и материал этой детали (с резьбой) не обладает высокими прочностными свойствами (пластмасса, алюминиевые, магниевые сплавы) . Поэтому применение винта при частой разборке и сборке соединения из-за малой прочности резьбы не рекомендуется. Шпилька же ввинчивается в деталь с резьбой малой прочности только один раз – при сборке, при последующих разборках и сборках будет свинчиваться только гайка.
Замечено, что шпильки из-за отсутствия головок и концентрации напряжений в местах сопряжения головки со стержнем всегда прочнее винтов тех же размеров при действии динамических и переменных нагрузок.
Гайки служат для соединения скрепляемых с помощью болта или шпильки деталей. Как и головки винтов, гайки могут иметь разнообразную форму.
Назначение шайб, подкладываемых под гайку, головку винта или болта, – предохранение поверхностей деталей от задира при затягивании, увеличение опорной поверхности и стопорение.
Болты, винты, гайки изготавливают из углеродистых и легированных сталей.
Крепежные детали общего применения изготавливаются чаще всего из стали марок Ст3, Ст4, Ст5 без последующей термообработки. Более ответственные детали изготавливаются из сталей 35, 45, 40Х, 40ХН с поверхностной или общей термообработкой.
Мелкие винты делают из латуни ЛС59-1, дюралюминия Д1, Д16.
Для защиты поверхности крепежных деталей от коррозии, придания им необходимого цвета применяют цинкование, хромирование, кадмирование.
Для стопорения резьбовых соединений используют увеличение трения по поверхности контакта, пластическое деформирование, постановка резьбы на краску, лак, а также введение запирающих элементов - пружинных или стопорных шайб, специальных разрезных гаек с повышенным трением при стягивании, корончатых гаек, закрепленных шплинтом, отгибных шайб и т. п.
Штифтовые соединения
Штифтом называют цилиндрический или конический стержень, плотно вставляемый в отверстие двух соединяемых деталей. Применяют штифты для точного взаимного фиксирования деталей и для соединения деталей, передающих небольшие нагрузки. В зависимости от назначения штифты делят на установочные и крепежные.
По форме различают цилиндрические и конические штифты. По конструкции рабочей части штифты выполняют гладкими и просечными, т.е. с насеченными или выдавленными канавками, что не требует развертывания отверстия и создает надежное соединение, предохраняющее штифт от выпадения в процессе работы.
На рис. 2 приведены основные типы штифтов: цилиндрический (а) , конический (б) , конический разводной (в) , цилиндрические, насеченные с конца (г) и посредине (д) , и трубчатый пружинный (е) .
Цилиндрические штифты удерживаются в отверстиях за счет натяга или силы трения. Для предупреждения выпадания цилиндрические штифты должны изготавливаться с большой точностью и высокой чистотой поверхности. Отверстия под крепежные штифты в соединяемых деталях сверлят и развертывают совместно, для чего детали временно скрепляют.
При многократной разборке и сборке нарушается характер посадки и соответственно точность соединения. Предохранение цилиндрических штифтов от выпадения осуществляют кернением концов штифта, развальцовкой краев штифта или специальными пружинящими предохранительными стандартными кольцами, изготовляемыми из проволоки (рис.2, ж) .
Для удешевления соединения применяют насеченные и пружинные трубчатые штифты. Насеченные штифты не требуют точной обработки отверстий и отличаются повышенной прочностью сцепления с материалом детали, но менее точно фиксируют детали. Пружинные трубчатые разрезные штифты обеспечивают прочное соединение деталей, допускают повторные сборки и не требуют высокой точности обработки отверстий. Диаметр отверстия для такого штифта принимают на 15 … 20% меньше наружного диаметра штифта.
Цилиндрические штифты применяются и как установочные, обеспечивая точное взаиморасположение соединяемых деталей. Для повышения точности необходимо увеличение расстояния между штифтами. При этом соединение штифта со съемной деталью выполняют по переходной посадке (К7/h6; M7/h6), а соединение штифта с основной деталью (корпусом) выполняют по посадке с гарантированным натягом (U7/h6; S7/h6).
Конические штифты благодаря конусности 1:50 обеспечивают самоторможение при действии на них поперечных сил. Они допускают многократную постановку их в отверстие при сохранении точности взаимного расположения соединяемых деталей.
Изготовление конических штифтов и отверстий под них более сложно по сравнению с цилиндрическими штифтами. Для облегчения удаления штифта отверстие для него делают сквозным. Чтобы предохранить конические штифты от выпадения, применяют штифты с резьбой, с рассечением на конце (разводные), пружинные кольца.
Штифты изготавливают из сталей 45, А12, У8. При особых условиях работы соединения штифты могут изготавливаться из других материалов.
Главными недостатками штифтовых соединений являются значительное ослабление сечения вала отверстием под штифт и необходимость точной обработки этого отверстия во избежание изгиба штифта или его выпадения. Поэтому диаметр штифта d для вала диаметром dв задают из соотношения d Ј (0,2…0,25) dв , а затем при необходимости проверяют на сдвиг (срез) .
Шпоночные соединения
Шпоночные соединения служат для передачи вращающего (крутящего) момента от вала к ступице насаженной на него детали (зубчатого колеса, шкива, муфты и др.) или наоборот – от ступицы к валу. Шпоночные соединения осуществляют с помощью вспомогательных деталей – шпонок, устанавливаемых в пазах между валом и ступицей.
Достоинствами шпоночных соединений являются простота, надежность конструкции, невысокая стоимость, удобство сборки и разборки.
Недостатки шпоночных соединений – ослабление вала и ступицы шпоночными пазами, неустойчивость положения шпонки в пазах (выворачивание шпонки) и трудность обеспечения взаимозаменяемости, повышенные требования к точности изготовления, отсутствие фиксации деталей в осевом направлении.
В приборостроении применяют в основном соединения призматическими (рис. 3, а) , сегментными (рис. 3, б) и цилиндрическими (рис. 3, в) шпонками.
Клиновые шпонки в точных механизмах не применяют.
Конструкция и форма шпонки связаны с технологичностью изготовления пазов под шпонку. Пазы на валах фрезеруют, а в ступицах – прорезают протяжками.
Шпонки могут применять в качестве направляющих, обеспечивающих легкое перемещение деталей вдоль вала.
Нагрузку у шпонок воспринимают боковые поверхности, которые сопрягаются с пазами по соответствующим посадкам.
Призматическую шпонку с валом обычно соединяют по переходной посадке, а со ступицей – по посадке с зазором. Это препятствует перемещению шпонки вдоль вала и компенсирует с помощью зазора неточности размеров, формы и взаимного расположения пазов. Такой характер соединения обеспечивает достаточную точность центрирования вала и ступицы. В радиальном направлении предусматривается зазор.
Призматические шпонки имеют прямоугольное сечение, они могут быть с округленными, плоскими и смешанными торцами. Паз под шпонку на валу делают на глубину около 0,6 от ее высоты, а паз во втулке – на длину всей ступицы.
Ширина и высота шпонки определены ГОСТом и выбираются в зависимости от диаметра вала. Размеры высоты и ширины стандартных шпонок подобраны так, что прочность на сдвиг обеспечивается с избытком, и при необходимости проверку шпонок на прочность проводят на деформацию смятия.
Сегментные шпонки требуют более глубоких пазов в валах, что уменьшает их прочность. Их применяют в случае передачи незначительных усилий, работают они как призматические, но более удобны в изготовлении.
Цилиндрические шпонки чаще всего используют для закрепления деталей на конце вала. Отверстие для шпонки обрабатывают в соединяемых деталях (вал и ступица) совместно.
Шпонка устанавливается с натягом.
Шпоночные соединения применяют обычно при передаче значительных вращающих моментов при диаметре вала не менее 6 мм. В кинематических передачах и передачах с высоким требованием по точности рекомендуют использовать штифтовые соединения. Шпонки изготавливают из среднеуглеродистых сталей 40, 45, Ст6.
Шлицевые соединения
Шлицевые соединения служат для передачи вращающего момента между валами и установленными на них деталями.
Шлицевое соединение можно условно представить как многошпоночное, шпонки которого выполнены вместе с валом. С помощью этого соединения можно обеспечить как подвижное (с осевым относительным перемещением), так и неподвижное скрепление деталей.
По сравнению со шпоночными шлицевые соединения имеют значительно большую нагрузочную способность, прочность валов, точность центрирования и направления ступиц в подвижных соединениях.
По форме поперечного сечения шлицев различают прямобочные (рис. 4, а) , эвольвентные (рис. 4, б) и треугольные (рис. 4, в) шлицевые соединения. Наибольшее распространение получили прямобочные шлицевые соединения, выполненные с четным числом шлицев (6, 8, 10) .
Центрирование возможно по наружному диаметру D , по внутреннему d и боковым поверхностям.
Центрирование по наружному диаметру рекомендуется для неподвижных соединений, по внутреннему диаметру – для подвижных соединений, по боковым граням – при больших передаваемых нагрузках и низкой точности соединения.
Эвольвентное шлицевое соединение (см. рис.) отличается от прямобочного повышенной точностью центрирования и прочностью. Центрирование осуществляют по боковым сторонам, реже – по наружному диаметру.
Соединение с треугольными шлицами (см. рис.) применяют для неподвижных соединений при небольших нагрузках и тонкостенных конструкциях. Число шлицев z = 20 … 70 , углы впадин вала равны 60, 72 и 90° .
Центрирование осуществляют только по боковым граням.
Профильные соединения
К профильным соединениям относят соединения вала со ступицей по овальному, например, трехгранному контуру (рис. 5, а) , соединение на лыске ( рис. 5, б) .
Достоинствами таких соединений являются лучшее по сравнению со шпоночным центрирование и отсутствие концентраторов напряжений.
К недостаткам следует отнести сложность и трудоемкость, относительно высокую стоимость изготовления фасонных поверхностей.
Клеммовые соединения
Клеммовыми называют фрикционные соединения деталей с соосными цилиндрическими посадочными поверхностями, в которых требуемое радиальное давление (натяг) и фиксация за счет сил трения создаются путем деформации изгиба охватывающей детали затянутыми болтами (рис.6 , а, б) .
Эти соединения применяют для передачи вращающего момента и осевой силы между валами, осями и призматическими деталями (рычагами, щеками сборных коленчатых валов, частями установочных колец и т. п.) .
При проектировании соединения обычно требуется определить силу затяжки, обеспечивающую взаимную фиксацию деталей и передачу требуемого вращающего момента, а также оценить прочность болта (болтов) и охватывающей детали (клеммы) . В приближенном расчете можно принять, что контактные напряжения от затяжки равномерно распределены по поверхности контакта (как в соединении с натягом) . Тогда средние контактные напряжения qн связаны со сдвигающей нагрузкой Q соотношением:
где: fmin - коэффициент трения; l - ширина линии охвата детали клеммой; πd - длина этой линии.
Если соединение имеет n болтов, затянутых силой F0 , то условие равновесия клеммы (рис. 6, б) имеет вид:
Учитывая приведенные выше соотношения, получим:
Диаметр резьбы болта для обеспечения такой силы затяжки определяется по формуле:
d1 = √0/π[σр]> (здесь и далее √ - знак квадратного корня) ,
где [σр] – допускаемое напряжение для материалов болта.
Оценку прочности клеммы можно выполнить путем расчета методом конечных элементов или по теории колец.
Читайте также: