
Сколько греется утюг для труб
Обновлено: 16.05.2024
Полипропиленовые трубы постепенно вытесняют металлические, т. к. обладают множеством достоинств (имеют способность восстанавливать форму после расширения под воздействием перепадов температур, отличаются стойкостью к коррозии, гладкостью внутренних стенок и др.). Их используют с целью монтажа систем коммуникаций разного назначения: канализации, водоснабжения, отопления, а также магистралей. Благодаря методу сварки обеспечивается высокая прочность на участках соединений. В результате увеличивается длительность эксплуатации трубопровода. Метод пайки полимерных изделий во многом схож со сваркой металлических деталей. Для выполнения работ применяют специальный инструмент – паяльник (утюг). А теперь в деталях ответим как спаять полипропиленовые трубы своими руками.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
Если пока нет опыта выполнения сварки полимерных коммуникаций, следует провести тренировочную пайку. Для этого нужно выбрать подходящее место. Участок должен быть просторным, поверхность – ровной. Можно работать на столе или полу. В обоих случаях следует проявить осторожность, т. к. есть риск испортить покрытие горячим пальником. Необходимо принять удобную позу. Любые задержки приведут к снижению качества шовного соединения, появлению дефектов, которые могут стать причиной сокращения периода службы трубопровода. Другие последствия промедлений во время сварки ПП-изделий:
- быстрое остывание, т. к. стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что приведет к проблемам в процессе эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, слишком сильное, что помешает стыковке второй части трубы.
При нагреве коммуникаций, соединительных элементов важна синхронность действий. Это позволит одновременно нагревать и сразу соединять части трубопровода. Задержка тоже возможна, однако от уровня профессионализма мастера зависит, возникнут ли дефекты: наплывы, смешение шовного соединения. В дальнейшем на таких участках могут появиться трещины.
Диффузная пайка полипропиленовых труб
Принцип сваривания полипропиленовых труб основан на введении, предварительно нагретых, одного изделия в другое . При этом должна выдерживаться определенная глубина. Наиболее распространенный вариант стыковки – при помощи фасонных элементов (например, муфты). Но он может использоваться при условии, что диаметр труб не превышает 63 мм. Для пайки более крупных изделий рекомендуется использовать стыковой метод. При этом точно так же, как и в других случаях, когда полимерный материал нагревается, происходит диффузное соединение.
Стыковой метод сварки полипропиленовых труб
Можно рассматривать метод стыковки в раструб. Принцип сварки схож с технологией пайки при помощи фасонных элементов: одна из труб соединяется с другой (вводится в отверстие большего диаметра), при этом важно обеспечить защиту кромки коммуникаций. Торцевые участки должны быть ровными, все дефекты (включая заусенцы, образующиеся при обрезке изделий) устраняются специальным инструментом.
Подготовительные работы перед сваркой
Начинать следует с составления простой схемы разводки коммуникаций. Для удобства линии, определяющие места расположения труб, наносят непосредственно на стене, иначе придется постоянно делать измерения уровня, на котором должны располагаться коммуникации.
Разметка помогает более качественно произвести монтаж
На следующем этапе выполняется разметка труб, подготавливают фасонные элементы в достаточном количестве. Причем учитывают их размеры, когда определяют длину трубопровода (его протяженность увеличится). Даже стыковой метод, который предполагает необходимость соединения деталей, минуя этап введения трубы внутрь сопряженной, способствует уменьшению их длины (в среднем до 2 мм).
При работе с трубами разных размеров есть особенности: для сварки труб диаметром более 40 мм рекомендуется использовать паяльный инструмент с центрированием. Когда изучается вопрос, как паять полипропилен, можно рассмотреть вариант покупки оборудования с комплектом насадок от 14 до 63 мм. Они представлены видами:
- дорн – втулка, используемая для нагрева внутренних стенок трубы;
- гильза – равномерно прогревает наружную поверхность изделия.
Насадки очищаются от полимерного материала, как только они были загрязнены. Если наплывы удалять после полного остывания паяльника, может быть повреждено защитное покрытие (из тефлона), позволяющее предупредить прилипание полимеров. Для очистки используют материал, не подверженный воздействию высоких температур. Это может быть даже брезент, но нельзя для этой цели использовать абразив.
Как подготовить оборудование: советы, облегчающие работу с паяльником
В продаже встречаются разные виды паяльников:
Если нужно выбрать паяльник, следует учесть, что не всегда в комплект входят все необходимые приспособления. Подставку для удобства работы и комплектующие (насадки), возможно, придется дополнительно приобрести. Когда все инструменты и материалы подготовлены, переходят непосредственно к действиям – нагревают паяльник. Рекомендации:
- нагрев осуществляется равномерно по всей длине металлической части инструмента, причем скорость этого процесса составляет 10-15 минут;
- на паяльнике есть регулятор температуры, для работы с трубами из полипропилена рекомендуется установить значение 260°С;
- допустимо работать с паяльником при температуре окружающей среды не ниже 0°С.
Как подготовить трубы к пайке
Полимерные изделия необходимо разрезать соответственно ранее составленному эскизу. Для работы с ними используют инструмент, обеспечивающий идеально ровные и гладкие торцевые участки:
Шейвер позволяет подготовить коммуникации с армировкой – удаляет часть металлического слоя. Это обеспечивает более глубокое проникновение частиц полимерного материала в структуру сопряженной трубы. Такие действия выполняются при работе с изделиями PN25. Трубы PN20 не требуют применения шейвера.
Еще один инструмент – фаскосниматель. Его рекомендуется применять для облегчения монтажа трубопровода. Благодаря такому инструменту делают фаски, в результате коммуникации легче входят в сопряженное изделие. Такие приспособления используются поочередно. Непосредственно же перед пайкой торцевые участки труб и фитинги (если используются) необходимо обезжирить. Используют средства:
Совет: Не рекомендуется использовать для обработки перед пайкой жидкости агрессивного действия: бензин, растворитель, водку, ацетон – все они оказывают разрушающее действия на полипропилен.
Работа с полипропиленом: разогрев и стыковка
- установка насадок на плиту в соответствии с диаметром;
- труба надевается на дорн, вводится в гильзу без перекосов;
- полимерное изделие выдерживают на разогретой насадке определенное количество времени (зависит от параметров).
Бытовые паяльники рассчитаны на сварку труб диаметром до 75 мм. Все необходимые параметры для работы с ними представлены в таблице.
Если недодержать или передержать изделие на горячей насадке, материал частично утратит свойства. Качество шовного соединения снизится. Слишком сильно расплавленный полимерный материал способствует образованию подтеков внутри трубы, что негативно скажется на ее проходимости при эксплуатации.
Совет: Чтобы контролировать температуру зеркала пальника, можно использовать термозонд.
В помещении со сниженной температурой материал остывает намного быстрее. Чтобы поддерживать значение этого параметра на нужном уровне, на последних секундах прогрева трубы следует незначительно повысить температуру зеркала паяльника. Но нельзя нагревать изделие до 270°С, т. к. это приведет к истончению материала на стыке во время сварки. В данном случае не наблюдается диффузное проникновение частиц полипропилена в структуру смежной трубы.
Пайка: этапы, особенности
Паять коммуникации начинают после их подготовки: нарезки, зачистки, обезжиривания. Основные этапы:
- Разогретые изделия соединяют с учетом глубины пайки. Время выдержки всегда разное, что зависит от параметров полимерных изделий.
- Проверяют положение труб, фитингов относительно друг друга. Это позволит соблюдать соосность изделий.
- Корректировка положения труб может осуществляться в течение 2-4 секунд. Допустимо увеличивать прижим, выравнивать изделия. Но нельзя прокручивать, наклонять, разделять их. Если допущена ошибка, изделие разрезают выше/ниже шва.
Последний этап: охлаждение и проверка герметичности соединения
Полимерные трубы должны остывать в естественной среде. Принудительное снижение температуры материала приведет к нарушению ряда процессов в структуре материала. Прежде всего, будет снижена прочность стыка. Для проверки герметичности используют методы:
Затем оценивают проходимость коммуникаций. При появлении щели на внешней стороне трубопровода появятся капли воды.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
- низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
- изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
- неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
- нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения. Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему.
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Заключение
Когда планируется монтировать трубопровод, следует учитывать свойства полипропилена. Этот материал подвержен воздействию высоких температур, деформируется (расширяется, что приводит к увеличению его длины). Необходимо использовать трубы разных видов при прокладке коммуникаций различных систем: отопления, холодного и горячего водоснабжения. Если температура воды в системе превышает +50°С, нужно использовать армированные изделия.

Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
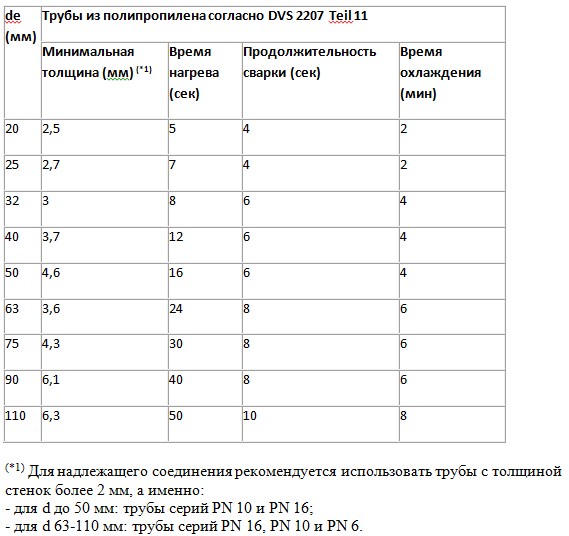
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Температура пайки полипропиленовых труб
Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.

Общая информация ![]()

Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Режим пайки и его влияние на процесс ![]()
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности ![]()
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Как долго нужно греть паяльником полипропиленовую трубу?
Сколько времени надо греть ПП трубу перед склеиванием?
Сколько минут застывает и склеивается полипропилен?
**Какое время надо держать трубу до полной сварки?*
Не догреть полипропиленовую трубу так же плохо как и перегреть.
Поэтому надо чётко ориентироваться по времени прогрева.
Важно учитывать и на какую температуру выставлен паяльник.
А так же диаметр трубы и толщину стенок как трубы так и фитингов.
Из личного опыта могут добавить, армированная алюминием полипропиленовая труба после того как зачистили её шейвером прогревается по времени столько же сколько и не армированная холодная труба ПП.
Армированная стекловолокном ПП труба прогревается чуть дольше чем не армированная (холодная).
Время прогрева, и время сварки, вот таблица

Полипропиленовая труба 20 мм, время прогрева 5 секунд, время сварки 4 секунды.
25 труба (часто используется на стояках отопления) время прогрева 7 секунд, сварки 4 секунды.
32 труба (чаще используется на стояках ГВС и ХВС в домах до пяти этажей включительно) время прогрева 8 секунд, сварки 4 секунды.
Труба 40 мм, время прогрева (нагрева) 12 секунд, сварки 6 секунд.
Трубы такого диаметра чаще используются в домах выше 5 этажей, но и в пятиэтажках встречаются такие стояки ГВС и ХВС.
И обязательно после монтажа системы и установки заглушек (или кранов и смесителей) надо продавить систему водой и внимательно осмотреть места спайки.
Особенно это важно если трубы уложены в штробы.
Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.

Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.

Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Читайте также: