
Сварка нераздвигаемого соединения полипропиленовых труб одним утюгом
Обновлено: 28.04.2024
Полипропиленовые трубы постепенно вытесняют металлические, т. к. обладают множеством достоинств (имеют способность восстанавливать форму после расширения под воздействием перепадов температур, отличаются стойкостью к коррозии, гладкостью внутренних стенок и др.). Их используют с целью монтажа систем коммуникаций разного назначения: канализации, водоснабжения, отопления, а также магистралей. Благодаря методу сварки обеспечивается высокая прочность на участках соединений. В результате увеличивается длительность эксплуатации трубопровода. Метод пайки полимерных изделий во многом схож со сваркой металлических деталей. Для выполнения работ применяют специальный инструмент – паяльник (утюг). А теперь в деталях ответим как спаять полипропиленовые трубы своими руками.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
Если пока нет опыта выполнения сварки полимерных коммуникаций, следует провести тренировочную пайку. Для этого нужно выбрать подходящее место. Участок должен быть просторным, поверхность – ровной. Можно работать на столе или полу. В обоих случаях следует проявить осторожность, т. к. есть риск испортить покрытие горячим пальником. Необходимо принять удобную позу. Любые задержки приведут к снижению качества шовного соединения, появлению дефектов, которые могут стать причиной сокращения периода службы трубопровода. Другие последствия промедлений во время сварки ПП-изделий:
- быстрое остывание, т. к. стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что приведет к проблемам в процессе эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, слишком сильное, что помешает стыковке второй части трубы.
При нагреве коммуникаций, соединительных элементов важна синхронность действий. Это позволит одновременно нагревать и сразу соединять части трубопровода. Задержка тоже возможна, однако от уровня профессионализма мастера зависит, возникнут ли дефекты: наплывы, смешение шовного соединения. В дальнейшем на таких участках могут появиться трещины.
Диффузная пайка полипропиленовых труб
Принцип сваривания полипропиленовых труб основан на введении, предварительно нагретых, одного изделия в другое . При этом должна выдерживаться определенная глубина. Наиболее распространенный вариант стыковки – при помощи фасонных элементов (например, муфты). Но он может использоваться при условии, что диаметр труб не превышает 63 мм. Для пайки более крупных изделий рекомендуется использовать стыковой метод. При этом точно так же, как и в других случаях, когда полимерный материал нагревается, происходит диффузное соединение.
Стыковой метод сварки полипропиленовых труб
Можно рассматривать метод стыковки в раструб. Принцип сварки схож с технологией пайки при помощи фасонных элементов: одна из труб соединяется с другой (вводится в отверстие большего диаметра), при этом важно обеспечить защиту кромки коммуникаций. Торцевые участки должны быть ровными, все дефекты (включая заусенцы, образующиеся при обрезке изделий) устраняются специальным инструментом.
Подготовительные работы перед сваркой
Начинать следует с составления простой схемы разводки коммуникаций. Для удобства линии, определяющие места расположения труб, наносят непосредственно на стене, иначе придется постоянно делать измерения уровня, на котором должны располагаться коммуникации.
Разметка помогает более качественно произвести монтаж
На следующем этапе выполняется разметка труб, подготавливают фасонные элементы в достаточном количестве. Причем учитывают их размеры, когда определяют длину трубопровода (его протяженность увеличится). Даже стыковой метод, который предполагает необходимость соединения деталей, минуя этап введения трубы внутрь сопряженной, способствует уменьшению их длины (в среднем до 2 мм).
При работе с трубами разных размеров есть особенности: для сварки труб диаметром более 40 мм рекомендуется использовать паяльный инструмент с центрированием. Когда изучается вопрос, как паять полипропилен, можно рассмотреть вариант покупки оборудования с комплектом насадок от 14 до 63 мм. Они представлены видами:
- дорн – втулка, используемая для нагрева внутренних стенок трубы;
- гильза – равномерно прогревает наружную поверхность изделия.
Насадки очищаются от полимерного материала, как только они были загрязнены. Если наплывы удалять после полного остывания паяльника, может быть повреждено защитное покрытие (из тефлона), позволяющее предупредить прилипание полимеров. Для очистки используют материал, не подверженный воздействию высоких температур. Это может быть даже брезент, но нельзя для этой цели использовать абразив.
Как подготовить оборудование: советы, облегчающие работу с паяльником
В продаже встречаются разные виды паяльников:
Если нужно выбрать паяльник, следует учесть, что не всегда в комплект входят все необходимые приспособления. Подставку для удобства работы и комплектующие (насадки), возможно, придется дополнительно приобрести. Когда все инструменты и материалы подготовлены, переходят непосредственно к действиям – нагревают паяльник. Рекомендации:
- нагрев осуществляется равномерно по всей длине металлической части инструмента, причем скорость этого процесса составляет 10-15 минут;
- на паяльнике есть регулятор температуры, для работы с трубами из полипропилена рекомендуется установить значение 260°С;
- допустимо работать с паяльником при температуре окружающей среды не ниже 0°С.
Как подготовить трубы к пайке
Полимерные изделия необходимо разрезать соответственно ранее составленному эскизу. Для работы с ними используют инструмент, обеспечивающий идеально ровные и гладкие торцевые участки:
Шейвер позволяет подготовить коммуникации с армировкой – удаляет часть металлического слоя. Это обеспечивает более глубокое проникновение частиц полимерного материала в структуру сопряженной трубы. Такие действия выполняются при работе с изделиями PN25. Трубы PN20 не требуют применения шейвера.
Еще один инструмент – фаскосниматель. Его рекомендуется применять для облегчения монтажа трубопровода. Благодаря такому инструменту делают фаски, в результате коммуникации легче входят в сопряженное изделие. Такие приспособления используются поочередно. Непосредственно же перед пайкой торцевые участки труб и фитинги (если используются) необходимо обезжирить. Используют средства:
Совет: Не рекомендуется использовать для обработки перед пайкой жидкости агрессивного действия: бензин, растворитель, водку, ацетон – все они оказывают разрушающее действия на полипропилен.
Работа с полипропиленом: разогрев и стыковка
- установка насадок на плиту в соответствии с диаметром;
- труба надевается на дорн, вводится в гильзу без перекосов;
- полимерное изделие выдерживают на разогретой насадке определенное количество времени (зависит от параметров).
Бытовые паяльники рассчитаны на сварку труб диаметром до 75 мм. Все необходимые параметры для работы с ними представлены в таблице.
Если недодержать или передержать изделие на горячей насадке, материал частично утратит свойства. Качество шовного соединения снизится. Слишком сильно расплавленный полимерный материал способствует образованию подтеков внутри трубы, что негативно скажется на ее проходимости при эксплуатации.
Совет: Чтобы контролировать температуру зеркала пальника, можно использовать термозонд.
В помещении со сниженной температурой материал остывает намного быстрее. Чтобы поддерживать значение этого параметра на нужном уровне, на последних секундах прогрева трубы следует незначительно повысить температуру зеркала паяльника. Но нельзя нагревать изделие до 270°С, т. к. это приведет к истончению материала на стыке во время сварки. В данном случае не наблюдается диффузное проникновение частиц полипропилена в структуру смежной трубы.
Пайка: этапы, особенности
Паять коммуникации начинают после их подготовки: нарезки, зачистки, обезжиривания. Основные этапы:
- Разогретые изделия соединяют с учетом глубины пайки. Время выдержки всегда разное, что зависит от параметров полимерных изделий.
- Проверяют положение труб, фитингов относительно друг друга. Это позволит соблюдать соосность изделий.
- Корректировка положения труб может осуществляться в течение 2-4 секунд. Допустимо увеличивать прижим, выравнивать изделия. Но нельзя прокручивать, наклонять, разделять их. Если допущена ошибка, изделие разрезают выше/ниже шва.
Последний этап: охлаждение и проверка герметичности соединения
Полимерные трубы должны остывать в естественной среде. Принудительное снижение температуры материала приведет к нарушению ряда процессов в структуре материала. Прежде всего, будет снижена прочность стыка. Для проверки герметичности используют методы:
Затем оценивают проходимость коммуникаций. При появлении щели на внешней стороне трубопровода появятся капли воды.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
- низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
- изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
- неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
- нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения. Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему.
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Заключение
Когда планируется монтировать трубопровод, следует учитывать свойства полипропилена. Этот материал подвержен воздействию высоких температур, деформируется (расширяется, что приводит к увеличению его длины). Необходимо использовать трубы разных видов при прокладке коммуникаций различных систем: отопления, холодного и горячего водоснабжения. Если температура воды в системе превышает +50°С, нужно использовать армированные изделия.

С изобретением в 1957 году метода виниловой полимеризации началось время использования полипропиленовых труб. Из-за отличных технических характеристик и дешевизны они вытеснили классические металлические трубопроводы из многих бытовых и производственных зданий. Из них собираются системы холодного и горячего водоснабжения, отопления, подогрева. Единственной сложностью является только пайка полипропиленовых труб, необходимая для их соединения.

Полипропилен представляет собой бесцветный материал, получаемый путём полимеризации мономера пропилена с добавлением катализаторов. Он характеризуется химической устойчивостью к воздействию различных неорганических растворов соляного, кислотного или щелочного типа. Материал не впитывает жидкость и обладает диэлектрическими свойствами.
Температура его плавления составляет около 170 градусов по Цельсию, а твёрдость примерно 55 МПа. Он выдерживает воздействие холода до -15 градусов без изменения своих свойств, правда, при значениях ниже этой температуры становится хрупким.
Благодаря своим характеристикам полипропилен нашёл широкое применение в качестве материала для изготовления водопроводных труб. Полимер, используемый для их изготовления, не наносит вреда окружающей среде и не нуждается в специальной утилизации. Прекрасная его адгезия с металлом позволяет изготавливать различного рода фитинги путём спрессовывания с латунными никелированными вставками имеющих резьбу.
При нагревании свыше 160 градусов полимерный материал размягчается и приобретает тягучесть. А при остывании возвращает свою твёрдость. Это свойство и используется при соединении различных частей трубопровода, сделанного из пластика. Для выполнения неразъемного соединения используется паяльник (утюг). При этом, чтобы воспользоваться паяльником для полипропиленовых труб, особых знаний не понадобится.

По полипропиленовым трубам (ППР) может передаваться как холодная, так и горячая вода. В зависимости от требований, предъявляемых к водопроводу, используются цельные или армированные конструкции. Армирование позволяет уменьшить температурные расширения.

Выполнено оно может быть следующими способами:
- покрытием алюминием внешней стороны трубы;
- добавлением алюминиевой сетки в середину конструкции;
- усилением с использованием стекловолокна;
- сплавлением композитного материала с фиброволокнами.
В зависимости от типа армирования немного изменяется и инструкция по пайке полипропиленовых труб.
В большей мере это касается устройств с применением алюминия. Пластиковые трубы маркируются латинскими буквами PN и числом после них. Эти цифры обозначают наибольшее давление, которое может выдержать конструкция, собранная из них. Так, PN 20 обозначает, что давление в середине водовода может достигать 2 МПа.
Технические характеристики используемых типов ППР и особенности их соединения для наглядности удобно свести в таблицу:
| Вид усиления | Выдерживаемая наибольшая температура воды, С 0 | Степень деформации | Наибольшее выдерживаемое давление, атм | Применение | Особенности соединения |
| без армирования | 60 | средняя | 1 | холодное водоснабжение | - |
| перфорация алюминием | 70 | средняя | 1,5 | передача горячего или холодного носителя | требует удаление перфорации перед пайкой |
| стекловолокно | 90 | низкая | 2 | системы отопления, тёплый пол | не требует зачистки |
| композитный материал | 95 | нулевая | 3 | любое | время окончательного соединения составляет три минуты |
Таким образом, область применения полипропиленовых водоводов обширна. А их устойчивость к коррозии и внешним воздействиям, механическая твёрдость, долговечность, простота монтажа и невысокая цена делают их популярными. Немало этому способствует и простота соединения частей конструкции, обеспечивающая надёжное неразъёмное соединение. Для сравнения, монтаж всей системы своими руками занимает в пять-шесть раз меньше времени, чем из металла.


Для того чтобы спаять трубы из полипропилена, необязательно приглашать профессионала, все операции можно выполнить самостоятельно. Но стоит заметить, что работать вдвоём намного удобнее. Инструмент, использующийся для соединения, называется паяльником или утюгом. Классифицируют его по двум признакам: конструкции исполнения и мощности.
Несмотря на конструктивные отличия и множество торговых марок, принцип работы устройств одинаков. Как и обыкновенный утюг, они имеют два основных элемента: нагреватель и терморегулятор. Кроме этого, обязательным атрибутом пайки являются насадки. Они считаются расходным материалом и продаются как вместе с паяльником, так и отдельно в розницу. Изготавливаются насадки из теплопроводного материала, покрытого сверху тефлоновым слоем. Состоит насадка из двух элементов: одна с углублением, а вторая с буртиком. С их помощью и происходит нагрев внутренней и наружной поверхности трубы и фитинга.
Термоэлемент располагается в середине корпуса, к которому прикручиваются насадки. Для равномерного нагрева и удобства в работе их расположение относительно друг друга соосно. При включении устройства в сеть 220 вольт термоэлемент нагревается, передавая своё тепло корпусу паяльника. А тот, в свою очередь, нагревает насадки. С помощью терморегулятора выставляется и поддерживается необходимая температура нагрева.
Как только термодатчик фиксирует нужную температуру, происходит срабатывание термореле, и подача напряжения на нагреватель прекращается. При снижении температуры на два-три градуса происходит подключение нагревателя к сети заново.


Для того чтобы правильно соединить полипропиленовую трубу, покупки паяльника будет недостаточно. Как и в любом деле, необходим опыт, поэтому профессионалы рекомендуют новичкам сначала потренироваться на образцах, а после уже переходить к свариванию основной конструкции.
Перед началом работ следует провести ряд подготовительных операций. Это относится как к соединяемым деталям, так и паяльному устройству. Принцип сварки основан на расплавлении двух частей с последующей их физической стыковкой друг с другом до момента кристаллизации. Чтобы сварочный шов получался надёжным, одна из свариваемых частей вставляется в другую на глубину от 13 до 32 миллиметров, в зависимости от диаметра деталей. Сварка двух труб происходит через фитинг. Они бывают разного вида и размеров. Каждый фитинг рассчитан на определённый диаметр трубы, поэтому при пайке следует быть внимательным.
В случае использования армированной трубы с алюминиевой фольгой вставляемый конец в насадку должен быть зачищен от её слоя. Зачистка происходит механическим путём с использованием специального инструмента. Но так как это приспособление довольно дорогое, часто используют ножовочное полотно. Им пропиливают трубу по кругу на глубину расположения армирующего слоя, а после срезают его ножом. Такой подход требует сноровки и опыта.
Детали перед сваркой следует обрезать до необходимой длины, очистить от грязи и обезжирить. Для этого разрешается использовать изопропиловый, изобутиловый или этиловый спирт. Применение ацетона, уайт-спирита, бензина или водки не допускается из-за рыхления полипропилена после их воздействия.
Втулки перед работой также должны быть очищены с помощью ветоши. Следует уделить внимание целостности тефлонового слоя, использовать насадки с повреждённым покрытием нельзя. Поэтому чистить металлическими предметами или абразивами запрещено. В случае же сильного пригара используются деревянные скребки. Для удобства чистки насадки рекомендуется предварительно немного нагреть с помощью паяльника.
На последней стадии подготовки по всему диаметру трубы отмечается линия, обозначающая глубину свариваемой зоны. Этот размер должен соответствовать глубине фитинга. Затем можно будет уже приступить непосредственно к сварке.
После того как все подготовительные операции выполнены, можно переходить к пайке. Для этого понадобится с помощью отвёртки к паяльнику прикрутить насадки требуемого диаметра. С какой стороны располагать внешнюю часть или внутреннюю, значения не имеет, главное, выдержать их сносность.

Утюг для пайки полипропиленовых труб устанавливается на ровную поверхность, включается и прогревается в течение 10— 15 минут. Для того чтобы соединение запаять правильно, можно воспользоваться следующей инструкцией по пайке труб из полипропилена:
- 1. Изучается таблица с данными, из которой берётся необходимое время продолжительности различных технологических процессов:
Диаметр, мм. Время удержания в нагретой насадке, сек. Время кристаллизации соединения, сек. Время полного остывания, сек. Глубина расплавления, мм. 20 6 4 2 14 25 7 4 2 16 32 8 6 4 18 40 12 6 4 20 50 23 6 4 23 - 2. С помощью терморегулятора устанавливается необходимая температура. Это значение составляет не менее 260 0 С и в большей мере зависит от диаметра деталей.
- 3. Свариваемые детали одновременно надеваются на разогретые насадки. Труба вводится в паз внутренней части до отмеченной на ней линии, а фитинг надевается на дорн.
- 4. Через определённое время, в соответствии с приведённой таблицей, детали снимаются с насадок и плавным движением вводятся друг в друга на заданную глубину. Соединив элементы, их нельзя проворачивать или изгибать. Их следует удерживать неподвижно до момента застывания. При соединении излишки расплавленного вещества выдавливаются наружу, образуя кольцо вокруг шва.
- 5. Как только шов застынет, полученную деталь можно отпустить, а по окончании времени охлаждения эксплуатировать.

Правильная пайка формирует соединение по характеристикам, ничем не отличающееся от монолитной конструкции. Для достижения этого необходимо не только уметь пользоваться утюгом для полипропиленовых труб, но и не допускать различных ошибок в процессе нагрева и стадии фиксирования частей трубопровода.
Распространённые ошибки при монтаже можно разделить на несколько типов:
- 1. Недостаточно основательно выполненная очистка поверхностей спаиваемых деталей.
- 2. Попадание воды в сварной шов.
- 3. При обрезке трубы до необходимой длины угол реза превышает 90 градусов.
- 4. Недостаточная длина ввода трубы в фитинг.
- 5. Перегрев или недостаточный нагрев свариваемых деталей.
- 6. Неполное удаление армирующего слоя.
- 7. Несоблюдение правильности стыковки деталей и действий, связанных с последующей попыткой их корректировки.
Профессионалы достигают высокого качества спаянных швов безукоризненным соблюдением правил сварки. Для этого они используют небольшие хитрости. В первую очередь при стыковке важно выдержать сносность. Сделать это нетрудно. Секрет ровной оси заключается в нанесении параллельной линии с помощью тонкого маркёра или карандаша как на поверхность трубы, так и фитинга. После расплавления понадобится только аккуратно совместить эти линии.

Для фиксации паяльника в его конструкции используется утяжелённая ножка. Но из-за плохого качества насадок или недостаточного их разогрева вытягивание расплавленных элементов трубопровода из них может привести к переворачиванию устройства. Поэтому рекомендуется сварку проводить с помощником, в задачи которого будет входить удерживать паяльник неподвижным.
Для того чтобы срез был ровный, используются специальные ножницы. С их помощью пластиковая труба режется точно и без приложения усилий. Если же рез получился неровным, допускается его выравнивание с помощью напильника. При этом по окончании выравнивания трубу следует продуть и в случае необходимости удалить фаску.
При выборе насадок предпочтение следует отдавать тем, которые изготовлены из металлизированного тефлона. Они отличаются равномерным прогревом и легко очищаются. Для бытовых нужд подойдёт устройство с мощность 1,2 кВт. Его будет вполне достаточно для сварки труб диаметром до 50 мм.
Таким образом, для пайки труб никаких особых знаний не понадобится, главное, соблюдать процесс пайки и следовать рекомендациям. При этом, так как температура паяльника достигает высоких значений, стоит соблюдать технику безопасности, чтобы предотвратить возможность ожога.
Пайка полипропиленовых труб своими руками - процесс технически несложный, но требует точности и соблюдения повышенных мер безопасности. В обратном случае можно снизить срок службы полимерной системы в несколько раз.

Последовательность пайки полипропиленовых труб
Как паять трубы в труднодоступных местах
При сварке узлов и соединительных элементов в труднодоступных местах всегда начинайте с более сложного участка. Для пайки в наиболее сложных участках – используйте американку.
Для этого вам понадобятся основные инструменты для пайки труб из ППР (полипропилена):
- аппарат для сварки (утюг или паяльник) с насадками различного диаметра (электромуфта или стержневой аппарат);
- специальные ножницы (труборез). Обрезать трубы можно и болгаркой/ножовкой, но после обязательно зачистить края;
- торцеватель или зачистка/шейвер (можно не использовать с армированной трубой из стекловолокна).
В процессе монтажа также понадобятся ключи для завинчивания, перфоратор, болгарка и другие инструменты.
- муфты;
- фитинги;
- шаровые краны;
- резьбовые переходы;
- 900 или 450 уголки;
- тройники и т. п.
Технология пайки электромуфтой
После проведения сварки рекомендуется протирать поверхности насадок обезжиривателем или спиртом для удаления остатков материала.
Учтите, что при перегреве проходные отверстия полипропиленовых труб и фитингов заплавляются, а при недогреве – элементы не соединятся как следует и будут протекать.
Стержневой аппарат для сварки полипропиленовых труб
Стержневой аппарат для сварки используется преимущественно для труднодоступных мест, а также при повреждении (просверливании) труб. Прибор имеет более удобную конструкцию для непосредственной работы под любым углом и на весу.

Производителями разработан специальный ремонтный набор при просверливании отверстий в ППР трубах. В него входят ремонтные полипропиленовые стержни и специальные насадки. При повреждениях данного типа необходимо:
Метод пайки стержневым аппаратом в стандартных условиях не отличается от сварки с помощью других аналогов.
Сварка и монтаж отдельной части системы трубопровода
При монтаже отдельной части трубопровода (узла/магистрали):
- отмерьте и отрежьте необходимый размер труб;
- сварите цепь на фиксированной поверхности, а потом установите в запланированный участок. То есть сначала паяем узел, а потом соединяем его на весу с другими участками;
- в наиболее труднодоступных местах используйте американки.
Спайка узла на весу
Паяем трубы на весу:
- определите, какая сторона наиболее трудная для спайки на весу и начните с неё;
- первоначально варится труба и соединительный элемент/узел с одной стороны по стандартным меркам, соблюдая установленное время для пайки;
- затем (с другой стороны) разогревается сперва соединительный элемент, причем дольше на пару секунд, а уже после греется труба на пару секунд меньше, чем обычно (по сути вы отдаёте время на разогрев трубы соединительному элементу).
Паять на весу детали сложно, поэтому для разогрева рекомендуется надавливать на элементы подручными средствами (специальными ножницами и т.п.). Лучше для пайки на весу пригласить помощника.
Установка спаянного узла
В первую очередь варится необходимый узел на твёрдой поверхности. Когда он готов, переходим к соединению с уже вмонтированными трубами:
- наметьте карандашом участки среза на работающей магистрали. Не надо вырезать участок под весь фитинг или другой соединительный элемент. Необходимо учесть, что в него будут вставляться трубы (к примеру, кран размером в 10 см, отверстия для соединения с трубами занимают 4 см в общем, тогда вырезать необходимо 6 см трубы);
- разрежьте установленные трубы с обеих сторон специальными ножницами;
- очистите трубы обезжиривателем, высушите от воды;
- зачистьте элементы;
- приступайте к сварке узла. Начинайте с более трудного места.
Паять узел с другими цепями трубопровода сложно, поэтому без помощи вам не обойтись.
Как спаять и установить узел из полипропиленовых труб в штробу - видео-инструкция
Перед непосредственным монтажом, необходимо подготовить штробы. Это выполняется при помощи круга по бетону, установленного на болгарку или других инструментов. Разметьте поверхность, где будут штробы. Надрезы осуществляются на глубину около 2-3 см (учитывайте диаметр трубы) и выбиваются молотком, стамеской, перфоратором и т. п.
- Сварите необходимый узел вне штробы, а потом вмонтируйте в отверстия.
- Для исключения повреждений, ППР трубы можно замотать в строительный скотч, но для полной защиты рекомендуется оболочка/изоляция из вспененного полиэтилена.
- При переходе от металлических узлов, для соединения, используйте переходную муфту или американку.
- Чтобы магистраль не двигалась при расширении труб – закрепите специальными коленными конструкциями (металлическая поверхность с хомутами). Деталь сначала крепится к поверхности стены и прикручивается гайками, а потом фиксируется с трубопроводом.
- Зафиксируйте трубы с помощью клипс или трубного хомута, особенно в наиболее ненадёжных местах.
- Заделайте отверстия.
Монтаж полипропиленовых труб в труднодоступных местах своими руками
Переходная муфта-американка

Деталь предназначена для состыковки труб из ППР и применяется для подачи холодной или горячей воды. Муфта выдерживает давление в 25 атмосфер и температуру в 95 ℃(в зависимости от модели, бывает меньше и больше), а также производится различного диаметра (чем больше, тем выше вес и цена детали).
Юлия Петриченко, эксперт
- с внутренней резьбой;
- с наружной резьбой;
- муфта с наружной и внутренней резьбой.
По типу конструкции муфта-американка бывает:
По виду резьбовых стыков:
- плоская (цилиндрическая);
- конусная (создаёт наиболее качественное соединение).

Монтаж ППР труб с помощью муфты-американки
- полиуретановые;
- паронитовые;
- резиновые;
- тефлоновая нить или паста и т. п.
Плюс для закручивания муфты в процессе монтажа необходим шестигранник, натяжной ключ (обычный или с лентой) или цилиндр с выборками под зацепы.
Методы монтажа муфты:
Видео-урок монтажа труб с помощью переходной муфты
Монтаж или ремонт полипропиленовых труб не имеет больших сложностей в работе. Главное - придерживаться температурного режима при нагреве и времени состыковки элементов. Плюс при ремонте необходимо начинать с более труднодоступных мест. Не забывайте также фиксировать магистраль клипсами или другими деталями, чтобы трубопровод не сорвало при увеличении давления.
Если у вас есть комментарии или советы по улучшению монтажа ППР труб поделитесь с нами!
Пайка полипропиленовых труб своими руками: видео, сварка в труднодоступных местах — версия для печати

Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
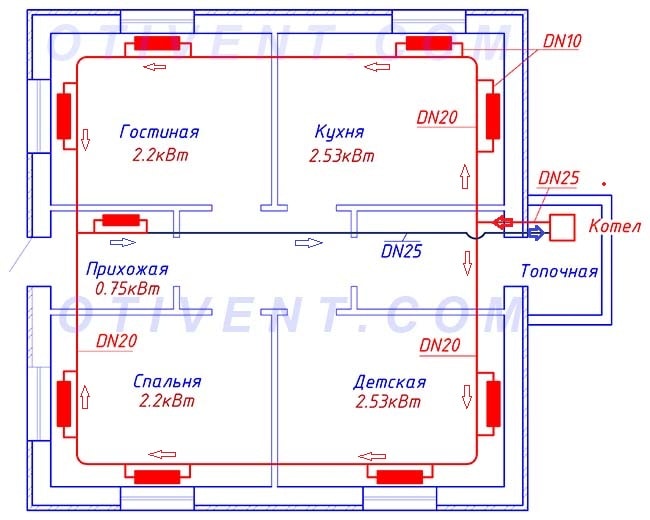
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.

Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
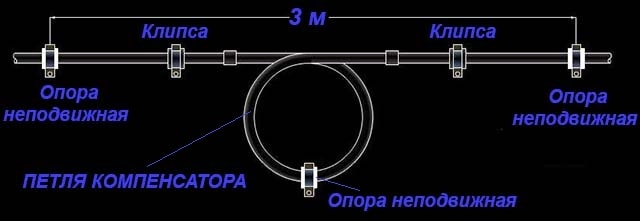
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.

Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
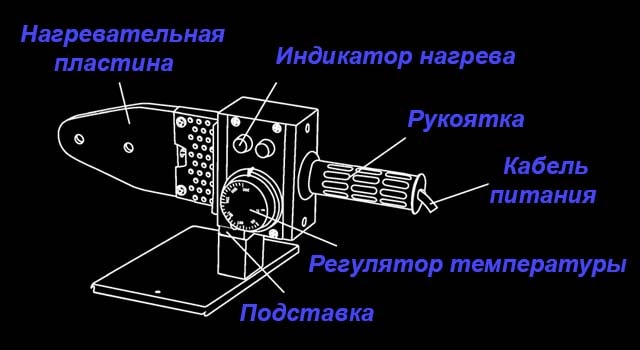
Органы управления и функциональные элементы паяльного нагревателя
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.
- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.
- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.
- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.

Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.
- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.

Здесь сварка производится без особых затруднений – жало паяльника легко надевается на трубы
Опишем несколько приемов сварки полипропилена в труднодоступных местах:
Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Заключение
Методика пайки полипропиленовых труб и фитингов подтверждает общеизвестное правило: чем дешевле стройматериал, тем больше труда нужно затратить на его применение. Монтировать разводку из металлопластика, ПВХ и ПНД гораздо проще. Поэтому перед окончательным выбором рекомендуем ознакомиться со сравнительным обзором трубопроводов типа PPR и PEX (сшитый полиэтилен).
Читайте также: