
Как собрать утюг для пайки труб
Обновлено: 25.04.2024
Возможность собирать трубопроводы самостоятельно — несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное — понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
В соединении полимерных труб, диаметр которых не превышает 63 мм, используется в основном муфтовая или раструбная сварка
Для соединения пластиковых труб пайкой две состыкуемые детали (трубу и фитинг или муфту) разогревают до пластичного состояния
Методом пайки соединяют полимерные трубы и фитинги из того же материала: уголки, прямые муфты, фитинги с металлической резьбой для установки запорной и регулирующей арматуры
Стыковым способом соединяют трубы диаметром свыше 63 мм. Однако если имеется фитинг подходящего диаметра, лучше соединить с его использованием
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
Методика пайки сантехнических элементов на основе пластика получила широкое распространение. Технология отличается простотой и требует минимальных вложений сил и средств
На практике применяются две методики стыковки свариваемых деталей:
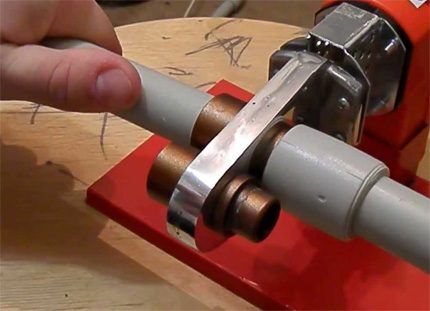
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
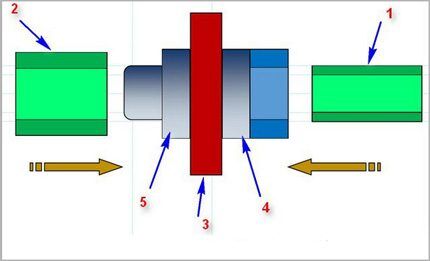
Муфтовая спайка: 1 – труба пластик, 2 – муфта (или раструб фитинга), 3 – нагревательный элемент паяльника, 4 и 5 – металлические насадки (болванки)
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
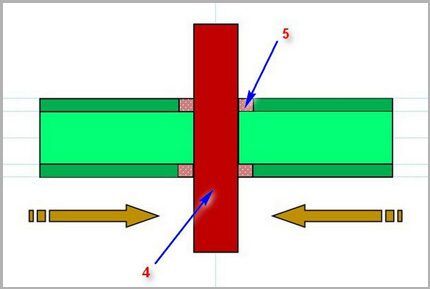
Прямая спайка: 4 – нагревательный элемент паяльника, 5 – область трубы, подвергаемая расплавлению. Эта методика сварки пластиковых труб редко применяется в бытовом секторе
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования — промышленность.

Более сложное устройство, при помощи которого выполняется точная центровка свариваемых деталей с дальнейшим процессом нагрева и пайки. Используется с технологией прямой сварки
Кроме паяльников, мастеру также потребуются:
- ножницы — труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагрев
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали — разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры — включения зелёного индикатора.
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Перед пайкой выполняем раскрой трубы ножницами для полимерных изделий. Рез должен быть строго перпендикулярен оси трубы
Примеряем фитинг или муфту к отрезанной заготовке. По их кромке отмечаем глубину пайки - отрезок трубы, который будет соединен со свариваемой деталью
Свариваемые детали одновременно устанавливаем на металлические болванки утюга и также одновременно снимаем по истечении нормативного времени нагрева
Разогретые детали быстро и уверенно соединяем, не давая разогретому материалу утратить пластичность. При соединении соблюдаем соосность, детали не проворачиваем относительно друг дружки
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Так выглядит спаянная конструкция – фрагмент трубопровода из полипропилена. На высокое качество пайки указывает характерный шов в месте входа трубы в фитинг
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Перед пайкой армированных полипропиленовых труб и фитингов для их подготовки к соединению используют швейер
Для того чтобы возможно было произвести соединение с заготовки трубы снимают два верхних слоя - полимерный и алюминиевый
Внутренний диаметр фитинга рассчитан на то, что соединить его с армированной трубой можно только после съема двух внешних слоев трубы
Неармированные полипропиленовые трубы обрабатывать швейером не надо. Но в обоих случаях зону сварки требуется обезжирить, к примеру, проспиртованной салфеткой
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Полипропиленовый трубопровод широко используются при обустройстве водопроводных сетей. Он легкий, долговечный и прочный, может применяться для магистралей со сложной конфигурацией. Для сварки участков используется утюг для пайки полипропиленовых труб. Такое оборудование называют также паяльником.
Принцип пайки полипропилена
Соединение торцов выполняется посредством нагрева материала в зоне контакта прибором. Под воздействием температуры полипропилен размягчается, становится пластичным. При силовом воздействии участки расплавленного пластика прочно скрепляются по диффузионному принципу.
Нагрев осуществляется ТЭНом, оснащенным тефлоновыми насадками, до температуры 260⁰. Качество пайки зависит от силы прижима и расположения торцов по отношению друг к другу. К достоинству прибора относят:
- спаянный фрагмент не влияет на технические показатели воды, не ухудшает ее вкусовые качества;
- шов устойчив к ударным и механическим нагрузкам;
- место сваривания сохраняет химическую устойчивость при повышении температуры в магистрали;
- соединение не источает посторонние запахи.

Важно! Утюг для пайки полипропиленовых труб уместен только для элементов из одного и того же материала. Разные химические свойства свариваемых фрагментов не способные обеспечить качественное диффузионное скрепление
Паяльник пригоден для водопроводных магистралей бытового назначения, установленных в отапливаемых помещениях. Следует учитывать, что при понижении температуры ниже 0⁰С полипропилен разрушается. Монтаж двух участков осуществляется одним из методов:
- торцевание – края изделий соединяются между собой плотно встык, при этом нельзя допускать искривления шва;
- объемно – торцы сваривают плавлением через фитинг либо муфту.
Первый способ сваривания уместен для ремонта либо прокладки коротких участков трубопровода, а также на магистралях с небольшой нагрузкой. Для повышения прочности в процессе стыковки торцы заключают во втулки из более жесткого материала.
Устройство и виды утюгов
Нагрев материала происходит при подаче напряжения на ТЭН. Нагревательный элемент передает генерируемое тепло корпусу оборудования. Насадки надеваются на утюг для пайки полипропиленовых труб посредством прижима в соответствующее гнездо с последующим закреплением болтом.
Они изготавливают из меди с тефлоновой внутренней поверхностью, защищающей деталь от прилипания к материалу в процессе разогрева. Ключ для завинчивания прилагается.

В комплект может входить несколько видов сменных деталей с диаметром 16-40 мм. Уровень температуры регулируется термостатом, а подача питания осуществляется автоматизированной системой управления. После нагрева насадки до заданной температуры можно приступать к работе. Вынимают деталь из утюга только после понижения температуры.

Важно! Соединение деталей паяльником рекомендуется выполнять вдвоем. Один мастер будет работать с оборудованием, второй – стыковать трубопровод. Кривизна приводит к разрыву шва при подаче жидкости под давлением
Следует поддерживать комплектующие в чистоте. Жир, фрагменты фольги и прочие загрязнения снижают нагревающую способность и, соответственно, качество запаивания. Корпус перегревается, происходит перерасход энергии.
Вода между насадкой и трубой при нагреве создает рубашку из пара, снижая качество шва. Задиры, сколы, неровности и другие дефекты усложняют позиционирование и плотную стыковку.
Параметры утюгов для паяния
Паяльники различаются техническими характеристиками. Рассмотрим подробнее, как выбрать утюг для пайки полипропиленовых труб с оптимальными рабочими параметрами. От мощности инструмента напрямую зависит качество сварки.
При выборе прибора следует учитывать номинал сечения магистрали. Для конструкций диаметром до 100 мм достаточно паяльника мощностью 850 Вт. Модели мощностью 1,5- 3 кВт уместны для решения узкоспециализированных задач.

Важно! Расчет мощности инструмента осуществляют по формуле: диаметр умножают на 10. Полученное значение – минимальная мощность прибора
Утюг для пайки полипропиленовых труб подключается к однофазной сети. Минимальная температура сварки — 230⁰. Рекомендуется выбирать прибор, нагревающий до температуры 260⁰.
Такое оборудование создает более качественные швы. Модели со встроенным регулятором мощности уместны только для профессионального использования. В комплекте могут быть ножницы для резки, рулетка и полный набор сменных элементов.
Видео: Как выбрать аппарат для сварки полипропилена
Выбирая утюг для пайки полипропиленовых труб, какой лучше ассортимент комплектующих, рекомендуется обратить внимание на особенности нагревательного элемента. Некоторые устройства поддерживают возможность одновременного использования нескольких насадок, что ускоряет монтаж трубопровода.
Для соединения с фитингами или муфтами следует приобретать элементы с буртом, для стыковки края – без бурта. Наиболее востребованные размеры 16, 24 и 32 мм.
Выбор среди производителей. Какие марки лучше
При выборе паяльника обращают внимание на спектр основных задач, которые он должен выполнять. Покупка полной комплектации не всегда бывает финансово оправдана. В ассортименте представлен широкий модельный ряд утюгов для пайки полипропиленовых труб, цена зависит от технических характеристик. Самыми дорогими являются паяльники брендов Dytron и Rothenberger. Стоимость их достигает 10 тысяч рублей.

Наиболее востребован инструмент среднего ценового сегмента Candan, Valtec, Kalde, Cobra и других брендов Турции и Чехии. При интенсивном использовании они готовы прослужить до 3 лет безаварийно.
Любой утюг для пайки полипропиленовых труб на Леруа Мерлен мощностью до 1 кВт способен сварить трубопровод бытового назначения стандартного диаметра. В ассортименте представлено оборудование для любителей и профессионалов в пределах 800-4 500 рублей.

Для начала пайки газовая горелка включается, и насадки разогреваются до температуры плавления полипропилена. Обычно она чуть выше 160 градусов. Слишком сильно разогревать также не следует. Теплоемкости насадок хватает для спаивания одного соединения. Затем нагрев следует повторить.






Мастер также протестировал и пайку трубы с уголком. Швы получились абсолютно герметичны. После окончания работ следует аккуратно удалить остатки пластика с насадок, важно не повредить специальное напыление.




Одним из самых главных преимуществ данного приспособления — это отсутствие необходимости в электропитании. Вы сможете провести монтаж труб даже в огороде, не разматывая удлинитель.
Благодарю автора за весьма простую идею автономного паяльника для полипропиленовых труб!

Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
В материале о полипропиленовых трубах я вкратце рассказал, что это за трубы.
Теперь немного поговорим о пайке этих труб.
Цвета называем так:
Белый — Турок. (Хотя Валтек тоже делает белый и качество труб на высоком уровне)
Серый — Чех
Зелёный — Немец
Инструмент

Касательно зачистного инструмента, если его нет, то можно выбрать трубу с армировкой из стекла волокна.
Монтаж: ![16]()

Для того чтобы собрать систему из таких труб, существует множество разных фитингов и соединителей.
Можно собрать абсолютно любую систему:




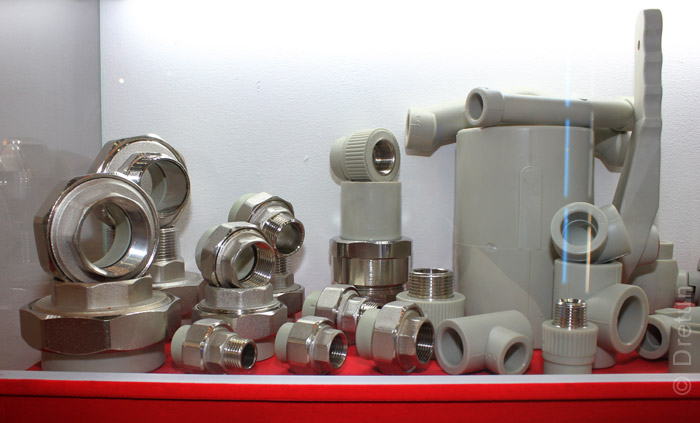



Шаровый кран под пайку:

Пайка
Средняя температура сварочного аппарата должна быть установлена на отметку 260 градусов.

Конечно для каждого диаметра есть более тонкие настройки настройки температуры и на дорогих аппаратах, нужная температура вставляется автоматически если указать диаметр свариваемой трубы.
Выставили мы температуру на 260 градусов, одели нужную насадку и теперь нам осталось запомнить время, в течении которого надо нагревать трубу.
16-ю греем 5 сек. после чего её надо зафиксировать секунда на 6-7 чтобы пайка была качественной.
20-ю греем так же 5 сек.
25-ю — 7 сек.
32-ю — 8 сек.
40-ю — 12 сек.
Берём в руки трубу с муфтой и пробуем их состыковать без нагрева. Если это возможно, то качественного соединения не будет, заменить комплектующие и пользуйтесь по возможности соединителями одного производителя в одной системе.
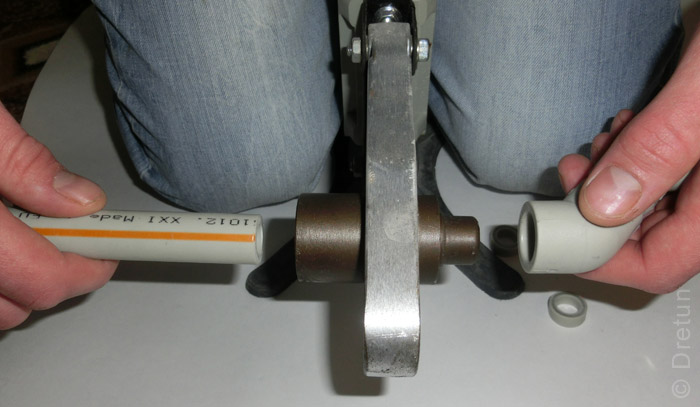
После того как выяснили что в руках держите то что нужно и можно спаять, надеваем на насадку сварочного аппарата сперва фитинг (он более толстый) а потом трубу.
Но это книжный пример и насадить на паяльник фитинг и трубу по отдельности очень сложно. Запихивайте одновременно, а вот доставать уже можно сперва трубу, а за тем и соединитель.


Вот так выглядят разогретые фитинги:

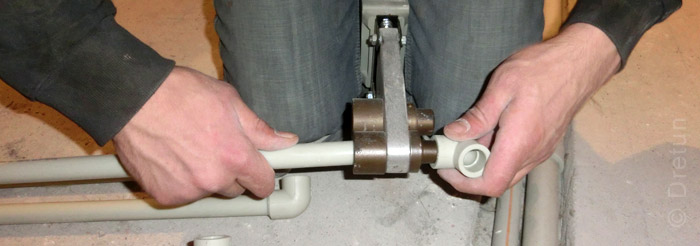
Теперь их нужно соединить.

При нагреве важно до конца вставить трубу в насадку. Для уверенности перед пайкой на трубе можно сделать метку на сколько труба должна зайти в насадку.

При нагреве элементы нельзя крутить на паяльнике. Хотя и производитель запрещает повороты, я всё же так поступаю, но повороты совсем небольшие, я бы даже сказал это некие шевеления для облегчения надеть трубу с фитингом. Бывает так что уголок очень туго налазят на насадку, Часто такое бывает на больших диаметрах, например 40 мм. В этом случае, паяльник относительно деталей можно на пару градусов шевелить туда-сюда.
Если вы будете крутить детали или паяльник более чем на, примерно 5 градусов, то части пластика останутся на насадке которые потом будут дымиться, а пайка может быть некачественной. Так что по возможности лучше не поворачивать и тем более не крутить и не проворачивать.

После того как насадили элементы полностью начинаем отсчёт в 5 секунд в случае с трубой 20 мм. или 8 сек в случае с 32-й трубой.
По истечении этого времени, снимаем сперва трубу, а за ней и фитинг.
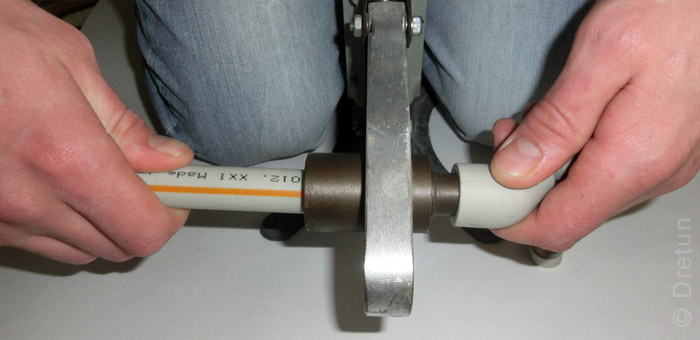
Быстро, но без суеты соединяем эти два элемента. После соединения, у вас ещё есть пара секунда для правки соосности. По истечении 2-3 сек. регулировку соосности необходимо прекратить. В противном случае стык потечёт.

После стыка дайте изделию остыть примерно в течении 20 секунд, неподвижно зафиксировав соединение.
Если вы паяете первые стыки, то строго соблюдайте время выдержки нагрева и фиксации. В последующих стыках возьмите во внимание сквозняки и температуру окружающей среды.
Если вы работаете на сквозняке и температура к примеру ниже +10, тогда время нагрева надо немного увеличить на 1-3 сек. в зависимости от диаметра. В противном случае Вы рискуете не успеть состыковать нагретые элементы, либо время на правку соосности не остаётся ни секунды.
Недогрев
Если вы недогреете трубы, то вы либо не сможете их соединить, либо стык в последствии потечёт.
Перегрев
При перегреве, вы рискуете заплавить проходное отверстие.
Если пайка произведена правильно, но проходное отверстие не имеет заужений.

Отрезать трубу можно не только ножницами:
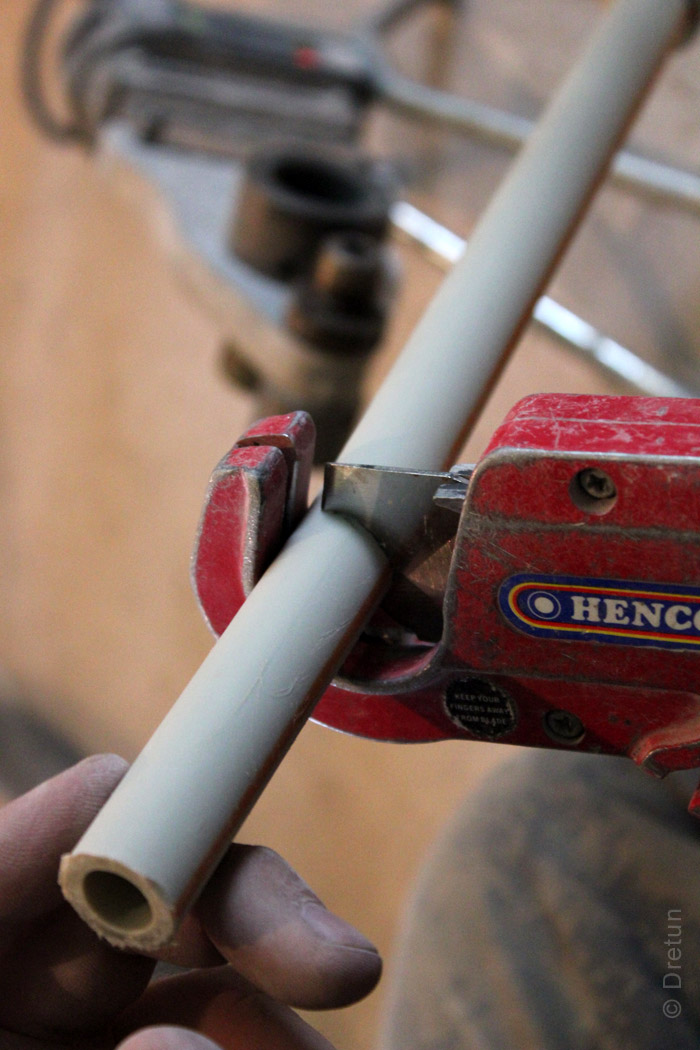
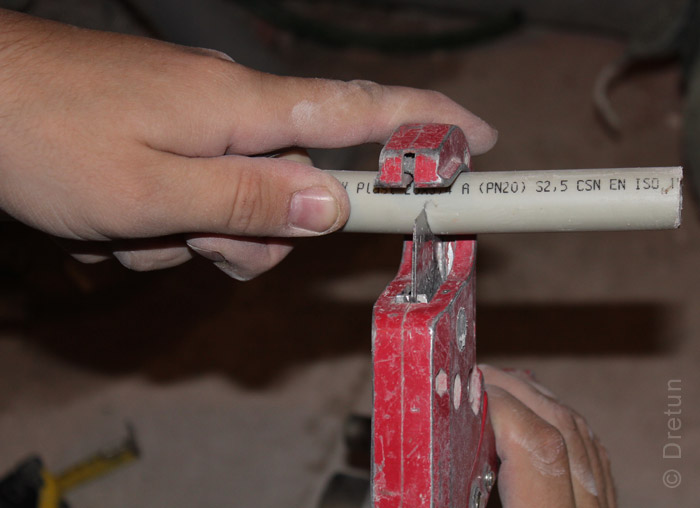
А иногда, с помощью ножниц не удаётся сделать ровный рез, например если надо отрезать всего сантиметр.

В таком случае можно прибегнуть к помощи болгарки.

Вот так выглядит труба армированная стеклом-волокном в разрезе. Зачищать и торцевать такую трубу не нужно, что не скажешь про алюминиевый слой.


Теперь разрежем спаянные элементы посмотрим, возможно ли эти соединения разъединитель.
Вверху серая труба спаяна с белой муфтой, а на снимке ниже серая с серой.
В обоих случаях видно сваренные элементы слиты в единое целое. Даже белый с серым. Отличия лишь визуально — цветом. Это сразу же ответ на вопрос, можно ли паять белый с серым. Можно.
Теперь глянем на переходную муфту в разрезе:
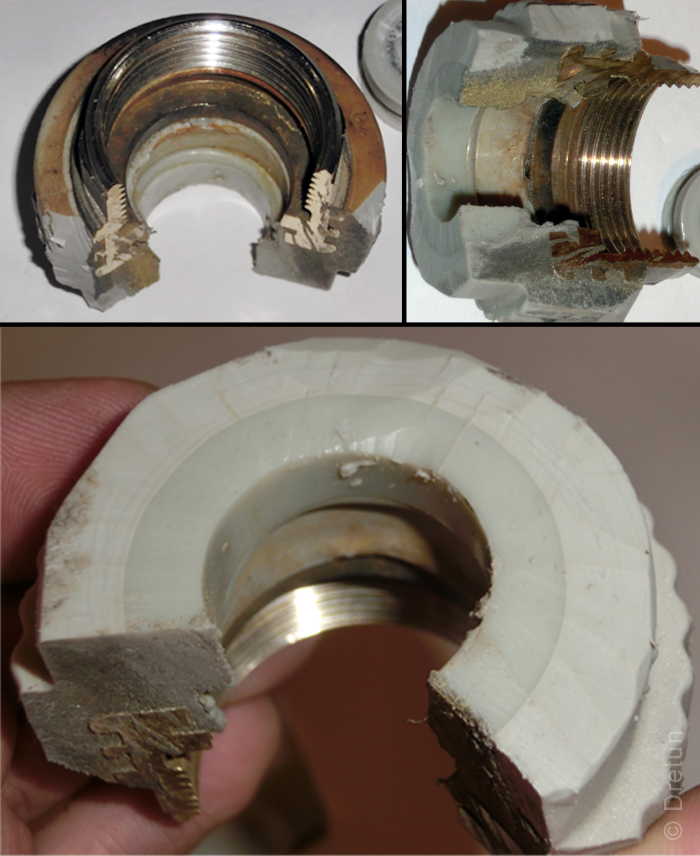
В этом случае труба была без армировки. Видно, что различия лишь по цвету, хотя производитель один и тот же. Само соединение разъединить невозможно и правильная пайка никогда течи не даст. По этой причине, такие соединения смело можно прятать в стены и в пол.
Вот вроде как и все ключевые моменты связанные с пайкой полипропиленовых труб.
Все вопросы касательно материала, пожалуйста в комментарии.
Ну и заключение несколько фото спаянных труб:


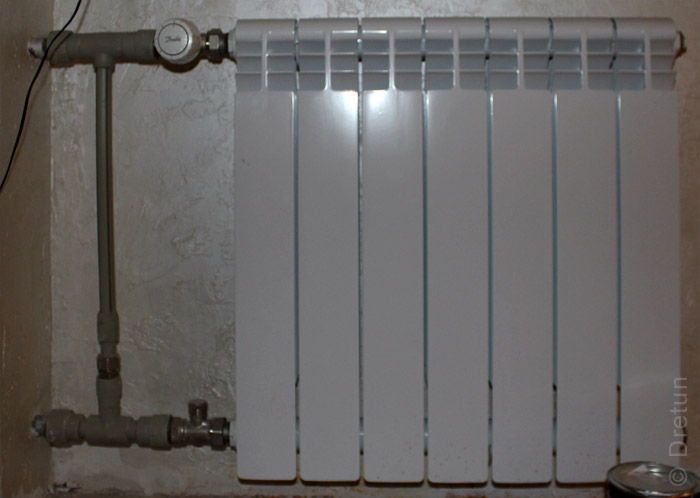



Для горизонтальной фиксации труб я использую клипсы

Для вертикальной трубы, где трубу надо закрепить жестко, используется специальный трубных хомут

Трубы
Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Читайте также: