
Соединение полипропиленовых труб феном
Обновлено: 18.05.2024
Возможность собирать трубопроводы самостоятельно — несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное — понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
В соединении полимерных труб, диаметр которых не превышает 63 мм, используется в основном муфтовая или раструбная сварка
Для соединения пластиковых труб пайкой две состыкуемые детали (трубу и фитинг или муфту) разогревают до пластичного состояния
Методом пайки соединяют полимерные трубы и фитинги из того же материала: уголки, прямые муфты, фитинги с металлической резьбой для установки запорной и регулирующей арматуры
Стыковым способом соединяют трубы диаметром свыше 63 мм. Однако если имеется фитинг подходящего диаметра, лучше соединить с его использованием
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
Методика пайки сантехнических элементов на основе пластика получила широкое распространение. Технология отличается простотой и требует минимальных вложений сил и средств
На практике применяются две методики стыковки свариваемых деталей:
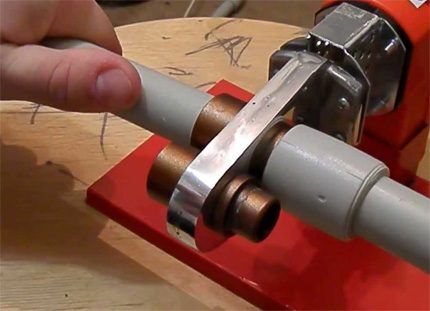
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
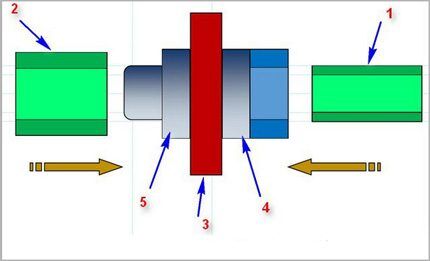
Муфтовая спайка: 1 – труба пластик, 2 – муфта (или раструб фитинга), 3 – нагревательный элемент паяльника, 4 и 5 – металлические насадки (болванки)
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
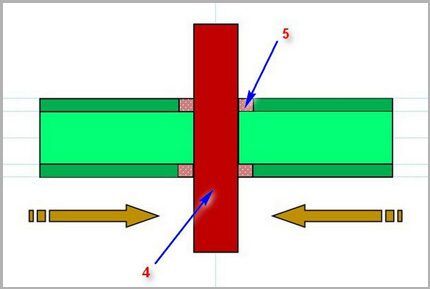
Прямая спайка: 4 – нагревательный элемент паяльника, 5 – область трубы, подвергаемая расплавлению. Эта методика сварки пластиковых труб редко применяется в бытовом секторе
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования — промышленность.

Более сложное устройство, при помощи которого выполняется точная центровка свариваемых деталей с дальнейшим процессом нагрева и пайки. Используется с технологией прямой сварки
Кроме паяльников, мастеру также потребуются:
- ножницы — труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагрев
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали — разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры — включения зелёного индикатора.
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Перед пайкой выполняем раскрой трубы ножницами для полимерных изделий. Рез должен быть строго перпендикулярен оси трубы
Примеряем фитинг или муфту к отрезанной заготовке. По их кромке отмечаем глубину пайки - отрезок трубы, который будет соединен со свариваемой деталью
Свариваемые детали одновременно устанавливаем на металлические болванки утюга и также одновременно снимаем по истечении нормативного времени нагрева
Разогретые детали быстро и уверенно соединяем, не давая разогретому материалу утратить пластичность. При соединении соблюдаем соосность, детали не проворачиваем относительно друг дружки
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Так выглядит спаянная конструкция – фрагмент трубопровода из полипропилена. На высокое качество пайки указывает характерный шов в месте входа трубы в фитинг
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Перед пайкой армированных полипропиленовых труб и фитингов для их подготовки к соединению используют швейер
Для того чтобы возможно было произвести соединение с заготовки трубы снимают два верхних слоя - полимерный и алюминиевый
Внутренний диаметр фитинга рассчитан на то, что соединить его с армированной трубой можно только после съема двух внешних слоев трубы
Неармированные полипропиленовые трубы обрабатывать швейером не надо. Но в обоих случаях зону сварки требуется обезжирить, к примеру, проспиртованной салфеткой
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Полипропиленовые трубы широко применяются для устройства инженерных систем частного дома. В большинстве случаев используют изделия с маркировкой PPR (рандомсполимер), этот материал оптимален как для горячего, так и для холодного водоснабжения. Ключевыми элементами инженерной сети частного дома являются не только магистрали, но и их соединения, которые выполняются при помощи фитингов. В этой статье мы рассмотрим особенности стыковки полипропиленовых труб и разнообразные вспомогательные элементы, которые помогают организовать систему отопления или водоснабжения.

Вопрос выбора труб для частного дома мы разобрали в отдельной статье.
Как соединяют полипропиленовые трубы
В большинстве случаев трубы поставляются в виде прямых штанг по 4 м. Для организации теплового или водного контура необходимо нарезать магистрали на отрезки и соединять их фитингами. Используют два основных способа соединения: сварку (неразборное) и прикручивание элементов с резьбой (разборное).
Сварка полипропилена
Эти работы требуют от мастера большого опыта и соблюдения нормативных требований. Зачастую полипропилен называют простым в работе материалом, но это утверждение является заблуждением.
Для пайки полипропилена потребуется специальный сварочный аппарат с двумя муфтами. Обе муфты нагреваются до температуры 260 - 280 градусов, на них нанесено тефлоновое покрытие, которое предотвращает прилипание полипропилена.
Некоторые аппараты для пайки полипропилена оснащены терморегулятором, который позволяет выставлять нужную температуру. В большинстве случаев проще работать с прибором, который не имеет такой функции, а сразу нагревается до нормативных значений.
На одну муфту устанавливают полипропиленовый фитинг, а на другую – трубу. После выдержки определенного временного промежутка элементы снимают и соединяют. Для сваривания требуется выдержать определенное время. Ниже приведем таблицу с рекомендованным временем для изделий разного диаметра. Следует обратить внимание, что время выдержки полипропиленовых изделий на сварочном аппарате будет зависеть от температуры на объекте. Нормативные значения обычно указываются для нормальных условий (20 – 24 градуса).
| Диаметр изделия, мм | Вермя сваривания, с | Время нагревания, с | Время охлаждения, с | Температура пайки,°С |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Частые ошибки при сварке полипропиленовых труб
- Перегрев или недогрев. В этом случае часть трубы заворачивается внутрь, в результате этого просвет в магистрали сокращается. В таких системах батареи могут не добирать нужную температуру.
- Соединение без зачистки. Полипропиленовые трубы для сетей с горячей водой внутри имеют алюминиевую фольгу или стекловолоконное армирование. Производители делают этот слой, чтобы предотвратить диффузию кислорода через стенки трубы в систему. При этом алюминий не позволяет трубам нормально соединиться, поэтому перед процедурой сварки следует зачистить изделие.
- Раскачивание трубы на муфте. Трубу можно снимать с паяльника только перпендикулярно, нельзя раскачивать нагретый полипропилен, так как это приведет к порче изделия. Также при установке фитинга не следует вращать элементы друг относительно друга больше, чем на 5 градусов.
- Использование старых муфт для сварочного аппарата. Со временем тефлоновый слой стирается, после чего нагретый полипропилен начинает прилипать к металлу. Чтобы этого не происходило, нужно иметь запасные муфты.
- Выполнение сложных стыков одним человеком. Часто сваривать полипропилен приходится в неудобном положении, когда магистраль проходит близко к полу или к стене. В этом случае потребуется помощь напарника, который поможет установить трубу на муфту или примет из рук монтажника инструмент.
Раструбы фитинга для пайки являются одноразовые. После нагрева они сразу должны быть использованы в системе. Если по какой-то причине фитинг был срезан, то повторная установка не предполагается. Без нагрева труба не должна вставляться в фитинг.
Разъёмные соединения
Производители полипропилена выпускают фитинги с резьбой в большинстве случаев они служат для подключения к системе различного оборудования (гидравлической емкости, котлов и др.). Если гайка на фитинге имеет покрытие из полипропилена, то выполнить монтаж с помощью ключа не получится - соединение осуществляют руками. Такой стык получается не очень надежным, поэтому не рекомендуется для прокладки труб скрытым способом.

Некоторые производители выпускают фитинги с гайкой или со специальным стальным участком для ключа, это позволяют использовать инструмент для затягивания соединения. Большинство разъемных фитингов имеют гладкий раструб для сварки с другой стороны.
Для уплотнения разъемных стыков в полипропиленовых трубах не рекомендуется использовать лен, лучше применять фум ленту или уплотнительную нить.
Виды фитингов
Муфты
Наиболее распространенная разновидность фитингов, служит для удлинения магистрали и для соединения труб разного диаметра.
Муфта соединительная имеет вид бочонка соединение выполняется методом сварки. Служит для стыковки труб одного диаметра, выпускается в размерах 20, 25, 32, 40, 50 или 63 мм.
Муфты переходные нужны для соединения труб разного диаметра. Соединение бывает разъемным и неразъемным. Первое закручивается при помощи ключа, второе – сваривается. Диаметры двух отверстий обычно указывают через косую черту (20/25 мм), также важно учитывать внутреннюю или наружную установку. Внутр/внутр означается, что оба конца фитинга монтируются внутрь трубы.
Муфты переходные внутр/внутр – выпускаются диаметрами 20/25 мм, 20/32 мм, 25/32 мм.

Муфты переходные внутр/наруж – с одной стороны труба вставляется в фитинг, с другой – фитинг внутрь трубы. Доступные размеры у таких изделий 25/20 мм, 32/20 мм, 32/25 мм, 40/20 мм, 40/25 мм, 40/32 мм, 50/40 мм, 63/20 мм, 63/25 мм, 63/40 мм и 63/50 мм.
Муфты с накидной гайкой служат для подключения к магистрали стальных труб или других разъемных фитингов. Обычно их используют для подключения магистрали к котельной. Фиксация осуществляется с помощью ключа. Диаметр трубы обычно указывают в миллиметрах, а у резьбы – в дюймах: 20 мм х1/2, 20 мм х3/4 и 25 мм х3/4.
Муфты комбинированные с внутренней резьбой служат для подключения соответствующих фитингов. Затяжка осуществляется не ключом и руками, что обеспечивает менее надежную герметизацию соединения. Эти изделия выпускаются в диаметрах 20 мм х1/2, 20 мм х3/4, 25 мм х1/2, 25 мм х3/4, 32 мм х1, 25 мм х3/4.
Муфты комбинированные с внутренней резьбой под ключ выполняют такую же функцию, как предыдущий фитинг, но затяжку можно осуществлять инструментом, что делает соединение более прочным и надежным. Выпускается в диаметрах 40, 50 и 63 мм.
Муфта комбинированная с наружной резьбой. Выпускается в вариантах: 20 мм х1/2, 20 мм х3/4, 25 мм х1/2, 25 мм х3/4, 32 мм х1, 25 мм х3/4. Также предполагает инструментальное соединение.

Разъемные муфты (американки) – это стандартный элемент для систем водоснабжения, используется не только с полипропиленом. Для труб PPR выпускаются варианты с внутренней или наружной резьбой в диаметрах 20 мм, 25 мм, 32 мм, 40 мм, 50 мм и 63 мм.

Американка с внутренней резьбой
Американка с наружной резьбой
Уголки
Второй по важности элемент любой системы из полипропилена. Трубы из этого материала нельзя нагревать и гнуть. Все повороты осуществляются исключительно при припаивании к отрезкам уголков и обводов.


Уголок (отвод) служит для изменения направления магистрали на 90 или 45 градусов. Комбинация нескольких элементов позволяет добиться практически любого изгиба системы. Отводы применяют для труб одинакового диаметра 20 мм, 25 мм, 32 мм, 40 мм, 50 мм и 63 мм.
Обводы – иногда магистрали пересекаются и трубы накладываются друг на друга, в этих местах на верхнюю трубу ставят этот элемент диаметром 20, 25 или 32 мм.

Тройники и крестовины
Позволяют разделять магистраль на несколько потоков.
Крестовины обеспечивают переход с вертикального на горизонтальное направление. Соединение производится методом пайки. Доступные диаметры: 20, 25 или 32 мм.
Тройник используется для разветвления магистрали по одному дополнительному направлению. Выпускаются изделия диаметром 20, 25, 32, 40, 50 и 63 мм. Соединение производится при помощи пайки.


Тройник переходной обеспечивает подключение труб меньшего диаметра: с 25 мм на 20 мм, с 32 мм на 20/25 мм, с 40 мм на 20/25/32 мм, с 50 мм на 20/25/32/40 мм, с 63 мм на 20/25/32/40/50 мм.
Внутренняя резьба и с участком под ключ и для ручного затягивания
Тройник с наружной резьбой
Тройники с резьбой служат для подключения соответствующих фитингов. Бывают варианты с наружным или внутренним соединением. Трубы 20 и 25 мм могут иметь диаметр резьбы ½ или ¾, 32 мм – 1 или ¾, 40 мм – 1 или 1/4
Водорозетки (угольники)
Угловой элемент, который служит для подключения различного сантехнического оборудования или любых резьбовых фитингов.
Двойные угольники используются для подключения смесителя, имеют подводы для горячей и холодной воды. Подходят под диаметр труб 20, 25 мм. Оснащены специальной планкой для закрепления на стене. Трубы присоединяются методом пайки. Двойные угольники выпускаются под внутреннюю и наружную резьбу.
Водорозетка без ушек
Водорозетка с ушками
Угольник с внутренней резьбой – элемент для подключения фитинга под углом 90 градусов. Выпускается в вариантах с трубы 20 мм на резьбу ½ или ¾, с 25 мм на ½ или ¾, с 32 мм на 1 или ¾. Вариант угольника с ушками подходит для крепления к стене, к трубе 20 мм можно подключить фитинг с резьбой ½, к трубе 25 мм – ½ или ¾.
Угольник с наружной резьбой принципиально не отличается от варианта с внутренней. Изделие с ушками тоже можно вешать на стену.
Угольник с накидной гайкой используется для подключения других труб, фитингов или различного оборудования под углом 90 градусов. Обеспечивает переход с трубы 20 мм на резьбу 1/2, с 25 мм – на 3/4.
Фильтры грубой очистки
Фильтр грубой очистки для полипропиленовых труб присоединяется методом пайки. Выпускается разновидность внутрь/внутрь под диаметры 20, 25 и 32 мм и внутрь/наруж под диаметры 20, 25, 32 и 40 мм.
Краны (запорная арматура)
Краны в системах отопления и водоснабжения используются для перекрытия или регулирования потока жидкости. Основных разновидности две: шаровые краны и вентили.
Шаровой кран – запорная арматура для перекрытия движения жидкости в инженерной системе. Его устанавливают перед различным сантехническим оборудованием. Полипропиленовый кран встраивается в систему методом пайки. Следует обратить внимание, что срок службы полипропиленового крана будет меньше, чем у медного или стального. Если систему требуется часто перекрывать, то лучше отдать предпочтение последним. Полипропиленовый шаровой кран выпускается в диаметрах 20, 25, 32, 40, 50 и 63 мм.

Радиаторный кран используется для подключения к системе радиаторов, один раструб – под сварное соединение, другой – под резьбовое. Радиаторы нельзя полностью приваривать к системе, так как им может потребоваться обслуживание или замена. Такой кран фактически относится к шаровым и не предназначен для регулирования температуры в батарее. По форме радиаторная запорная арматура может быть прямой или угловой: 20 мм х ½, 25 мм х ¾.


Шаровые краны не предназначены для регулирования системы, так как изменение потока при повороте ручки у них происходит нелинейно.
Фактически присутствует только два положения: открытое и закрытое.
Вентиль служит для регулирования проходящего потока жидкости в системе. Например, вентилем можно отрегулировать температуру в радиаторной сети. Его основная особенность в том, что поворот рукоятки напрямую связан с потоком жидкости в системе. Полипропиленовый вентиль встраивается методом пайки и выпускается в диаметрах 20, 25, 32 и 40 мм.

Дополнительные вспомогательные элементы
В эту группу можно отнести фитинги, которые не являются обязательными и напрямую не влияют на работоспособность инженерной системы. Сюда относятся различные заглушки, компенсаторы и крепежные элементы.
Опора служит для фиксации трубы на вертикальных поверхность, например, при настенном монтаже. Диаметр элемента может составлять 20, 25, 32 или 40 мм.

Двойные опоры служат для закрепления двух параллельных магистралей диаметрами 20, 25 и 32 мм.

Заглушки устанавливаются для консервации недоделанных систем. Также их используют для опрессовки труб, когда без подключения оборудования проверяют герметичность сети. Заглушки могут быть резьбовыми для диаметров 20, 25 и 32 мм и сварными под трубы 20, 25, 32, 40, 50 и 63 мм.

Заглушка для систем с резьбовым соединением
Заглушки для закрытия системы методом пайки
Компенсатор – элемент, которые встраивается в систему для компенсации линейных расширений труб.

Соотношения дюймов и диаметров труб
При монтаже инженерных сетей полезно знать, как соотносится единицы измерения диаметров в дюймах и миллиметрах.

Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки представляет собой довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как правильно паять полипропилен.
Свойства полипропилена

Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.

Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.

Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.

Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.

Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Сварка полипропиленовых труб нужна при сооружении систем отопления или водопровода в квартирах и частных домах. Правильная стыковка составляющих помогает добиться прочной фиксации, герметичности и безопасного использования трубопровода на протяжении длительного периода времени. При этом многих начинающих мастеров интересует, как пользоваться паяльником для полипропиленовых труб.

Свойство полипропилена
Полипропилен представляет собой продукт полимеризации 2 газов — этилена и пропилена. Они смешиваются в определенном соотношении. В итоге удается получить гранулы, из которых изготавливают трубы. Это делают экструзионным способом.
Характеристики материала приведены в таблице:
| Показатель | Значение |
| Рабочий диапазон температур | -10 — +90 градусов |
| Температура плавления пластика | 149 градусов |
| Номинальное давление | 1,5-2,5 атмосфер |
Указанные характеристики подходят для холодного водопровода. Благодаря армированию стекловолокном или алюминием удается получить изделия, которые годятся для батарей и горячего водоснабжения.
Виды труб
Полипропиленовые трубы имеют определенные особенности. Они отличаются по структуре и назначению.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.

Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Обратите внимание! Полученное соединение получается не слишком прочным. Потому такой метод сварки не очень распространен среди мастеров.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.
Специфика пайки труб из полипропилена
Нагревание полипропилена способствует его размягчению. При этом его частицы попадают в смежные элементы. После остывания материал становится твердым и стойким к повреждениям. Как же сварить трубы из полипропилена с помочью работы паяльником? Чтобы запаять такие изделия, нужно учитывать следующие особенности:
Порядок выполнения пайки
Многих мастеров интересует, как паять пластиковые трубы для водопровода паяльником. При этом требуется учитывать много особенностей.
Подготовка к свариванию
Перед установкой новых труб следует нанести схему трубопровода. Чтобы не подгонять изделия по размеру, нужно заранее измерить длину трубопровода. При использовании муфт для соединения стоит сделать запас на установку.

Подготовка оборудования
Паяльник нужно поставить на ровной площадке, чтобы он случайно не перевернулся. Насадки требуемого диаметра следует расположить рядом. Прогревание нагревательного элемента осуществляется равномерно до определенной температуры. Для пайки пропилена нужно работать устройством, нагретым до 260 градусов.
Подготовка труб к свариванию
Как же паять полипропиленовые трубы для отопления своими руками паяльником? Для начала края нужно обрезать специальными ножницами. Это делают под прямым углом. После чего место среза необходимо отшлифовать и обезжирить. Для этого стоит пользоваться мыльным раствором.
Важно! Нельзя обрабатывать трубы растворителями, водкой, бензином, ацетоном. Агрессивные составы приводят к разъеданию поверхности полипропилена.
Разогрев полипропилена
При разогревании труб нужно контролировать глубину. Важно следить за временем нагревания. В противном случае есть риск деформации поверхности. Это станет причиной искривления геометрии. Как следствие, состыковать детали без зазоров не удастся.
Особенности пайки
Варить трубы из полипропилена требуется быстрыми движениями. При этом нужно прикладывать нагретые фрагменты друг к другу. Важно учитывать, что участок трубы должен войти в стакан фитинга до требуемой глубины.
Обратите внимание! Корректировать положение можно в течение 2-4 секунд. При этом фрагменты запрещено сгибать или поворачивать.
Охлаждение и проверка герметичности
Шов запрещено принудительно охлаждать. Температурные колебания могут привести к появлению трещин и искривлениям в области плавления.
Ошибки во время пайки
Иногда во время пайки возникают различные проблемы. Они могут быть связаны с такими ошибками:
- не выполнено очищение материала от жировой пленки;
- сделан неправильный угол среза деталей;
- недостаточно или чрезмерно прогреты детали;
- конец трубы неплотно посажен в структуру фитинга;
- не полностью снят армированный слой с трубы;
- корректируется положение деталей после схватывания материала.
Влияние ошибок на качество сварки
Несоблюдение технологии сварочных работ приводит к негативным последствиям. Она провоцирует внутреннюю деформацию, при которой расплавленный полипропилен перекрывает внутренний проход трубы. Впоследствии узел теряет работоспособность. В этой области появляются засоры, которые препятствуют движению воды.

Альтернатива сварке
Иногда в труднодоступных местах выполнять сварочные работы невозможно. В качестве альтернативы сварке можно использовать органический растворитель. Он отличается выраженными размягчающими свойствами. При этом состав имеет высокую летучесть.
Обратите внимание! После смазывания конца трубы и внутренней полости муфты удается на короткий срок сделать пластик более мягким. В этот момент и требуется выполнять соединение.
Пропиленовые трубы пользуются большой популярностью и применяются для сооружения систем отопления и водоснабжения. Для соединения разных элементов необходимо пользоваться паяльником. Чтобы получить крепкую и надежную конструкцию, нужно четко придерживаться инструкции по применению этого инструмента.
На первый взгляд паять полипропиленовые трубы кажется чем-то кошмарным и нереальным. Наличие паяльника упрощает работу. Но даже без него с помощью подручных материалов эта проблема легко решается. Как это делать в домашних условиях? Нужен ли помощник?

Общие положения
- Паяльник для пластиковых труб с различными насадками;
- Ножницы, чтобы обрезать ненужные куски;
- Набор ключей (подойдут газовые от 0 до 3);
- Герметик;
- Пакля;
- Уровень.
В отличие от ножниц и других инструментов, паяльник – это очень дорогое удовольствие. Поэтому, используя прибор один раз, рекомендуется его одолжить, у знакомых или взять напрокат.

Насадку следует плотно закрепить на паяльнике. Регулятор выставляет нужную температуру. Рекомендуется вначале выставить температуру, а только потом включать прибор в розетку.
Пока нагревательный элемент накаляется, следует заняться другими делами. На пластиковое изделие карандашом или маркером наносят нужный размер. Следует оставить около 3 или 4 см. для пайки. После этого прямо по метке разрезается пластик. Для этого следует делать всё аккуратно, чтобы разрез получился ровный.
Делая точные замеры, используйте чертёж. В основных точках на бумаге обычно будут отмечены все фитинги, краны и т.д. С чертежом будет намного проще. Т.к. вы будете точно знать, сколько отмерять или какой обрезок устанавливать.
- Трубу отрезают в том месте, где была сделана отметка маркером (карандашом);
- Под диаметр отверстия подбирается нужный фитинг;
- Все поверхности, где будет производиться спайка, обезжириваются;
- За то время, пока делались все разметки, паяльник уже должен был нагреться. Рабочая поверхность пластикового изделия вставляется в выбранную насадку с двух сторон;
- Следует подержать какое-то время разогретый паяльник, пока стыки не соединяться;
- Затем с прибора снимаются все детали, а две половинки соединяются на нужную глубину с фитингом;
- Ждём, пока нагретые элементы охладятся.

Процесс должен происходить быстро и аккуратно. Т.к. один конец, пока изделия разогреты, необходимо вставить в другой конец. В этом случае любая неточность создаст дефект, а промедление остудит их до того, как начнётся соединение.
Если весь процесс был осуществлён правильно, в месте сварки будет находиться равномерный наплыв. Новичкам лучше потренироваться на ненужных обрезках или бракованных изделиях.
Как соединить две разных трубы
Иногда конструкция предусматривает соединение двух систем различного типа (например, полипропилен и металлопластик). Это случается очень часто. Особенно в старых домах, где заменить участок металлического типа очень сложно, но остальной трубопровод менять нужно.
В строительном магазине есть фитинги с резьбой. На рисунке видно – устройство выглядит следующим образом. С одной стороны фитинга выделяется металлическая резьба, которую соединяют с металлической частью с помощью гайки, льняной пакли (или фум-ленты) и разводного ключа. А с другой стороны пластиковый выступ. Он соединяется с пластиковой частью.

Как паять полипропиленовые трубы в труднодоступных местах
- Потолок;
- Углы;
- Места, где паяльнику будет трудно располагаться.
Потолок. Самой большой проблемой будет расположение паяльника, пока обе руки заняты соединением стыков. Для этого можно использовать знакомого. Он будет держать прибор, пока вы работаете. Но можно пойти иным путём. Для этого подготавливают крюк, на который вешают инструмент. Если работы проходят вблизи шкафов и других возвышений, паяльник можно класть на них.
Чтобы паять полипропиленовые трубы на стене, рекомендуется следующий способ: оба конца нагревают поочерёдно. Но делать это надо быстро, пока предыдущий стык не остыл.
Углы. Чтобы проводить спайку в углах, все соединения должны монтироваться только под прямым углом. Концы, как обычно обезжириваются и зачищаются. Чтобы спайка прошла гладко, а на стыках образовался плавный шов, используют угловые фитинги.

В любых труднодоступных местах процедура затрагивает более пристальное внимание. Расчёты должны быть более точными. Если что-то пойдёт не так, любое отклонение от нормы может привести к катастрофе. Поэтому, если в работе появились нестандартные стыки, весь бракованный участок следует заменить. Только теперь всю процедуру следует провести более, аккуратнее.
Как соединить полипропиленовые трубы без паяльника
Иногда под рукой паяльника нет и взять его в аренду не получается. Для этого есть несколько альтернативных способов.
Газовая горелка
Покупка газовой горелки дешевле, чем покупка паяльника. Особенно если вам нужно соединить стыки один раз. Нужно знать какой газ использует устройство и подключение баллона.

Таким способом можно варить трубы разного диаметра и толщины стенок. Но использование этого прибора требует большого терпения, внимательности и аккуратности.
Первые этапы по разметке и разрезке материала точно такие же, как и при работе с паяльником (не забывайте оставлять место для соединения). Но когда доходит дело до самого процесса, разогревать трубу и фитинг следует одновременно. Когда стыки будут соединены, следует немного подождать, пока разогретая масса не остынет.
Паяльная паста
- Флюс;
- Порошкообразный припой;
- Смазка.

Такой способ называют холодной пайкой. С помощью этой массы сваривают не только трубы (проводка, пластик лёгкий металл и т.д.) Т.е., если надо спаять какую-то вещь, а паяльника под рукой нет.
Существуют пасты, внутрь которых добавляют серебро. Это улучшает их качество и позволяет сваривать более тяжёлые материалы. В этом случае сам материал становится податливым.
- Клеящее качество вещества, из-за чего две половинки соединяются;
- Вещество должно быстро расслаиваться, но при этом сам процесс обязан противостоять окислению;
- При нанесении на любую поверхность масса должна быть вязкой, но сохранять деформацию;
- Она не должна никак влиять на материал (например, разъедать его или искажать характеристики);
- Как только паста затвердеет, её можно будет легко смыть;
- Вещество смывается растворителями;
- Она не должна растекаться, а находиться чётко в своих границах.
Чтобы соединить два стыка при помощи пасты, следует соединить их, нанести вещество и подогреть участок (можно использовать зажигалку или спички). Паста должна распределяться по соединению двух изделий равномерно. Как вещество затвердеет, следует удалить оставшийся флюс.
Паяльная лента
- Удалить все лишние вещества с помощью спиртовой настойки;
- Обмотать два стыка лентой;
- Рабочее место следует подогреть с помощью спичек или зажигалки;
- Немного подождать, пока материал не остынет;
- Оставшийся флюс и частички гари следует удалить с помощью растворителя.
Все способы хорошо соединяют трубы, но эти варианты не более, чем альтернатива паяльнику. Если найти нагревательный инструмент, лучше использовать оригинальное средство для соединения пластиковых изделий.
Как паять трубы с напарником

- Один держит две трубы, другой варит паяльником;
- В труднодоступных местах лишние руки иногда очень сильно выручают;
- При работе на высоте не нужно придумывать, куда повесить инструмент, можно просто отдать напарнику.
Как выбрать паяльник
Если вы паяете полипропиленовые трубы один раз, пропускайте этот пункт, но когда такой инструмент необходим по работе или планируется проведение системы пластиковых труб у тёщи, кума, брата, свата и т.д., тогда покупка паяльника – это вопрос №1.

- Компактность прибора, насколько удобно он сидит в руках;
- Мощность оборудования;
- Базовая комплектация (со временем вы покупаете разные насадки, но на первых порах, если нужной насадки не будет в наборе, лучше сразу её купить, чтобы потом не бегать за ней в магазин);
- Материал паяльника.
Компактность важна. Ведь придётся держать прибор на весу в течение длительного времени. От этого, после очередной трубы, начнут очень сильно уставать руки. Следовательно, прежде чем покупать паяльник, возьмите его в руки, попробуйте, насколько удобно с ним работать.
- 16 – 63 мм. – 700 Вт.;
- 63 – 73 мм – 850 Вт.;
- 125 мм. – 1200 Вт.;
- 125 – 150 мм. – более мощные нагревательные инструменты.
Комплектация – это в основном насадки. Чем больше насадок предусмотрел производитель, тем больше труб может спаять прибор. Все они имеют пару (для двух изделий одновременно). Некоторые приборы стыкуют несколько труб одновременно с разным диаметром. Рекомендуется использовать насадки с тефлоновым покрытием. Они более долговечны.

Производитель. Чехия – это страна, которая выпускает лучшие паяльники. Именно их оборудование считается самым дорогим и качественным. Вслед за чехами идут турки, но среди них много китайских подделок.
Китай не считается очень плохим производителем. Но тут как повезёт. Можно попасть на хорошее качество Поднебесной или купить дешёвую модель, которая выйдет из строя через несколько ремонтов. Чтобы спаять две полипропиленовые трубы, необходимо запастись терпением, вниманием и, желательно хорошим напарником. Наличие паяльника играет очень большую роль, но существуют аналоги, при отсутствии нагревательного инструмента. Если вы не разбираетесь в работе, лучше нанять специалиста.
Читайте также: