
Ресанта 220 вентилятор охлаждения сколько вольт
Обновлено: 17.05.2024
Много ремонтирую ММА аппараты, реже полуавтоматы. Часто приходится менять вентиляторы, как правило DC, но иногда бывает и AC.
Виды неисправностей DC вентиляторов:
- поломка лопастей
- перегорание обмоток
- горит схема управления, которая стоит непосредственно в самом вентиляторе
- датчики Холла.
Если вентилятор стоит 300-400 рублей, то надо менять. Но у меня уходит в неделю 4-5 вентиляторов, причем часто бывает, что и замены нет, например 24В 0,8А 120х120х38
.
Лопасти довольно удачно клеются поксиполом. Суперклей для этого не подходит.
Пробовал вскрывать съемником - ломается.
Есть ли у кого опыт борьбы или стоит смириться?
Exiv65 , можно попробовать склеить лопасти эпоксидным клеем. Им клеят агрегаты, которые летают в космос, лопасти должен держать очень крепко. Причиной выхода из строя вентилятора может быть и неисправность БП.
Exiv65 , ну и нафик приклеивать эти костыли? менять однозначно, стоимость вентилятора копеечная не стОит того, чтобы на ней выкруживать какую-то оптимальность. имхо
Пытались одно время ремонтировать подобные вентиляторы( типа сэкономить)- потом перестали. Намного лучше , для дальнейшей работы, ставить новые. Не видно ваш город- но сейчас многое можно заказать- тем более у вас номенклатура известна.
Klod написал:
Пытались одно время ремонтировать подобные вентиляторы( типа сэкономить)- потом перестали. Намного лучше , для дальнейшей работы, ставить новые. Не видно ваш город- но сейчас многое можно заказать- тем более у вас номенклатура известна.
Klod , а где заказать ,не подскажете ? мне нужен DC 24 v 0.9A Y-Y9238h24B
Klod , а где заказать ,не подскажете ? мне нужен DC 24 v 0.9A Y-Y9238h24B
Понятно, что вентиляторы до 700-800 руб менять надо и не париться, речь не о них. Попадаются вентиляторы с большой производительностью, которых просто в продаже нет. Приходится ставить два вентилятора, хотя эффективность двух последовательных слабых меньше, чем одного большого.
Еще проблема есть, когда заказчик ставит условие уложиться в 2-2,5 ТЫР. Ему объясняешь, что после остановки вентилятора варить было нельзя и он сам попал на дорогой ремонт по замене IGBT транзисторов, плюс их обвязка, а тут еще и дорогой вентилятор. Я несколько больших вентиляторов клеил, причем предупреждал об этом. Пока ни один не вернулся.
2 Сварщик ДЖО: Дык я и клею большие лопасти. Использую для этого поксипол, он и есть на основе эп.смол. Но если сгорел какой нибудь датчик Холла или ключ на плате самого вентилятора, а его разобрал, то собрать уже не получается. Потому что даже при использовании съемников съем получается с отломом от оси. Блин: слом, отлом, слова то какие, как из старых инструкций по ТБ 50-х годов.
Насчет эпоксидки. Есть большой опыт ремонта теннисных ракет. Графитовое волокно плюс специальная авиационная эпоксидка. Ракета, конечно, уже частично теряет свои свойства, но как игровой инструмент для любителей вполне себе актуальна.

Начнем с исследования комплектации
Все аппараты поставляются в картонных коробках с одинаковой комплектацией: инструкция по эксплуатации, ремень для переноски, сварочные кабели. Длина кабелей держака у всех аппаратов 190 см; кабеля массы – 120 см. Пакеты кабелей не промаркированы, но заметно отличаются по сечению:
- У инвертора 160К в комплекте очень тонкие кабели сечением 10-12 кв. мм;
- Инвертор 190К и 220К укомплектован кабелем 14 кв. мм;
- У 250К самое большое сечение – около 16 кв. мм.
Нужно отметить, что омедненные алюминиевые сварочные кабели имеют недостаточные сечения и во время работы будут греться. Стоит также отметить, что байонетные разъемы инверторов на 220 и 250А должны быть большего сечения, иначе не избежать выгорания контактов при серьезной эксплуатации. Что касается кабеля питания, то полутораметровый провод имеет недостаточное сечение 1,5 кв мм на моделях 160К и 190К. На аппарате 220К стоит странный кабель сечением 3х1,8 кв. мм. К питающему кабелю к аппарату на 250А вопросов нет, его сечение составляет 2,5 кв. мм.
Особенности устройства аппаратов
Новые транзисторы позволяют повысить тактовую частоту инвертора и уменьшить габариты реактивных элементов: входных конденсаторов, импульсного трансформатора и т.д. Однако в погоне за малыми габаритами разработчики ухудшили условия охлаждения. Радиаторы стали меньше в сравнении с полноформатной версией аппаратов, а мощность вентилятора не изменилась. Для того, чтобы предотвратить вечный перегрев компактного источника инженерам пришлось снизить максимальные сварочные токи с помощью ШИМ-контроллера. То есть 160А; 190А; 220А; 250А инверторы смогут выдать всего 120А; 130А; 170А; 180А.
Чтобы выяснить, что представляют собой источники, подключим их к регистратору сварочных процессов AWR-224MD, нагрузим током с помощью балластных реостатов и снимем вольт-амперные характеристики.
Начнем с напряжения холостого хода
Можно сказать, что напряжение ХХ трех аппаратов соответствует заявленному производителем. Ресанта 190К выдает Uхх ниже заявленного значения, но все-же в допустимых пределах.
Сварочные токи и форма ВАХ
Рассмотрим вольт-амперные характеристики аппаратов и сделаем выводы о их рабочих свойствах.

Подводя итог можно сказать, что ни один из участников теста не выдержал проверки. Можете сами подсчитать, сколько ампер по номинальному току не добирает каждый из инверторов. То есть в цену сварочных источников питания заложен чистый китайский воздух, который составляет от 25 до 35% цены аппаратов. Что касается формы ВАХ, можно предположить, что процесс поджига и стабильность горения дуги должны быть на приемлемом уровне.
Проверка ПН
Поскольку токовые характеристики всех инверторов завышены, ПН, указанный на шильдах инверторов, также не соответствует действительности. Чтобы представить, какой продолжительностью нагрузки обладают источники, рассчитаем их приблизительный режим работы. Для этого все аппараты будут нагружены их реальным максимальным током и помещены в термокамеру (при температуре 40 градусов). Исходя из времени, которое каждый источник сможет продержаться в тепловом контуре не отключаясь, сделаем выводы о реальном ПН.
Приходя в магазин за новым сварочным инвертором, сварщик-профессионал обращает внимание на ток длительной нагрузки, который указан на шильде. Цифры, указанные там, обозначают пороговые значения тока, которые сварщик может выставить на источнике не опасаясь отключения аппарата по перегреву независимо от времени работы. Неверные данные, обозначенные в графе ПН100% могут ввести сварщика в заблуждение и привести к вынужденным простоям в работе.
Результаты испытаний, полученных в термокамере
(максимальный ток инвертора в термокамере)
ПН, % на макс. токе
Работа при низком напряжении в электросети
Доп. Функционал
Практическая сварка
Все аппараты хорошо справляются со сваркой стальных пластин (встык) толщиной 4 мм электродами ОК46.00, УОНИИ 13/55 диаметром 2,5 мм. Поджиг уверенный, дуга стабильная и эластичная. Что касается электродов диаметром 4 мм, на моделях 160К и 190К ощутима нехватка тока, регуляторы приходится выставлять на максимальные значения, два других инвертора со сваркой четырехмиллиметровым электродом справляются нормально (процесс достаточно комфортен).
Заключение
В числе инверторных сварочных аппаратов, которые сложно отнести однозначно к промышленным или бытовым, находится инвертор Ресанта Саи 220. Его характеристики отличаются от аналогичных линейки Ресанта высокими значениями максимальной сварочной силы тока.
Это дает больше простора для эффективной работы, так как позволяет варить стабильнее и выполнять серьезную сварку, используя толстые электроды.
Характеристики Ресанта САИ 220
Паспортные параметры инвертора — серьезная ставка на мощность и производительность. Рассмотрим, какие значения заявлены производителем и какие они дают возможности.
- Масса составляет 4,9 кг — это весьма небольшое значение, позволяющее легко транспортировать аппарат даже общественным транспортом и использовать его для мобильной сварки.
- Напряжение холостого хода — 80 В, а напряжение дуги во время работы — 28 В. Низкое значение напряжения делает его безопасней для сварщика.
- Диапазон регулировки силы тока от 10 до 220 А обеспечивает работу с тонкими электродами и поверхностями при малом токе, а толстые электроды (диаметром до 5 мм) при 220 А достаточны для сваривания и резки массивных поверхностей.
- Номинальное напряжение электросети — 220 В. Допустимое положительное отклонение составляет +10% (242 В), а отрицательное -30% (154 В). Электросеть должна выдерживать потребляемый инвертором ток до 30 А, необходимый при сварке на максимальной мощности (6,6 кВт).
- Продолжительность нагрузки (ПН) при 220 А — 40 %. Это доля времени, допустимого для непрерывной сварки в коротком сварочном цикле. Установив силу тока 140 А, сварку прерывать на охлаждение не надо.
Отзывы о сварочном инверторе Ресанта САИ 220
Позитивные отзывы от работы с инвертором САИ 220 — удобство и простота.
Основные пользователи Ресанта Саи 220 не имеют большого опыта сварочных работ. Для них этот аппарат вполне подходит, потому что его можно включать и работать буквально после выхода из магазина, предварительно ознакомившись с инструкцией по эксплуатации. Инвертор легко транспортируется и имеет небольшие габариты — 310х130х190(195) мм, поэтому поместится в бытовую сумку или рюкзак.
Конструктивные особенности позволяют поддерживать стабильную дугу с постоянными параметрами. Это делает сварной шов более аккуратным и прочным, так как он образуется из непрерывно образующейся полосы плавящегося металла и представляет собой монолит.
При сварке аппаратами, которые не имеют функций, присущих инвертору от Ресанта — поддерживание дуги за счет большего тока, горячий старт со скачкообразным увеличением тока при касании металла и антизалипание (автоматическое уменьшение тока, за счет чего электрод легко отрывается от свариваемой поверхности) — сварка может превратиться в долгие попытки поджечь дугу и оторвать прилипший электрод. Получаемый сварочный шов обычно не самый качественный и далек от монолитного.
К числу плюсов данного инвертора также относятся:
- устойчивость к механическому воздействию (удары, падания с высоты до одного метра) без утраты работоспособности характерна для среднего аппарата данного типа;
- возможность работать до -20 градусов, соблюдая температурный режим нагрева и остывания;
- 2 вентилятора системы охлаждения, улучшающие обдув внутри корпуса;
- устойчивость к перегреву при вышедших из строя вентиляторах. Практические тесты показывают, что Ресанта Саи 220 отключается только после расходования двух 5 мм электродов, если система охлаждения не работает;
- приемлемая цена (от 260 до 290 $), которая зависит от магазина и региона. Заказать аппарат у прямого поставщика обычно дешевле, но менее 260 $ найти очень проблематично. Переплачивать более 290 $ тоже не стоит, лучше еще поискать — варианты обязательно найдутся.
Замечания при работе с инвертором Ресанта Саи 220 и его недостатки
Частый перегрев прибора, даже при работающих вентиляторах, легко устраняется в сервисном центре или самостоятельно, путем проверки всех электрических контактов.
Одной из причин выхода инвертора из строя является засорение металлической пылью или стружкой, которые повреждают чувствительные токопроводящие пути микросхем или приводят к их замыканию, попадая внутрь корпуса. Следует избегать работы с болгаркой, являющейся источником металлической пыли, возле неубранного сварочного места. Не выдерживая правильно тепловой режим и допуская образование влаги внутри корпуса, легко получить повод отнести инвертор в мастерскую.
Работа с большой толщиной металла может вызывать сложности, так как инвертор не способен обеспечить полный прогрев металла и производит только поверхностное наплавление 10 мм стального листа, используя толстые 5 мм электроды. Работы по сварке таких листов могут растянуться надолго, а заниженные паспортные характеристики не позволят использовать аппарат с ПН 100 % для серьезных работ.

Это не позволяет в полной мере относить инвертор к промышленному типу, который должен обеспечивать высокие значения ПН при интенсивной работе.
Итоги обзора инвертора САИ 220 свидетельствуют о следующем
Ресанта Саи 220 находится на рубеже, когда возможностей вполне достаточно для бытового использования, однако не хватает для полноценного промышленного применения. Практически любую домашнюю и дачную сварочную работу можно выполнить и менее мощным аппаратом, поэтому запас по силе тока до 220 А является дополнительной подстраховкой при слабом сетевом напряжении.
Покупать данный инвертор для рутинных, продолжительных работ нецелесообразно, так как он просто не выдержит такой нагрузки. Качество сборки, как для недорогой китайской аппаратуры, вполне приемлемо, однако может огорчить своей непредсказуемостью.
Общее впечатление от дизайна и простоты использования инвертора дает ему +1 балл в сравнении с ближайшими конкурентами.
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
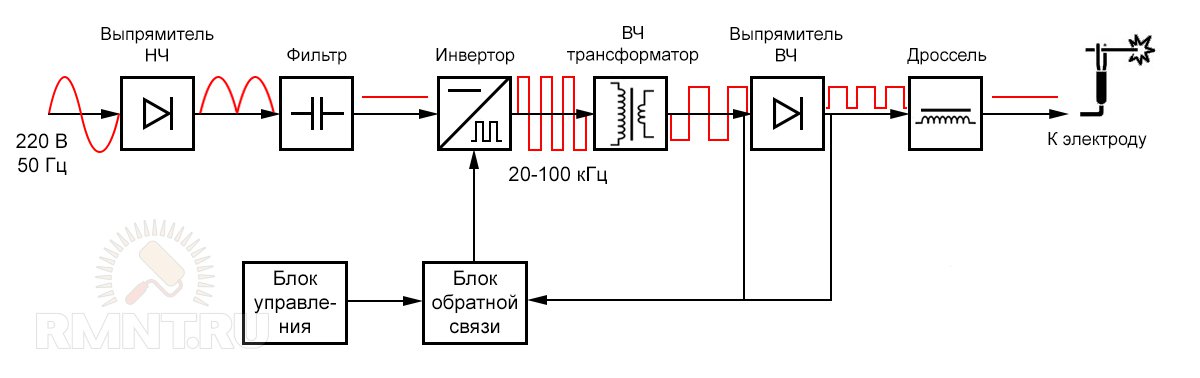
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
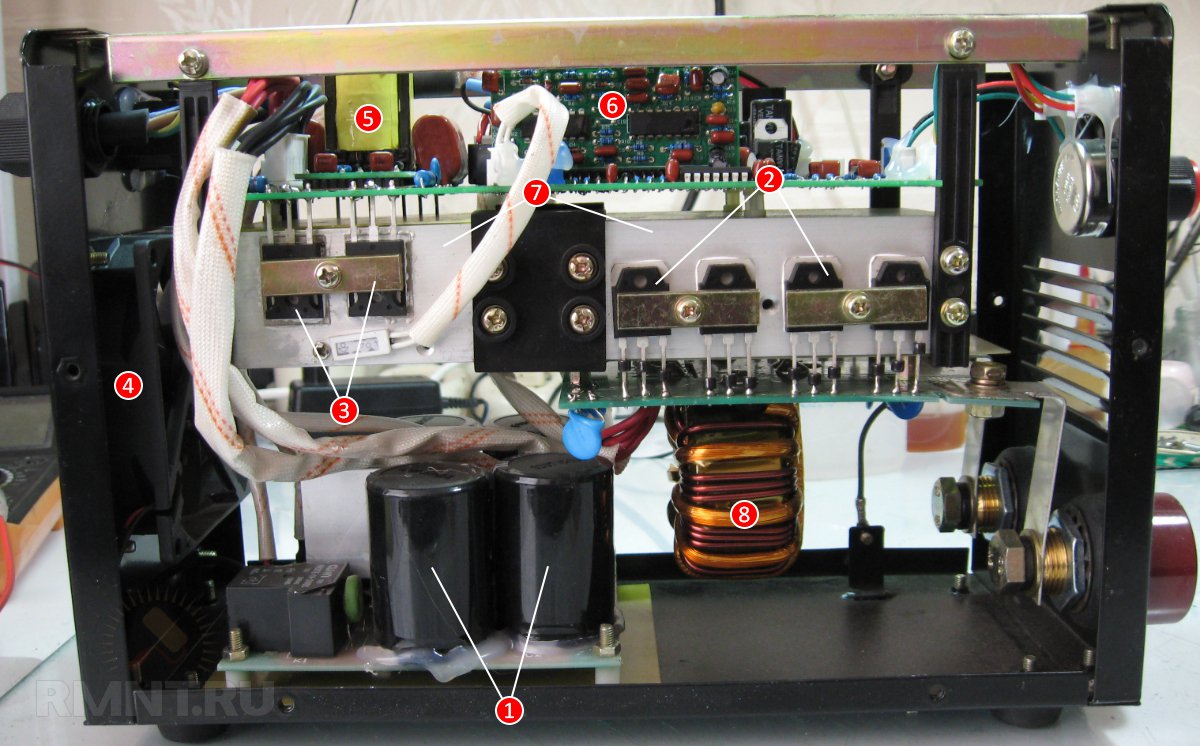
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода

Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов

Сварочный инвертор Ресанта САИ 220 используется для выравнивания и реорганизации напряжения во время выполнения сварочных работ. Он обеспечивает неразрывное соединение металлических деталей и заготовок при проведении работ.
Оглавление:
Обзор сварочного инвертора Ресанта САИ 220

1. Отличительные особенности сварочного инвертора Ресанта САИ 220:
- имеет большой разбег рабочего напряжения на входе – от 160 до 240 В;
- демонстрирует высокий уровень беспрерывной нагрузки;
- система принудительного охлаждения в виде двух вентиляторов;
- механизм защиты от повышения внутренней температуры;
- функции антизалипания и горячего старта, которые обеспечивают простое начало работы;
- корпус из металла, ударопрочный;
- наличие наплечного ремня;
- наличие форсажа дуги с регулировкой, повышающего устойчивость сварочной дуги и увеличивает текучесть обрабатываемого материала.

2. Технический обзор сварочного инвертора Ресанта САИ-220:
- разбег рaбочего нaпряжeния на входе – 140-240 В;
- наибольший показатель расходуемого тока – 30 А;
- напряжение на холостом ходу – 80 В;
- напряжение дуги – 28,8 В;
- разбег регулировки сварочного тока – 10-220 А;
- длительность нагрузки – 70% 220 А;
- наибольший размер электрода по диаметру – 5 мм;
- клaсс зaщиты – IP21;
- разбег температуры окружающей среды для работы от -10 до + 40оС.
Руководство пользователя сварочного инвертора Ресанта САИ 220

1. Подготовка к эксплуатации САИ-220:

2. Безопасность во время работы:
- во время использования оборудования рекомендуется выполнять все меры безопасности, чтобы избежать травматизма и поломок оборудования;
- чтобы исключить возможность возгорания, прибор необходимо заземлить согласно инструкции;
- обязательно наличие качественной вентиляции в месте сварки;
- все работы проводят в защитных перчатках, головном уборе и спецодежде, которые защитят от термических ожогов;
- для защиты кожи лица и органов зрения используют специальную маску и очки;
- обязательно соблюдение всех правил пожарной безопасности;
- аппарат категорически запрещается использовать при наличии атмосферных осадков на открытом пространстве, так же запрещается использовать его в комнатах с высоким показателем влажности;
- если есть необходимость проводить одновременно со сваркой работы с болгаркой, электропилой или дрелью, то их проводят в разное время, так как пыль выведет из строя внутренние детали САИ;
- если есть повреждения изоляции сетевого провода или проводов сварочных, то работать категорически запрещается до исправления всех этих неполадок;
- если аппарат был занесен в помещение с комнатной температурой из низких температур, то его не запускают на протяжении 2 часов, чтобы избежать возможности возникновения конденсата внутри инвертора.

3. Правила перевозки и хранения САИ:
- хранить прибор необходимо в фирменной таре, которая входит в поставку завода-изготовителя;
- оптимальный разбег температуры для хранения – от – 10 до +50оС, влажность не выше 80%;
- помещение для хранения подбирается таким образом, чтобы в нем не было пыли, паров кислот и щелочей;
- перевозку осуществляют любым видом транспорта и на любые расстояния, но при условии использования упаковки от производителя;
- при перевозке в самолете подбирают отсек с высоким уровнем герметичности;
- запрещено кантовать, необходимо ограждать прибор от влаги.
Читайте также:
- Можно ли смазать вентилятор силиконовой смазкой
- Из чего состоит штатив
- Приора включается при запуске вентилятор
- Как выбрать вытяжной вентилятор для ванной комнаты
- Свч сушилка принцип работы