
Можно ли сушить порошковую краску феном
Обновлено: 08.05.2024
В этом разделе мы публикуем ответы на часто задаваемые вопросы про технологию порошковой окраски и про оборудование для порошковой покраски.
Вопросы про порошковую окраску:
Каким образом происходит смена цвета?
При смене цвета нужно прочистить продувкой распылитель/установку, камеру напыления и сменить фильтры (на каждый цвет должен быть свой набор фильтров).
Возможно ли купить сначала электрическую печь, а потом перевести ее на газ?
Такой вариант возможен. Необходимо будет заменить термоблок, и доукомплектовать печь горелкой.
Какая камера напыления лучше: стенки камеры и потолок, которой изготовлены из прозрачного поликарбоната или из металла?
Поликарбонат – пластик, а пластик статичен, соответственно краска будет оседать на стенках камеры. Металлический каркас нашей камеры напыления покрыт глянцевой порошковой краской, которая является изолятором и предотвращает оседание краски. Стоит обратить внимание на толщину стенки камеры из поликарбоната, т.к. от этого зависит прочность камеры, и соответственно срок ее службы. Поскольку Вы работаете с металлом, прочность используемых в оборудовании материалов имеет большое значение.
Чем отличается Циклон от Скруббера?
Обе установки предназначены для обеспыливания воздуха в производственных помещениях. Циклон используется в качестве первой ступени очистки? и в нем оседает крупная фракция порошка. Скруббер используется в качестве конечной ступени очистки. При этом частицы порошка удаляются из потока воздуха, и очищенный воздух возвращается в помещение.
Возможна ли подготовка алюминиевого профиля парогенератором?
Парогенератор хорошо очищает от масляно-жировых пятен, может убрать и ржавчину, но на листовом металле. На поверхности изделия из алюминия появляется оксидная пленка, защищающая его от взаимодействия с окружающей средой и предохраняя от коррозии. Наличие оксидной пленки усложняет процесс покраски и значительно ухудшает адгезию поверхности, поэтому порошковая краска быстро теряет свои защитные и декоративные свойства. Алюминиевый профиль желательно обработать бесхроматными составами, только соответствующее оборудование потребует значительных вложений. Поэтому можем предложить вариант, не требующий больших затрат: прошкуривание поверхности, продувка воздухом, обезжиривание.
Хотим заказать печь полимеризации длиной 5 м. Перед цехом есть коридор, соответственно надо будет пройди через 2 проема. Как быть?
В Вашем случае, можем предложить сделать разборную печь, т.е. и стенки, и днище будут состоять из отдельных частей, которые будут крепиться на болтовые соединения.
Требует ли порошковая окраска высокой квалификации маляра?
Как крепятся стойки транспортной системы к полу? В цеху пол под углом, надо ли его выравнивать?
Стойки крепятся анкерами. То, что пол под углом – не критично. Это выравнивается подкладками. Главное, чтобы пол был без бугров, кочек и прочих неровностей.
Можно ли использовать парогенератор для очистки жировых пятен с кронштейнов размером 360х120х25 мм?
Парогенератор лучше работает на листовом металле, для кронштейнов можем предложить ванны окунания. Следует отметить, подготовка поверхности требует практически одинаковых вложений по сравнению с окраской, т.к. необходимо также приобрести и печь для сушки изделий.
Можно ли в цеху камеру напыления ставить рядом пескоструйкой?
Можно, но пескоструйка должна быть закрытая.
Можно ли приобрести у Вас Скруббер отдельно? И сколько он стоит?
В каком виде после изготовления придет оборудование?
Для удобства погрузки транспортная система и камера напыления будут изготовлены из отдельных частей (понадобится дополнительная сборка по месту). Камера полимеризации будет в сборе, если ее габариты позволяют транспортировать и выгрузить камеру в цех.
Можно ли согнуть металл, если сначала его окрасить эпоксиполиэфирной краской?
С изделиями, окрашенными порошковой краской, можно производить операции сборки, сгибания и формовки без ущерба для покрытия.
Возможна ли в камере полимеризации регулировка температуры до 50-60 градусов для сушки изделий?
Да. Температура в камере полимеризации регулируется в настройках на пульте управления.
Допускается ли подготовка поверхности под порошковую окраску пескоструйной очисткой?
Да, допускается. При пескоструйной обработке повышается адгезия покрытия, ржавчина и окалина снимается до чистого металла.
Хотелось бы узнать технические характеристики линии кольцевого участка, поскольку необходимо рассчитать некоторые финансовые показатели (производительность линии).
Для того, чтобы рассчитать производительность линии, нам необходимо знать типо-размеры окрашиваемых изделий (что за изделия, размеры).
Изготавливаете ли Вы оборудование Циклон со Скруббером из нержавеющей стали (говорят, в таком случае порошок в оборудовании оседает меньше)?
Нержавеющая сталь имеет антистатические свойства, и на нем действительно будет оседать меньше порошка. Но металл, используемый в нашем оборудовании, имеет полимерно-порошковое покрытие, что также снижает количество осаждаемого порошка. Порошок антистатичен. Поэтому не имеет смысла делать оборудование из нержавеющей стали, преследуя эту цель. К тому же, это приводит к удорожанию в 2,5 раза. Циклон со Скруббером из нержавеющей стали сделать сможем.
Какова укрываемость (расход) порошковой краски, какие виды лучше использовать ?
Краски подразделяются на эпоксиполиэфирные (атмосферные) или эпоксидные (внутренние). Расход краски зависит от желаемого эффекта (глянец, шагрень, антик) — 150 -250 гр/м2. Цены от 150 руб.
Каким образом происходит рекуперация порошка?
Рекуперация порошка осуществляется с помощью специального блока рекуперации, совмещенным с любым типом окрасочной камеры. Отделение (сепарирование) частиц краски от воздуха, находящиеся в виде аэрозоля, осуществляется картриджными фильтрами или циклонами, которые установлены в корпусе рекуператора. Работа блока, который осуществляет процесс рекуперации, заключается в следующем: он собирает краску, не осевшую на изделии и просеивает ее, что позволяет вторично использовать порошок в процессе окраски.
Мы являемся авторемонтным предприятием и более 4 автодисков (12 нам очень много) красить не планируем. Возможно ли уменьшить объём камеры полимеризации (была предложена печь с размерами 1,3 х 1,3 х 1,3 м)?
Объем камеры уменьшить можно, но цена от этого не изменится. Можем предложить печь с внутренними размерами 1 х 1х 1 м.
Для чего нужен рекуператор порошковой краски?
Рекуператор улавливает порошок, не осевший на окрашиваемом изделии, что позволяет использовать его вторично. Система рекуперации — это часть системы вентиляции, которая предотвращает создание взрывоопасной концентрации порошковой краски.
Что следует предпринимать в процессе окраски при условии частой смены цветов?
Необходимо тщательно очищать оборудование. Поскольку, в результате некачественной чистки, возможны вкрапления порошковой краски, которая использовалась раньше. Для каждого используемого цвета необходим запасной комплект фильтров для камеры напыления.
Какова норма расхода порошковой краски на 1 м 2 изделия?
Норма расхода для большинства красок на 1м 2 :
Шагрень — 70 — 200 гр/ м 2 ;
Антик — 70 — 200 гр/м 2 ;
Глянец — 60 — 100 гр/ м 2 .
На расходные нормы краски влияют способность краски к рекуперации, плотность, форма частиц и гранулометрический состав.
Как защитить от порошковой краски места, не подлежащие окрашиванию?
Защищают отдельные участки изделий, наложением масок: резьбовые детали можно обернуть обычным бумажным скотчем, отверстия закрыть пробками из термостойкой силиконовой резины (они многоразовые и краска на них не держится).
Каковы мощности двухпостовой камеры напыления проходного типа с картриджной системой очистки воздуха и верхней транспортной системой для линейного участка порошковой окраски?
Мощность двухпостовой камеры напыления составляет 5 кВт.
Занимаетесь ли Вы производством оборудования для окраски деталей в кипящем слое?
Нет, наша компания специализируется на разработке, производстве и внедрении оборудования для полимерной порошковой окраски методом электростатического напыления.
Оба варианта используются для обеспыливания воздуха в производствах нанесения порошковых покрытий. Все они имеют плюсы и минусы.
Какие последствия могут быть при недостаточной подготовке поверхности?
Последствия могут быть разные:
- недостаточное схватывание с поверхностью (краска отходит от поверхности кусками, особенно на оцинковке);
- в местах, где отошла краска, возможно быстрое развитие ржавчины (коррозия);
- образование кратеров (на поверхности метала осталось масло, сор или химикаты);
- образование пятен (на поверхности остался химикат).
Зачем чистить поверхность?
Окрашиваемые изделия необходимо чистить, чтобы убрать грязь с поверхности металла (масло, ржавчина, частички металла и пыли) и усилить сцепление краски, что в свою очередь замедляет (препятствует) распространению ржавчины.
Возможно ли подобрать или изготовить оборудование для порошковой окраски (печь полимеризации, камера нанесения порошка и пр.) для изделия с габаритными размерами 2000х2000х2500 мм таким образом, чтобы время такта работы линии не превышало 20 мин?
Мы можем изготовить камеру полимеризации по таким размерам. Время, затраченное на один цикл, зависит от: вида подготовки деталей под окраску, времени полимеризации порошковой краски, степени технологичности процесса окраски. В среднем 1 цикл окрашивания происходит за 1 час.
Возможно ли приобретение оборудования для порошковой окраски в лизинг и на каких условиях?
Наша компания не занимается лизингом. Мы работаем по такой схеме: 70% предоплата, 30% вы можете оплатить в течение трех банковских дней с момента получения заказчиком уведомления о готовности оборудования к отгрузке.
Можно ли использовать метод порошковой окраски для отремонтированных деталей кузова автомобилей, имеющих на своей поверхности шпатлёвку, или такой способ предназначен только для окрашивания новых деталей?
Можно. Однако, рекомендуем использовать специальную шпатлёвку, так как для порошковой окраски требуется токопроводящая поверхность.
Можно ли размещать 2 участка по окрашиванию жидкими и порошковыми красками в одном цеху?
При проверке цеха у пожарных или экологов будет повод придраться, поскольку в состав жидкой краски входят растворители, а при напылении концентрация полимерного порошка в поле напыления может достичь 45-50 г/м 3 , что делает производство взрывоопасным при возникновении искры. Поэтому участки нанесения жидких и порошковых красок должны быть отделены друг от друга.
Можно ли устанавливать парогенератор для подготовки поверхности в том же помещении, что и линия порошковой окраски?
Можно. Пар подается насыщенный, и на влажность воздуха он не повлияет.
Какая минимальная температура окружающей среды допустима для порошковой окраски?
Минимальная температура в помещении для порошковой окраски должна быть +5 0 С. Рекомендуем процесс нанесения полимерно-порошковой композиции производить в закрытом помещении при температуре окружающей среды 15-20° С и относительной влажности не более 80%.
Какой вентиляцией должно быть оборудовано помещение для порошковой окраски?
Помещение для порошковой окраски должно быть оборудовано механической приточно-вытяжной вентиляцией. Вытяжная вентиляция должна быть местной. Средняя скорость всасывания воздуха в проемах окрасочных камер 0,4-0,5 м/с. В дополнение к местной вытяжной вентиляции необходимо предусматривать отсос воздуха в объеме однократного обмена в час из верхней зоны помещения (непосредственно из под кровли) преимущественно над источниками тепла (сушильными камерами). Общий объем приточного воздуха определяется из условий эффективности работы оборудования и объема помещения.
Как часто необходимо проводить замену фильтров, установленных в камере напыления?
Проводить замену фильтров в камере напыления стоит примерно один раз в полгода — год. Cледует отметить, что частота смены фильтров зависит от загруженности линии порошковой окраски.
Как происходит подготовка воздуха?
Наше оборудование стандартно комплектуется устройством подготовки сжатого воздуха (фильтр влаго-маслоотделитель). Блок подготовки воздуха предназначен для очистки сжатого воздуха от капельной влаги и твердых частиц, удаления конденсата и автоматического поддерживания величины давления на заданном уровне в пневматических приводах и системах промышленного оборудования. Данной системы очистки вздуха вполне достаточно для нормальной работы оборудования порошковой окраски.
Что включает в себя процесс монтажа оборудования для порошковой окраски?
Что такое пуско-наладка оборудования порошковой окраски?
Что такое шеф-монтаж оборудования порошковой окраски?
В шеф- монтаж входит руководство сборкой оборудования на участке и обучение сотрудников Заказчика. При этом Заказчиком предоставляется согласованное количество рабочих.
Какое напряжение должно быть в сети для работы оборудования порошковой окраски?
Напряжение в сети для печи полимеризации и камеры напыления (т.к. используется промышленный двигатель) должно быть 380 В.
Какова грузоподъемность салазок верхней транспортной системы?
Допустимая нагрузка на одну каретку (направляющую) верхней транспортной системы — до 100 кг, при необходимости может быть увеличена.
Каковы размеры частиц порошковой краски?
Размеры частиц готовой порошковой краски от 10 до 100 мкм.
Какие порошковые краски подходят для эксплуатации окрашенных изделий на улице?
Из трех типов чаще всего используемых в настоящее время порошковых красок только ПОЛИЭФИРНЫЕ могут после полимеризации быть использованы на открытом воздухе.
Какие преимущества и какие недостатки у различных видов порошковых красок?
Эпоксиполиэфирные и эпоксидные порошковые краски подвержены разрушению уьтрафиолетовым компонентом солнечного спектра — быстро теряется блеск, происходит изменение цвета, поверхность становится белёсой. В то же время они очень стойкие к истиранию.
Полиэфирные порошковые краски не чувствительны к ультрафиолетовым лучам и щелочной среде, но стойкость к истиранию у них страдает.
Можно ли наносить порошковое покрытие не запекая его в печи полимеризации, а смешивая с растворителем?
Камера полимеризации необходима для получения качественного долговечного покрытия. При температуре 180-200°С в течение 10-15 минут происходит запекание краски, то есть образование прочных химических связей между ее молекулами с заполнением пор в металле — по существу, происходит образование металлопласта.
Растворитель ни при каких условиях не способен заменить процесс полимеризации.
На сколько необходима камера нанесения на участке порошковой окраски?
- Защиты персонала от воздействия распыленных красок
- Позволяет проводить процесс напыления красок на изделие в относительно небольшом объеме, который при смене цвета легко очистить.
- Рекуператор камеры нанесения собирает краску, не попавшую на изделие и ее можно использовать вторично.
Какой метод нанесения порошковой краски лучше — электростатика или трибостатика?
Широко используются оба метода. Суть метода электростатического нанесения порошковой краски в том, что краска вылетает из распылителя пролетая мимо коронирующего электрода, на котором создают высокое напряжение, вызывающее коронный разряд.
Преимущества: высокая производительность, независимость от типа материала краски, нечувствительность к влажности воздуха, долговечность оборудования. Трибостатический метод заряда основан на трении частиц краски в воздушном потоке о внутренние стенки распылителя, покрытые специальным материалом (чаще всего — тефлоном).
Преимущества: способность нанесения более равномерного покрытия на детали сложной формы, низкая склонность покрытия к кратерообразованию.
Можно ли использовать пылесос на участке порошкового окрашивания?
Пылесос использовать можно, он очень удобен при уборке и для очистки камеры напыления при смене цвета, но обычный бытовой пылесос практически сразу выходит из стоя из-за попадания краски на коллектор электродвигателя, где она плавится и создает электроизоляционный слой. Необходимо использовать специальные промышленные электрические или пневматические пылесосы.
Есть ли возможность изготовления передвижного оборудования для порошковой окраски?
Если имеется ввиду передвижение оборудования в рамках цеха, то это возможно. Однако все зависит от габаритов оборудования. Если требуется изготовление нестандартного оборудования для порошковой окраски, предлагаем Вам заполнить опросный лист на нашем сайте.
Чем отличается анодирование от порошковой окраски?
Анодно-оксидное покрытие изделий это получение сплошного кристаллического покрытия без дефектов на алюминиевом изделии различными электрохимическими методами.
На данное время это пожалуй лучшее конверсионное покрытие (5 мкм) для последующей окраски изделия. Если покрытие около 20 мкм, то оно является готовым самостоятельным покрытием и защищает изделие из алюминия на долгие годы (более 10 лет).
Хроматное конверсионное покрытие изделия в целом не уступает анодно-оксидному, поэтому они практически равноценны. Хотелось бы отметить что недостатком анодно-оксидного покрытия является отсутствие достаточно широкой цветовой гаммы и невоспроизводимость цвета покрытия. Порошковая окраска позволяет подбирать различные цветовые и фактурные решения, а так же возможность повторить цвета. Оборудование для порошковой окраски дешевле по сравнению с оборудованием для анодирования.
Существует ли какая-нибудь нормативно-техническая документация на порошковую окраску?
Вы можете задать нам свой вопрос про порошковую окраску, воспользовавшись формой для оставления комментариев.

Порошковое покрытие представляет собой слой полимерных порошков, которые сперва напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).
Базовая технология порошковой окраски металла состоит из трех основных этапов:
- Подготовка поверхности к покраске (включает удаление загрязнений и окислов, обезжиривание и фосфатирование для повышения адгезии и защиты изделия от коррозии).
- Нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления.
- Оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
При больших объемах производства или обработке крупногабаритных деталей используется транспортная система. С ее помощью окрашенные изделия легко перемещаются от станции к станции. Принцип ее действия заключается в том, что окрашиваемые детали подаются на специальной подвеске или тележках, которые передвигаются по рельсам. Транспортная система позволяет проводить процесс окраски непрерывно, за счет чего значительно увеличивается производительность работы.
Вначале процесса порошковой окраски производится загрузка частей на конвейерную ленту. При предварительной обработке поверхности перед окрашиванием детали попадают в пятиступенчатый очиститель, где подвергаются обработке очистителем, споласкиванию чистой водой, фосфатированию и антикоррозийной обработке.
После этого детали подвергаются сушке. Для этого они прогоняются через специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
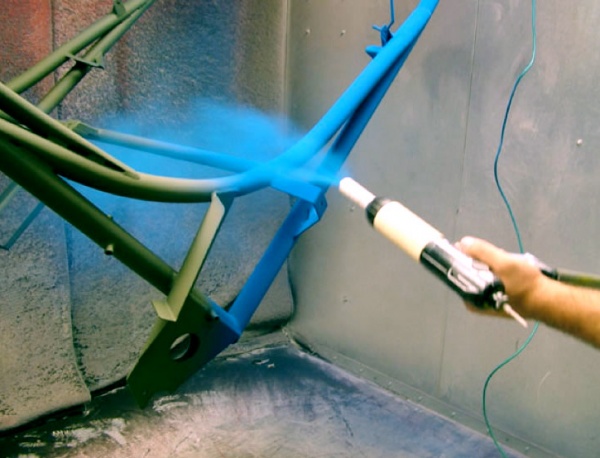
На следующем этапе детали помещаются в камеру окрашивания или напыления, где порошковая краска вручную распыляется на деталь с помощью электростатического распылителя под действием сжатого воздуха. В распылителе частицы краски приобретают электрический заряд. Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
После этого детали с нанесенной порошковой краской помещаются в печь или камеру полимеризации приблизительно на 10 минут для непосредственного окрашивания детали. Температура в печи достигает 150-220 градусов. Здесь частицы порошка оплавляются и закрепляются на окрашиваемой поверхности. Этот процесс также называют формированием поверхности. После образования пленки покрытия детали охлаждаются и снимаются с конвейера.
Технология порошкового окрашивания. Подготовка поверхности
В начальной стадии любого процесса окрашивания производится предварительная обработка поверхности. Это самый трудоемкий и продолжительный процесс, которому часто не уделяют должного внимания, однако который является необходимым условием получения качественного покрытия. Подготовка поверхности предопределяет качество, стойкость, эластичность и долговечность покрытия, способствует оптимальному сцеплению порошковой краски с окрашиваемой поверхностью и улучшению его антикоррозийных свойств.
При удалении загрязнений с поверхности важно наиболее правильно подобрать метод обработки и состав, применяемый для этой цели. Их выбор зависит от материала обрабатываемой поверхности, вида, степени загрязнения, а также требованиями к условиям и срокам эксплуатации.
Для предварительной обработки поверхности перед окрашиванием используются методы обезжиривания, удаления окисных пленок (абразивная очистка, травление) и нанесения конверсионного слоя (фосфатирование, хроматирование). Из них обязателен лишь первый метод, а остальные применяются в зависимости от конкретных условий.
Процесс подготовки поверхности включает несколько этапов:
- Очистка и обезжиривание поверхности;
- фосфатирование (фосфатами железа или цинка);
- споласкивание и закрепление;
- сушка покрытия.
На первом этапе происходит обезжиривание и очистка обрабатываемой поверхности. Она может производиться механическим или химическим способом. При механической очистке используются стальные щетки или шлифовальные диски, также в зависимости от размеров поверхности возможна ее притирка чистой тканью, смоченной в растворителе. Химическая очистка осуществляется с использованием щелочных, кислотных или нейтральных веществ, а также растворителей, применяющихся в зависимости от вида и степени загрязнения, типа, материала и размера обрабатываемой поверхности и т.д.
При обработке химическим составом детали могут погружаться в ванну с раствором или подвергаться струйной обработке (раствор подается под давлением через специальные отверстия). В последнем случае эффективность обработки значительно повышается, поскольку поверхность подвергается еще и механическому воздействию, к тому же, осуществляется непрерывное поступление чистого раствора к поверхности.
Нанесение конверсионного подслоя предотвращает попадание под покрытие влаги и загрязнений, вызывающих отслаивание и дальнейшее разрушение покрытия.
Для удаления окислов (к ним относятся окалина, ржавчина и окисные пленки) используется абразивная чистка, (дробеструйная, дробеметная, механическая) и химическая очистка (травление).
Абразивная очистка осуществляется при помощи абразивных частиц (песка, дроби), стальных или чугунных гранул, а также скорлупы ореха, подающихся на поверхность с большой скоростью с помощью сжатого воздуха или при помощи центробежной силы. Абразивные частицы ударяются о поверхность, откалывая кусочки металла со ржавчиной или окалиной и другими загрязнениями. Такая очистка повышает адгезию покрытия.
Следует помнить, что абразивная очистка может применяться только к материалам, толщина которых составляет более 3 мм. Большую роль играет правильный выбор материала, поскольку слишком крупная дробь может привести к большой шероховатости поверхности, и покрытие будет ложиться неравномерно.
Травление представляет собой удаление загрязнений, окислов и ржавчины путем применения травильных растворов на основе серной, соляной, фосфорной, азотной кислоты или едкого натра. Растворы содержат ингибиторы, которые замедляют растворение уже очищенных участков поверхности.
Химическая очистка отличается большей производительностью и простотой применения, чем абразивная, однако после нее необходимо промывать поверхность от растворов, что вызывает необходимость применения дополнительных очистных сооружений.
На заключительной стадии подготовки поверхности используется пассивирование поверхности, то есть ее обработка соединениями хрома и нитрата натрия. Пассивирование предотвращает появление вторичной коррозии. Его можно применять как после обезжиривания поверхности, так и после фосфатирования или хроматирования поверхности.
После споласкивания и сушки поверхность готова для нанесения порошкового покрытия.
Технология порошкового окрашивания. Грунтовка
Для антикоррозионной защиты применяется два вида грунтовки порошковыми грунтами, на которые затем наносится порошковая краска.
1. Пассивная антикоррозионная защита.
Применяется эпоксидный антикоррозионный грунт, который образует прочную пленку с хорошим сопротивлением химическому и механическому воздействию.
Применяется для защиты стальных и алюминиевых изделий в мягких условиях эксплуатации (покрытия сварных конструкций, эксплуатируемых внутри помещения, дисков из алюминиевых сплавов и т. д.). Сглаживает поверхность при наличии мелких дефектов, а также после пескоструйной обработки.
2. Активная антикоррозионная защита.
Применяется эпоксидный цинкосодержащий грунт. Обеспечивает высокую коррозионную стойкость изделий в жестких условиях эксплуатации. Если в системе покрытий есть проникающее повреждение, то на этом месте могут появиться следы местной коррозии, однако, это не окажет какого-либо влияния на адгезию покрытия в примыкающей поверхности, т.е. грунт ограничивает область распространения коррозии.
Применяется для защиты всех стальных изделий при эксплуатации на открытом воздухе (решетчатые настилы, заборы, ограждения, лестницы, строительные конструкции и т.д.).
Технология порошкового окрашивания. Нанесение порошковой краски

После того как детали покидают участок предварительной обработки, они ополаскиваются и высушиваются. Сушка деталей производится в отдельной печи или в специальной секции печи отвержения. При использовании печи отвержения для просушки размеры системы снижаются, и отпадает необходимость использования дополнительного оборудования.
Когда детали полностью просушиваются, они охлаждаются при температуре воздуха. После этого они помещаются в камеру напыления, где на них наносится порошковая краска. Основное назначения камеры заключается в улавливании порошковых частиц, не осевших на изделии, утилизации краски и предотвращении ее попадания в помещение. Она оснащена системой фильтров и встроенными средствами очистки (например, бункерами, виброситом и т.д.), а также системами отсоса. Камеры делятся на тупиковые и проходные. Обычно в тупиковых камерах окрашиваются малогабаритные изделия, а в проходных – длинномерные.
Также существуют автоматические камеры напыления, в которых с помощью пистолетов-манипуляторов краска наносится за считанные секунды.
Наиболее распространенным способом нанесения порошковых покрытий является электростатическое напыление. Оно представляет собой нанесение на заземленное изделие электростатически заряженного порошка при помощи пневматического распылителя (их также называют пульверизаторами, пистолетами и аппликаторами). Любой распылитель сочетает в себе ряд различных режимов работы:
- напряжение может распространяться как вверх, так и вниз;
- может регулироваться сила потока (напор, течение струи) краски, а также скорость выхода порошка;
- может меняться расстояние от выхода распылителя до детали, а также размер частиц краски.
При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения.
Различают две разновидности электростатического распыления: электростатическое с зарядкой частиц в поле коронарного заряда и трибостатическое напыление. При электростатическом способе напыления частицы получают заряд от внешнего источника электроэнергии (например, коронирующего электрода), а при трибостатическом - в результате их трения о стенки турбины напылителя.
При первом способе нанесения краски применяется высоковольтная аппаратура. Порошковая краска приобретает электрический заряд через ионизированный воздух в области коронного разряда между электродами заряжающей головки и окрашиваемой поверхностью. Коронный разряд поддерживается источником высокого напряжения, встроенным в распылитель. Недостатком этого способа считается то, что при его использовании могут возникать затруднения с нанесением краски на поверхности с глухими отверстиями и углублениями. Поскольку частицы краски прежде осаждаются на выступающих участках поверхности, она может быть прокрашена неравномерно.
На качество покрытия может влиять объем и сопротивление краски, форма и размеры частиц. Эффективность процесса также зависит от размеров и формы детали, конфигурации оборудования, а также времени, затраченного на покраску.
В отличие от традиционных способов окрашивания, порошковая краска не теряется безвозвратно, а попадает в систему регенерации камеры напыления и может использоваться повторно. В камере поддерживается пониженное давление, которое препятствует выходу из нее частиц порошка, поэтому необходимость в применении рабочими респираторов практически отпадает.
На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
Технология порошкового окрашивания. Полимеризация
Печи делятся на проходные и тупиковые, горизонтальные и вертикальные, одно- и многоходовые. Для тупиковых печей важным моментом является скорость подъема температуры. Этому требованию в наибольшей степени соответствуют печи с рециркуляцией воздуха. Камеры нанесения из диэлектриков с электропроводным покрытием обеспечивают равномерное распределение порошковой краски на поверхности детали, однако при неправильном использовании они могут накапливать электрические заряды и представлять опасность.
Оплавление и полимеризация происходит при температуре 150-220 °С в течение 15-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, предъявляемым к камерам полимеризации, является поддержание постоянной заданной температуры (в разных частях печи допускается разброс температуры не менее 5°С) для равномерного прогрева изделия.
При нагреве в печи изделия с нанесенным слоем порошковой краски частицы краски расплавляются, переходят в вязкое состояние и сливаются в непрерывную пленку, при этом вытесняя воздух, находившийся в слое порошковой краски. Часть воздуха может все же оставаться в пленке, образовывая поры, ухудшающие качество покрытия. Для избежания появления пор окраску следует проводить при температуре, превышающей температуру плавления краски, а покрытие наносить тонким слоем.
При дальнейшем нагревании изделия краска глубоко проникает в поверхность и затем отвержается. На этом этапе формируется покрытие с заданными характеристиками структуры, внешнего вида, прочности, защитных свойств и т.д.
При окраске больших металлических деталей температура их поверхности поднимается значительно медленнее, чем у тонкостенных изделий, поэтому покрытие не успевает полностью затвердеть, в результате чего снижается его прочность и адгезия. В этом случае деталь предварительно нагревают или увеличивают время его отвержения.
Отвержение рекомендуется производить при более низких температурах и в течение более продолжительного периода времени. При таком режиме снижается вероятность возникновения дефектов, и улучшаются механические свойства покрытия.
На время получения необходимой температуры на поверхности изделия влияют масса изделия и свойства материала, из которого изготовлена деталь.
После отвержения поверхность подвергается охлаждению, которое обеспечивается за счет удлинения конвейерной цепи. Также для этой цели используются специальные камеры охлаждения, которые могут являться частью печи отвержения.
Соответствующий режим для формирования покрытия необходимо подбирать с учетом вида порошковой краски, особенностей окрашиваемого изделия, типа печи т.д. Необходимо помнить, что для нанесения порошкового покрытия решающую роль играет температура, особенно при нанесении покрытия на термостойкие пластмассы или изделия из древесины.
По окончании полимеризации изделие охлаждается на воздухе. После остывания изделия покрытие готово.
Технология порошкового окрашивания. Системы рекуперации
Основное назначение системы рекуперации заключается в улавливании максимально возможного количества порошковой краски и возврата ее в питатель. В рекуператоре происходит фильтрация краски, которая может потом быть использована повторно.
Чаще всего используется двухступенчатая система улавливания. На первом этапе используется пылеотделитель, а на второй стадии улавливание краски происходит при помощи фильтра. Рекуперация позволяет повторно использовать до 98% краски, загруженной в питатель и не осевшей на поверхности детали.
Фильтры грубой и тонкой очистки воздуха подают в рабочую зону очищенный воздух. Благодаря этому отпадет необходимость использования вентиляторов, подогрева воздуха в зимнее время и его обеспыливания. С помощью системы рекуперации значительно снижаются энергозатраты и, соответственно, общие расходы на покраску. Автоматическая очистка фильтров обеспечивает работу воздушного потока без снижения скорости высокую степень очистки воздуха в течение длительного времени.
Технология порошкового окрашивания. Обеспечение и контроль качества порошковой покраски
Мы контролируем качество на каждой стадии технологического процесса, при этом используются самые современные приборы от лучших мировых производителей.
Так для настройки и контроля технологических параметров режимов полимеризации и отверждения покрытий непосредственно на поверхности изделий применяется термограф печей OQ610 (Grant), настройка и контроль оборудования электростатического нанесения порошковых покрытий, контроль степени заряда краски при её нанесении, качества заземления подвесок изделий производится с применением трибоэлектротестера Static Check ST3.
Степень адгезии покрытия к металлу контролируется с помощью адгезиметра Cross-Cut-Tester (Gardner), а толщина покрытия толщиномером QuaNix 1500.
Все это позволяет своевременно выявлять и корректировать отклонения от технологических режимов и обеспечивать высокое качество полимерных покрытий.
Порошковая покраска металлических деталей своими руками – занятие не такое уж сложное, главное знать все тонкости и действовать строго по инструкции. К тому же на лицо существенная экономия средств, ведь цены в салонах по покраске частей металлических механизмов или запасных частей автомобилей достаточно велики.

Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.

Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.

Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Важно! Энергоносителем в таких печах просушки порошковой краски может быть не только электричество, но и природный газ, и дизельное топливо.
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.

Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
Соблюдайте осторожность при работе с высоким напряжением. Лучше доверить сборку преобразователя квалифицированному электрику.
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Технология
Процесс окраски металлических деталей порошковыми составами можно разделить на три этапа. Это подготовка поверхности, непосредственное окрашивание (напыление) и закрепление результата (полимеризация).
Подготовительный этап
Он самый важный. От того, насколько качественно будет подготовлена к окрашиванию поверхность, зависит результат работы. Следуйте следующим инструкциям:
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.

Важно! Если деталь имеет слишком сложную конфигурацию, сильно загрязнена и покрыта коррозией, замочите ее в растворе щелочи.
Покрывание детали порошковым покрытием
Следующий этап после подготовительного – непосредственно окрашивание. Тут все довольно просто: поместите деталь в отсек напыления, присоедините и закрепите на ней минусовой провод от вашего источника питания. Если включить наш преобразователь и поднести бутылку с металлической пробкой к детали на расстояние 20-30 мм — увидим проскакивание искр, это значит, что напряжения достаточно для нанесения порошковой краски.
Для этого надавливаем на бутылку, чтобы часть порошка вместе с воздухом выдувалась из дырок в пробке. Под воздействием высокого напряжения, частицы краски электризуются и прилипают к окрашиваемому изделию.
Часть порошка все равно рассыпется на пол, поэтому подстелите газету, чтобы потом его собрать.
После нанесения порошковой краски начинается процесс создания отвержденного полимерного слоя.
Полимеризация
Суть этого процесса в том, что окрашенная деталь устанавливается в специальную печь. Там она в течение определенного временного промежутка подвергается воздействию высокой температуры.
Для этого потребуется самостоятельно изготовленная печь для полимеризации порошковой краски. Чтобы процесс прошел без накладок, необходимо соблюсти следующие условия:
- Придерживайтесь рекомендаций, разработанных для каждой конкретной краски.
- Обеспечьте равномерное нагревание каждой детали.
- Соблюдайте точное время полимеризации. По его истечении извлеките деталь из камеры и оставьте на открытом воздухе для полного остывания.
Применение этого способа окрашивания порошковыми составами идеально подойдет тем, кто любит все делать своими руками. Делать самостоятельно печь для полимеризации довольно долго, однако на лицо существенная экономия средств и получение качественного покрытия.
В настоящее время порошковая краска успешно заменяет лакокрасочные материалы, используемые в разных отраслях для решения декоративных задач. Кроме этого, порошковые краски по металлу способны выдержать высокие температуры. Это является их главным преимуществом.

Как красить порошковой краской в домашних условиях
Как производится покраска порошковой краской своими усилиями? В процессе работы наносится пластмассовое покрытие поверх металла. Порошковый состав после нагревания становится жидким и приобретает связь с металлом. Порошковая краска хром, альфа или тритон отличается от традиционных покрытий своей экологичностью и современностью. Недостаток состоит только в том, что в некоторых аспектах возникают сложности при нанесении. Но это не испугает предприимчивых людей. Если будет правильно очищена поверхность, то даже любитель может сделать отличную работу.

Этапы нанесения порошковой краски
- Вначале необходимо определить, к какому типу относится материал, который необходимо окрасить. После этого делают выбор подходящего порошка. Используется термопластический или термореактивный полимерный порошок. Каждый из них разрабатывали для получения лучшего результата на различном металле. Порошковая краска для дисков не может подходить для украшений и небольших брелоков.
- Производится разборка всех резьбовых и шарнирных соединений. Каждая деталь, которая не должна быть окрашена, должна быть убрана в сторону. Разборка необходима, для того чтобы не происходило склеивание всех деталей в виде подшипников, гаек, зажимов, болтов при покраске. Даже при окраске дверей порошковой краской, их сначала разбирают и демонтируют.
- На следующем этапе делают очистку металла с использованием пескоструйной обработки. Таким образом, можно избавиться от грязи, ржавчины и других инородных материалов. Используя химический растворитель можно избавиться от любого жира, краски и масла, также производится смывка старой порошковой краски. Любой металлический сплав из алюминия, магния, и других элементов очищают с помощью растворителя и щетки. Можно использовать шкурку для шлифовки. Чтобы привести материал в голое состояние, нужно воспользоваться пескоструйной обработкой. Этот метод может быть заменен шлифовальной машинкой, проволочной насадкой для дрели, наждачной бумагой.
- Далее убирают оставшуюся грязь с материала. Для этого может использоваться ацетон. Каждая деталь должна быть замочена в нем или протерта тряпочкой. Только после этого могут быть использованы порошковые краски для окрашивания.
- Теперь может производиться непосредственно покраска металлических деталей. Чтобы сделать качественное покрытие нужно обладать специальными инструментами. Для этого используется пистолет для порошковой краски или распылитель. С помощью этих инструментов производится электростатический заряд порошкового материала, для того чтобы он прилип к заземленному металлическому объекту. Таким образом, создается ровное и качественное покрытие.
- Перед началом окраски, можно взять грунтовку для металла и покрыть плоскую металлическую поверхность. Во время нанесения создается ровный и тонкий слой. Нужно убедиться в подключении электростатического заряда к месту для окрашивания. Иначе не произойдет приклеивание порошка к материалу без заряда.
- Когда работа будет закончена, необходимо подождать пока состав не затвердеет и соблюдать осторожность. Не следует начинать чистку и дуть на поверхность. Из-за таких действий краска может начать отслаиваться.
- В следующем этапе термостойкая порошковая краска должна пройти через нагревание. Нагревать краску можно в обычной печи или воспользоваться инфракрасными лампами. Покрытие нагревают 15 минут до температуры 190 градусов. Также для этих целей может использоваться обычная духовка, только потом в ней нельзя готовить еду.

Порошковые краски по металлу
Чтобы сделать быструю отделку поврежденной поверхности используется порошковая краска в баллончиках. Этот вариант можно применять самостоятельно. К тому же таким способом может проводиться покраску дисков порошковой краской.
С помощью порошковых красок можно красить подвесные потолки, офисную фурнитуру, электрические приборы, промышленные стеллажи и другие предметы из металла.
Порошковая полиэфирная краска имеет высокие механические свойства. Она подходит для стальных и алюминиевых изделий, расположенных на улице. С подобным покрытием можно покрывать сельскохозяйственные машины, автомобильные аксессуары, садовую мебель и другие металлические изделия.
Важнейшим элементом в окрасочном производстве является камера напыления порошковой краски.
Довольно устойчивый блеск образуется с полиуретановыми красками, имеющими водостойкость, устойчивость к минеральному маслу и растворителю. С такими красками обеспечивается защита изделиям, находящимся под трением, абразивным износом, химическим ёмкостям в которых хранятся газообразные и жидкие химические вещества. Кроме этого их используют в качестве грунтовки, когда, например, наносится краска порошковая тритон на поверхность.
После нанесения порошкового слоя, требуется произвести его закрепление. С этой целью используют камеру, которая делает полимеризацию состава. Здесь происходит расплавка и образование готовой пленки, затвердевающей на поверхности деталей. В камере требуется поддержание высокой температуры. Когда порошковая краска для полимерного декорирования нагревается, получается качественное сцепление состава и материала, так как происходит проникновение состава по порам изделия. Этот же способ используется для покрытия автомобильных дисков.

Для любого металлического, пластикового, деревянного изделия применяется краска порошковая ral 9005. С ней производится удобная и выгодная колеровка. К тому же в каталоге производителя она представлена в разных цветах и текстурах. Выбор может быть остановлен на любых оттенках и фактурах, начиная от серебристого или золотистого металлика, заканчивая бронзой и гранитом, поэтому порошковые краски эффективно используют при создании евродекора. Ведь с ними создается как рельефная фактура, так и глянцевая.
Сегодня смеси порошковой краски пригодны для использования без предварительной подготовки, поэтому проведение дорогостоящих процедур типа колеровки может не проводиться. При качественно проведенных работах, образуется антикоррозийное ударопрочное покрытие с очень надежной электроизоляцией. При резких температурных изменениях, пленка не теряет своего качества.
Возможно, прочитав данную информацию, у вас появится мысль об открытии своего бизнеса. Ведь теперь вам известно, как красить порошковой краской металлические изделия и можно будет применить свои знания на практике. Главное, чтобы это занятие нравилось вам и тогда можно будет прийти к своей цели, взвесив все положительные и отрицательные стороны.
Подобным способом окрашивали изделия и в прошлом веке, но не сразу он обладал технологическим совершенством. Используя современные методы, можно устранить действие любой агрессивной среды, наносящей вред изделию, и улучшить эстетическую сторону материала. Человечество стремится к лучшему и создаёт новые уникальные решения, чтобы можно было пользоваться качественными и красивыми изделиями. Теперь, узнав, как пользоваться порошковой краской в домашних условиях, с порошковым распылителем, вы можете, использовать эту технологию для окрашивания своего автомобиля, входных дверей и других предметов, изготовленных из металла.


Обсудить статью на форуме
Читайте также: